
马钢4000m3高炉炉缸应力探索
2019-06-10 13:03:32安吉南
中国钢铁业 2019年3期
安吉南

1.高炉炉底板上翘现状及抑制措施
1.1 高炉炉缸现状
国内外典型高炉炉缸结构是冷却壁-捣打料-碳砖陶瓷杯结构,这种传热结构最大的不确定因素在于捣打料层。高炉由休风到生产的过程中,有检测数据表明炉壳被施加了一个70MPa的环向应力。另外查文献得知[1],对捣实的国内碳素捣打料施加50MPa的作用力,捣打料会发生3%-8%的变形量。高炉生产与休风的交替和炉缸热应力的变化,会导致捣打料层发生变形量,变形的结果会导致产生气隙。有文献显示[3],根据高炉炉缸气体成分测算的气体导热系数是0.042W/m.k,相当于碳砖导热系数的1/300,会严重影响碳砖的热量向冷却壁传导,这是炉缸碳砖侵蚀的重要原因。
以下计算的基础数据经过反复确认,保证其准确性;由于需要计算机软件支持,本计算使用简洁的算法,力求反映现状趋势。主要计算两个炉缸碳砖指标:热流强度和温差。由于两高炉只对4-11层碳砖加装周向完整电偶,数据准确度较高,只对这几层碳砖进行计算。热流强度单位W/m2。
炉缸热流强度可以从碳砖传热角度计算,也可以从冷却壁角度计算,但由于水温差监控设备问题,只从碳砖传热角度计算[2]。
上式中:q为热流强度;λ为导热系数;Δt为内外圈电偶温差;δ为距离。
A高炉炉缸5-6层、7-8层和9-10层碳砖热流强度均有红色报警区域,集中在2TH和北侧区域。B高炉炉缸5-6层、7-8层和9-10层碳砖热流强度均有黄色报警区域,集中在1TH与4TH之间区域(见表1、表2)。

表1 A高炉炉缸中下部碳砖

表2 B高炉炉缸中下部碳砖
从以上炉缸现状的数据分析来看,A高炉炉缸周向温度极差大,部分区域热流强度高,需要重点关注。B高炉周向温度极差尚可,但存在不均匀性。
1.2 炉底板上翘及抑制措施
