
立式铣床与测力仪连接法兰研究与设计
2019-07-12 07:37:56王进峰范孝良权凯军
实验技术与管理 2019年6期
王进峰, 范孝良, 商 正, 权凯军
(华北电力大学 机械工程系, 河北 保定 071003)
切削力不仅是研究切削规律的重要指标,而且是探究新型材料切削加工性的重要方式之一。朱坚民等[1]针对铣削加工中动态铣削力难于测量的问题,提出了一种通过测量铣刀振动位移来确定动态铣削力的方法。Park等[2]设计了环形压电晶体式力传感器, 并将其集成在主轴上以测量铣削力。周晓辉等[3]利用模糊理论通过电机的驱动电流提取切削力。刘晓龙等[4]利用一种分频映射的非线性映射方法由驱动电流间接测量动态铣削力。为了保证切削力数据的准确性,王素娟等[5]利用功率谱密度分析切削力实验数据。随着材料科学不断发展,新型材料不断涌现,切削力是研究新型材料的切削加工性的重要指标[6]。刘刚等[7]研究了碳纤维增强复合材料的螺旋铣孔切削力的变化规律。王进峰等[8]研究了SiCp/Al复合材料车削时切削力与切削用量的关系。任凤章等[9]研究了利用切削力评价材料切削加工性应注意的问题。由于切削工况不同,切削力测量的方式略有区别,王进峰等[10]为了在高速车床使用Kistler9272测量切削力,设计了用于连接刀塔和测力仪的实验装置。徐旭松等[11]针对深孔钻削切削力测量困难的问题,设计了一种基于电阻应变片的切削力测量装置。赵玉龙等[12]为降低铣削位置变化对传感器输出的影响,研制了一种四竖直敏感梁结构的应变型固定式三维铣削测力仪。为了研究新型材料高速铣削时铣削力与切削用量的变化规律,本文设计了一种切削力测力仪连接法兰,用于高速铣削时铣削力的测量。
1 结构设计
在实验中使用的压电晶体测力仪为Kistler9272,实验铣床为宝鸡机床厂生产的VMC650铣床(图1)。
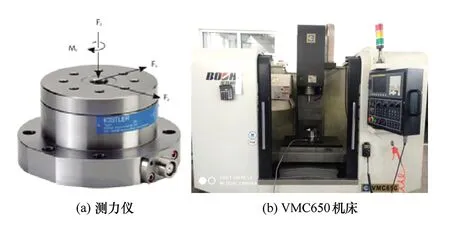
图1 Kistler9272测力仪和VMC650机床
由于棒料加工时一般是用卡盘进行定位和夹紧,根据Kistler9272测力仪的特点,选用了K11-130三爪卡盘。在VMC650机床上使用Kislter9272测力仪进行棒料铣削力测量存在一定的困难,因此需要设计连接法兰。为了设计用于连接 K11-130三爪卡盘和Kislter9272测力仪的连接法兰,对三爪卡盘和测力仪进行了测量,并利用 SolidWorks进行了三维建模。其中K11-130三爪卡盘和Kislter9272测力仪的三维模型如图2所示。

图2 K11-130三爪卡盘和测力仪三维模型
连接法兰三维模型如图3所示。
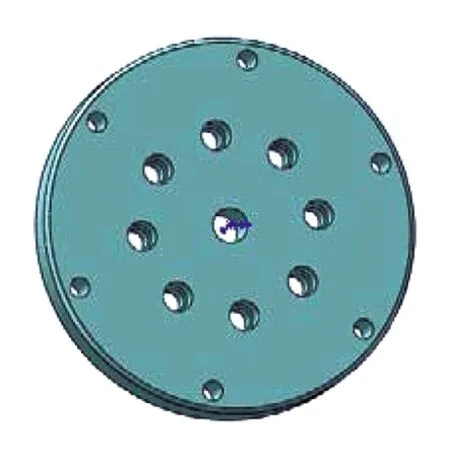
图3 连接法兰模型
通过螺钉将K11-130三爪卡盘、连接法兰、Kistler9272测力仪进行装配,其虚拟装配体图如图4所示。
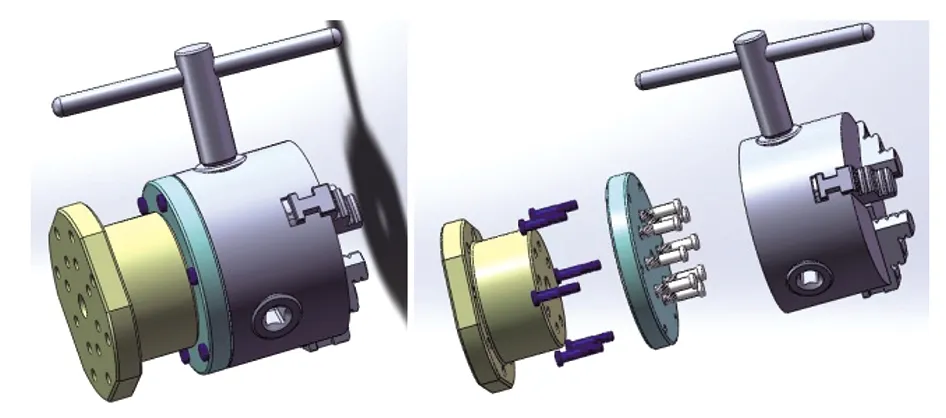
图4 装配体
2 验证性实验
连接法兰使用45钢经加工完毕后,与三爪卡盘和测力仪连接并装配。该套装置安装到铣床工作台时,通过螺栓连接将测力仪的凸缘与工作台的滑槽连接,再通过本项目所设计制造的连接法兰将Kislter9272测力与三爪卡盘连接在一起。在进行铣削力测量时,将工件夹持在三爪卡盘上进行固定,实现铣床切削力的测量,见图5。
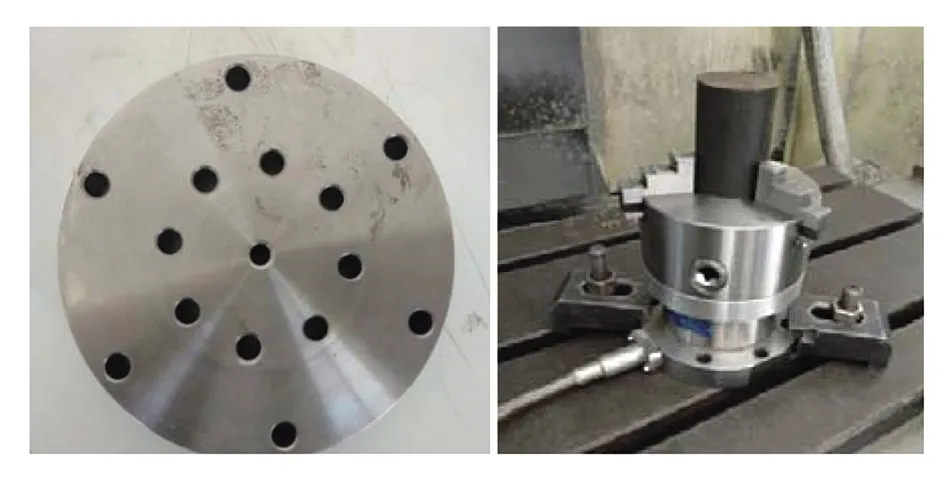
图5 连接法兰及安装
进行了验证性铣削实验,铣削对象为45钢。采用两种工况的切削实验条件,见表1。
表1 切削实验1的两种切削条件
两种工况下输出的切削力曲线分别见图6和图7。从图6和图7可看出,上述两种铣削切削工况下,切削力输出曲线无较大波动,不存在振动等问题,初步证明该实验装置的有效性。

