
大功率立磨减速机远程在线状态智能监测装置及系统设计
2019-06-20 05:34:22吴昊余小辉国网辽宁省电力有限公司经济技术研究院南京高速齿轮制造有限公司
智能制造 2019年4期
文|吴昊 余小辉 . 国网辽宁省电力有限公司经济技术研究院 . 南京高速齿轮制造有限公司
立磨减速机作为立式磨机的核心部件之一,用于传送动力,将电机转速降到磨机所需的研磨转速,并对磨机磨盘行程支撑。立式磨机需要极高的额定功率和极高的可用性,研磨过程中所产生的较高轴向力和部分径向力通过推力轴承和齿轮外壳传送到磨机基础。立磨减速机广泛用于建材行业、电力行业及冶金行业的行业。现阶段,大部分的在线监测类产品和技术通常只从振动一个维度对齿轮箱故障问题进行监测,该种方式极易产生大量误报警和漏报警的现象,尤其对大型立磨齿轮箱在复杂工作环境中各部件易损坏的问题,无法进行精准监测和故障部件定位。
基于上述原因,本文利用多传感器信息融合技术,基于工业级ARM和FPGA芯片,同时应用专业的数字信号处理DSP嵌入式技术开发了独特的在线状态监测信号智能采集及处理装置,该设备采用了特殊的模块化电路设计,将振动传感器单元、油液金属磨损颗粒单元和铂热电阻测温等单元有机集成至一套电路板中。上位机系统集配置与数据分析于一体,系统运用时域波形、频谱、包络解调、温度趋势和磨粒统计等相关工具进行诊断分析,结合可选的故障征兆,进而对机组的工作状况进行精确诊断,了解机组的具体故障、部位和原因等信息
一、系统架构
远程在线状态智能监测系统主要由以下部分组成,如图1所示。
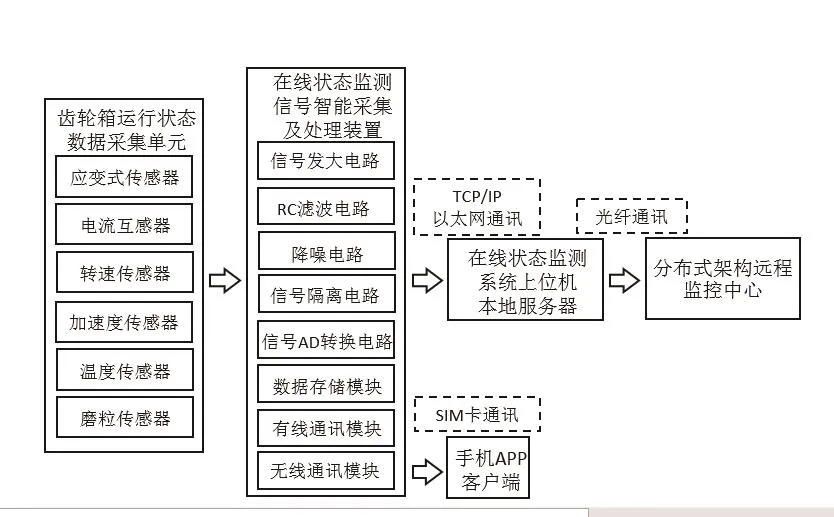
图1 远程在线状态智能监测系统流程图
立磨齿轮箱运行状态信号采集单元分布及监测点位置如图2所示。各采集单元功能描述如下:
(1)采用霍尔电流互感器实时检测驱动电机的运行电流,通过上位机软件实时监控电机运行状态,预防应电机过载导致齿轮箱输入端过载损坏。
(2)应用耐腐蚀、耐恶劣环境的应力传感器用于实时检测齿轮箱输入端扭矩,防止齿轮箱负载过大,导致齿轮箱输入端扭曲变形等损坏现象。
(3)齿轮箱运行转速采用应用接近开关式传感器进行监测,该传感器具有很强的通用性和稳定性,转速传感器采用——钢结构支架固定在齿轮箱输入端处。
(4)针对齿轮箱内部结构及易发生故障的部位(如轴承端、二次侧传动轴和轴瓦等),内置了多个铂热电阻,实时采集内部部件运行温度指标,铂热电阻由半导体陶瓷材料组成,利用的原理是温度变化引起电阻变化。