1.2.1 炉底板上翘措施
马钢第三炼铁总厂两座(A、B)4000m3高炉,2007年投产后三年多发现炉底板上翘,炉底板四周翘起与基础之间距离高达200mm左右,引起公司上下高度关注。两座高炉炉底板上翘,导致整个炉壳上涨,影响了高炉设备的安全,特别是高炉冷却水管的安全性。
由于炉底水冷管对作业的限制,采取“见缝插针”的办法,沿炉底封板一周在高炉基础上采用化学植筋的方式预埋M36-M42的锚栓108个,通过压板扣住炉底板。从而抑制炉底板上翘。在炉底H梁位置设置辅助压紧装置,从38根炉底H型钢梁(HM250×170)两端设置76件辅助压紧装置“小鞋子”(L型装置),其底板与炉底H型钢梁焊接,通过压板扣住炉底板。然后利用炉底H型钢梁的拉力来平衡炉壳上涨力,从而增加抑制炉底板上翘的力。同时保证了炉底H型钢梁与炉底板相对稳定,确保炉底板与炉底H型钢梁的塞焊连接不被进一步拉开,防止炉底板的进一步损坏发生漏煤气情况。
完成抑制上涨力的措施后,及时对炉底板下部浇注填料,实施防止回落的措施。在浇注填料的实施前,要同步完成炉底测温点和位移监测装置的安装调试;同步建立在线监控系统。以更加准确的掌握上翘炉底板的温度、位移变化趋势。
1.2.2 炉底板应力监控系统
炉底板应力是炉缸监控的一种手段,但其影响因素目前还没有明确结论。通过逐一对高炉操作工艺参数与之进行对比,只有炉缸的温度场分布与之有相关性。查资料和文献得知,炉缸区域应力的一个重要来源是热应力-即炉缸温度的不均匀性。
炉底板应力是对炉缸温度场的另一种形式监控手段,马钢第三炼铁总厂炉底板应力很大程度上反应炉缸温度场的热应力变化。A、B高炉炉缸区域温度场分布区别较大,A炉周向均匀性差且总体温度高于B炉,因此A炉炉底板应力总体上涨速率要大于B炉(见图1)。
1.3 炉底板应力原因分析
1.3.1 两高炉炉底板螺栓受力分析