图6 工况1下切削力
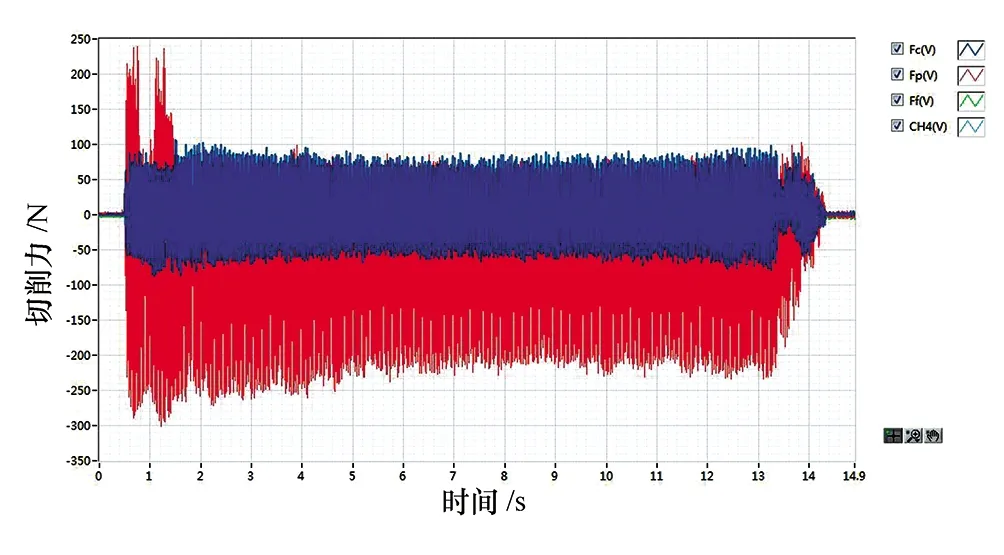
图7 工况2下切削力
为了进一步验证该连接法兰在进行铣削力测量的准确性,进行了不使用连接法兰时铣削力测量实验,零件直接通过螺栓拧紧在测力仪的螺纹孔上。使用连接法兰和不使用连接法兰的对比性验证实验各进行了4组,实验参数见表2。
表2 法兰验证实验参数
不使用连接法兰的铣削力测量结果记为F(Ff为进给力,Fp为背向力,Fc为主切削力),使用连接法兰的铣削力测量结果记为F′,二者对比结果见表3。

表3 使用连接法兰与否的切削力对比
从上表的切削力对比数据可以看出,使用了连接法兰的铣削力与不使用连接法兰的铣削力基本相同,偏差基本不超过5%,进一步验证了该装置进行铣削力测量的有效性和准确性。
3 结语
为了在数控铣床进行切削实验,并测量切削力,设计了一种用于连接k11-130三爪卡盘和Kislter9272测力仪的法兰。利用SolidWorks建模和虚拟装配后,获得了该连接法兰的正确结构和尺寸,该连接法兰经切削加工后,用于连接测力仪和卡盘,并正确安装于立式铣床工作台。实验结果表明该连接法兰能够用于数控铣床VMC650的铣削力测量实验。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
内燃机与配件(2022年2期)2022-01-17 23:46:44
建材发展导向(2021年15期)2021-11-05 08:21:52
建材发展导向(2019年10期)2019-08-24 06:24:56
制造技术与机床(2018年12期)2018-12-23 02:41:06
上海建材(2017年5期)2018-01-22 02:58:49
制造技术与机床(2017年2期)2017-05-04 04:17:34
制造技术与机床(2017年12期)2017-02-02 07:04:12
西部广播电视(2015年7期)2016-01-16 03:45:21
制造技术与机床(2015年3期)2015-01-27 15:45:24