(5)加速度传感器,用于采集齿轮箱运行状态的振动数据,针对立磨齿轮箱结构及故障部位损害特点,在齿轮箱装备或大修阶段,预先将7只振动加速度传感器埋置在齿轮箱内部,这7只传感器由于需要浸泡在齿轮箱润滑油中,因此对该传感器本体外壳进行特殊处理,同时对传感器引出线接口进行特殊密封方式处理,以便达到耐油高温、耐油腐蚀及耐油渗透等特点;另外1只传感器采用表贴式方式,固定在输入轴端附近。
(6)磨粒传感器用于收集齿轮箱内部磨损金属颗粒数量和尺寸数据,针对齿轮箱底部润滑油流动性差的特点,采用电磁式结构磨粒传感器,该传感器具有结构原理简单、实时性好、灵敏度高以及反应快速等优势。
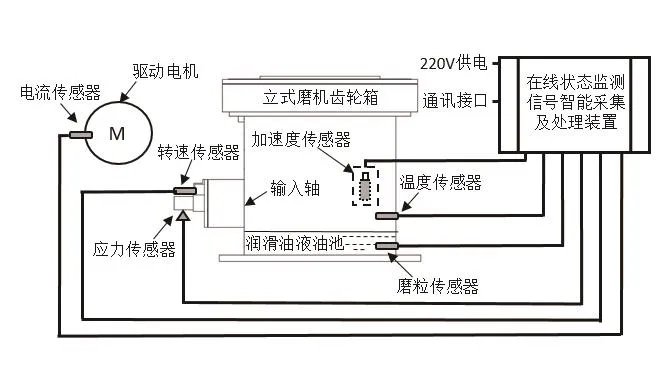
图2 信号采集单元设置及监测点位置
二、状态监测装置硬件设计
硬件设计基于工业级ARM和FPGA芯片,同时应用专业的数字信号处理DSP嵌入式技术开发的在线状态监测信号智能采集及处理装置,如图3所示,具有以下特点:
(1)信号采集采用全采集技术,能真正实现捕获故障数据,做到实时监控。
(2)可扩展的多路和多种信号输入接口,独特设计的信号隔离采集电路、变送器电路以及A/D转换器电子电路,可将各采集信号进行融合处理。
(3)对外接口采用全覆盖的高等级防雷电路设计,有效的提高了设备的可靠性。
(4)内置寄存器功能,可对采集信号策略进行有效配置,通过设置采样值、频率、时间范围、高通滤波等筛选条件实现智能化采集。
(5)可设置多参数报警值和多形式报警值,实现智能故障预警。
(6)内置的SIM卡无线通讯模块,可将有效数据或报警数据通过移动网络推送到手机APP客户端。

图3 在线状态智能监测装置
三、状态监测装置软件设计
软件设计级系统网络架构采用B/S分布式架构设计,系统自带模板设备,并可自定义模板设备,可快速配置设备信息,可完成单台或多台机组采集策略更新,如图4所示。利用内置的轴承数据库资源,结合多种传动结构型式模型算法,可方便快速识别轴承及齿轮缺陷。系统提供丰富的数据分析功能,时域波形、频谱、倒谱、包络解调、交叉相位、瀑布图、多波形、多频谱、轴心轨迹、转速图谱、转速/趋势组合图谱、温度监测、磨粒数量及尺寸统计等20余种分析方法。通过设置筛选条件,如采样值、频率、时间范围及高通滤波等,可轻松选出需要分析的数据。系统集配置与数据分析于一体,支持OPC服务器软件功能,也支持ISO 10816等标准绝对报警值设定。
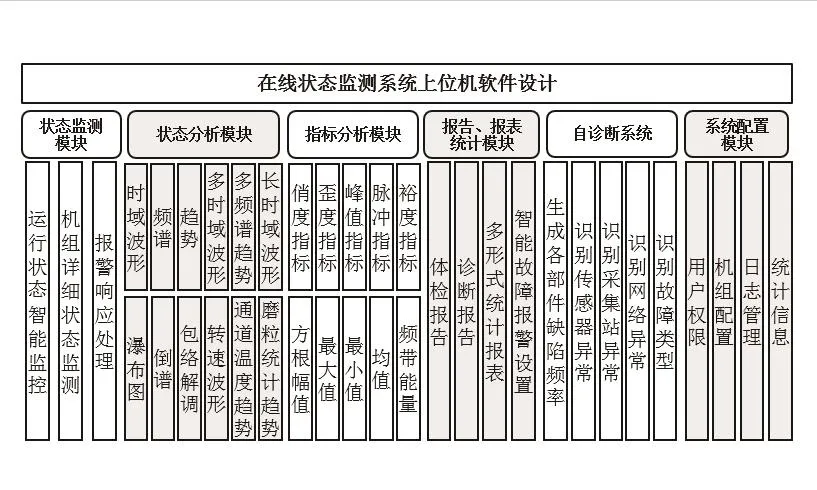
图4 上位机软件设计架构
四、远程监测中心设计