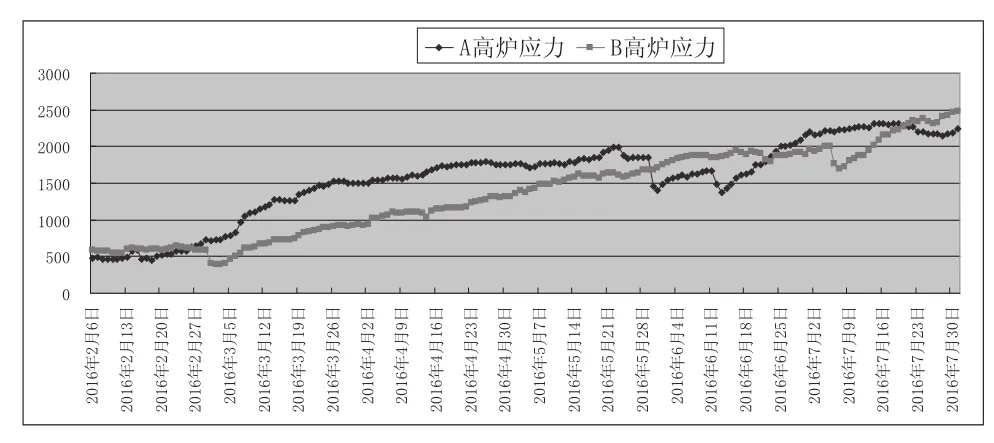
图1 两高炉炉底板应力趋势
从两高炉炉底板螺栓断裂情况看,均出现在炉底板应力2000吨左右。A高炉主要断裂方位在2TH及两侧,B高炉断裂方位在1TH附近。目前高炉炉底板两种压紧装置因位置和结构存在差异,受力情况存在差异。
化学植筋的螺栓并未发现断裂,这主要原因一方面是化学植筋的螺栓截面积较大,抗拉能力较强,而且由于化学植筋的压板较长,形变能力较好,可以缓解一些上翘力的作用;另一方面2月初对螺栓重新标定过程只对化学植筋的螺栓进行标定,应力有一定的释放(见表3、表4)。

表3 A高炉炉底板螺栓断裂情况
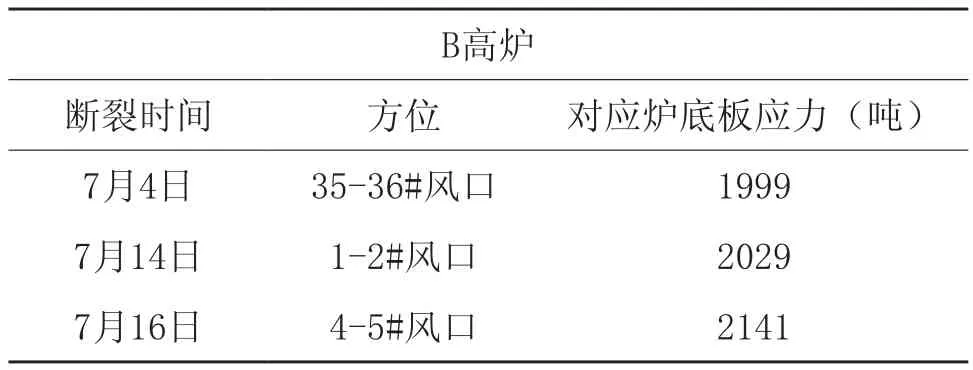
表4 B高炉炉底板螺栓断裂情况
关于M36和M42螺栓的抗拉强度计算:
使用的螺栓均为普通螺栓,型号为5.5和5.6的,下面按5.5来计算:
M36螺栓拉力极限:500*817*0.6/10000=24.5吨;
M42螺栓抗拉极限:500*1120*0.6/10000=33.6吨。
从以上分析看出,当M36的螺栓拉力达到24吨时,会逐步出现断裂现象,这与炉底板压头监控的数据基本吻合。M42的螺栓达到33吨时,会逐步出现断裂。
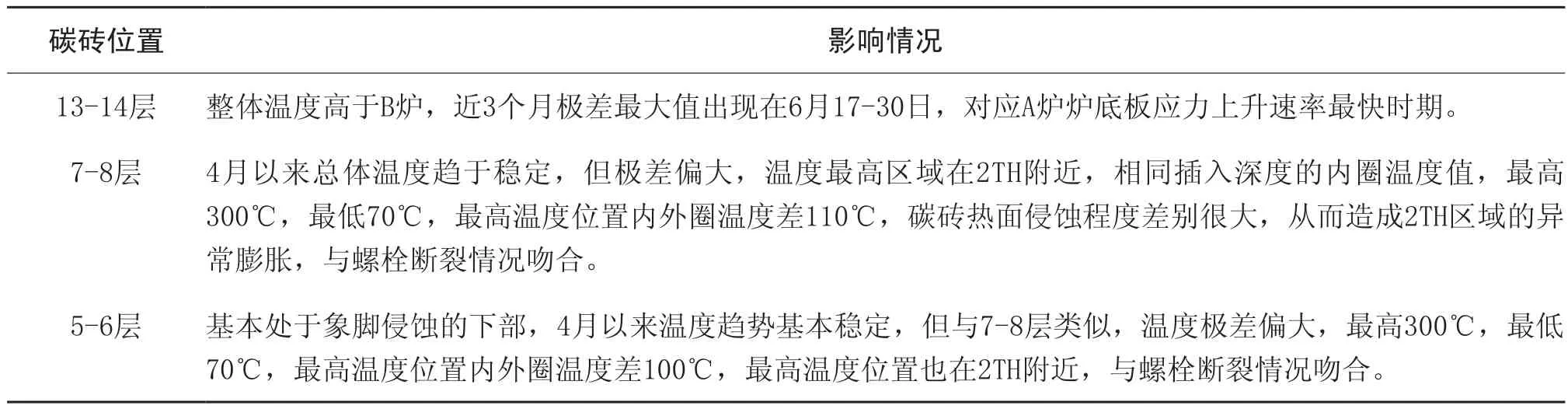
表5 A炉炉层碳砖温度分析
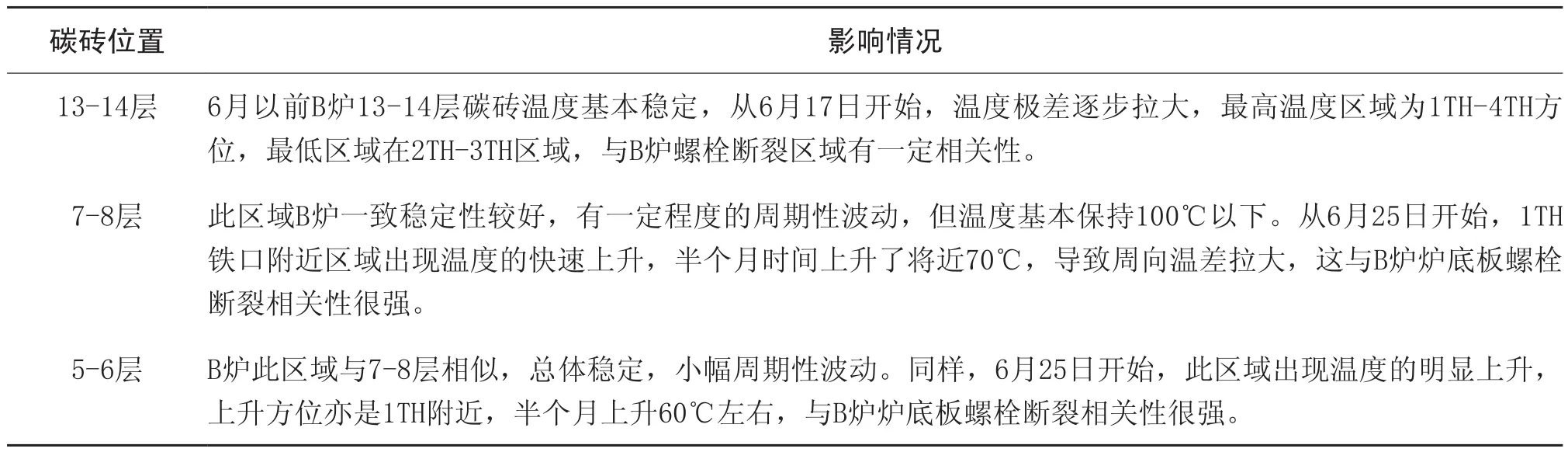
表6 B炉炉层碳砖温度分析
1.3.2 炉底板应力与炉缸温度关系
从目前的炉缸数据跟踪分析来看,与炉底板应力变化趋势相关性高的炉缸区域主要有三个,5-6层、7-8层和13-14层,两座高炉炉缸温度分布情况不同,影响的程度亦有区别(见图2、表5、表6)。
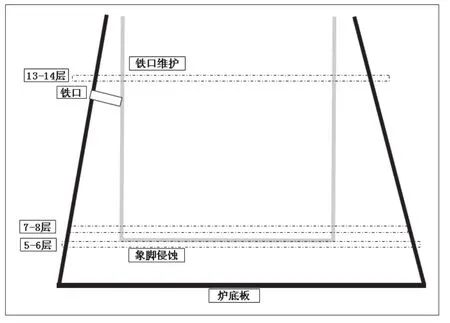
图2 炉缸温度分布
2.结论
(1)两座高炉L型压板断裂均出现在应力总量达到2000吨水平时期,对应各压头值达到25吨左右。螺栓受力分析得出相同上翘力情况下L型压板螺栓的受力要小于化学植筋的螺栓。
(2)高炉各个经济技术指标与炉底板应力有对应关系,一方面高炉连续高产对炉底板应力上涨影响明显;另一方面,炉底板应力与炉缸工作状况相关,炉缸工况对高炉的影响存在明显的滞后性,应力的变化也滞后于高炉炉况变化。
(3)两高炉正常生产时,炉底板应力变化主要受炉缸周向热应力变化影响,目前跟踪的炉缸数据显示5-6层、7-8层和13-14层温度变化与炉底板应力趋势相关性很高。A炉炉缸总体温度和温差均大于B高炉,造成A炉2TH方位螺栓断裂较多;B高炉7月以来的断裂与1TH方位温度上升相关,这进一步证明炉缸热应力的影响程度。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:16
苏州科技大学学报(工程技术版)(2021年4期)2021-12-27 14:23:46
中国特种设备安全(2021年1期)2021-07-21 08:56:56
建材发展导向(2019年13期)2019-08-24 06:37:42
土木与环境工程学报(2018年6期)2018-11-13 06:19:16
山东工业技术(2016年15期)2016-12-01 05:30:44
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:02
山东冶金(2015年5期)2015-12-10 03:27:48
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:34
原子能科学技术(2014年1期)2014-02-28 22:16:54