远程监控中心采用分布式网络存储系统,系统结构具有可扩展性和定位存储信息特性,系统的可靠性高、存取效率高,可实现集群式工厂智能监控和管理,如图5所示。
诊断工程师基于远程诊断平台对现场数据进行分析,诊断系统针对旋转设备的轴承、齿轮拥有400多项监控指标,当机组出现异常时,系统可自动进行智能诊断,并自动生成诊断报告,通过内置的无线SIM卡模块自动触发报警并通过短信、邮件等方式通知现场设备管理员或减速机厂家服务人员,根据报警信息对设备状态进行专业分析。

图5 远程中心软件示例
五、现场测试
某国内厂家立磨减速机,现场已安全运行近5年时间,某日远程监控发现大齿圈上的测点振动开始出现震荡上身,同时其他相关测点无同步性变化,诊断分析工程师通过时域、频谱和包络解调等数据分析方法,锁定内齿圈12点钟方向
存在损伤,故障波形图如图6所示。

图6 现场监测故障波形
经客户现场服务工程师检查,大齿圈12点钟方向多个齿轮面出现剥落,部分齿轮面存在压痕,现场检查图如图7所示。
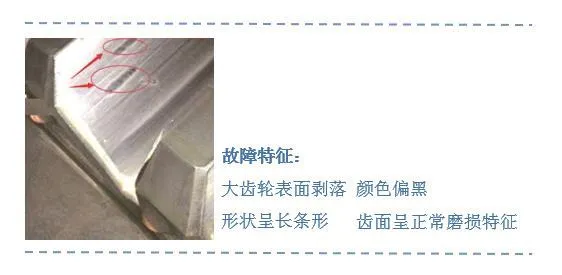
图7 现场检查结果图片
现场检查结果与诊断分析结果一致,经故障排查,该故障属于齿轮正常疲劳剥落,针对该故障,远程诊断中心分析师给出了专业的判断依据和结论,并给出了合理化的维保建议。
六、结论
本文利用多技术融合的方式从振动、磨粒、温度等多个维度对立磨减速机的运行状态进行统一管理,设计并开发了基于多传感器信息融合的在线状态智能监测装置,能有效的对大功率立磨减速机等大型设备进行多维度监测,该种监测方式能在复杂工作环境中对易损坏部件进行精准定位,大大降低了事故性停机和非计划性停机概率,降低维保成本,提高了用户生效率和经济效益。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:36
山东冶金(2022年1期)2022-04-19 13:40:50
中国机械工程(2022年2期)2022-01-27 07:53:28
硅酸盐通报(2021年3期)2021-04-18 11:01:42
表面工程与再制造(2019年3期)2019-09-18 01:35:10
制造技术与机床(2017年4期)2017-06-22 11:18:24
制造技术与机床(2017年4期)2017-06-22 11:17:44
山东工业技术(2016年15期)2016-12-01 05:31:50
设备管理与维修(2016年7期)2016-04-09 03:17:19
风能(2016年12期)2016-02-25 08:45:56
