1 000MW机组汽轮机ALLOY783螺栓安装工艺探讨
2019-06-04 07:28:22黄群张胤
上海节能 2019年5期
黄群 张胤
上海上电漕泾发电有限公司
0 前言
上海上电漕泾发电有限公司2台1 000MW机组分别于2010年1月与4月完成168小时满负荷运行并投入生产。机组采用一次中间再热。单轴、四缸四排汽、凝汽式汽轮机由上海汽轮机有限公司根据德国西门子技术制造,型号为:N1000-26.25/600/600。配套的再热蒸汽主汽门和调门在制造厂完成装配,然后使用ALLOY-783材质螺栓(图1为螺栓安装示意图)在现场吊装就位。2015年检修过程中,2台汽轮机再热蒸汽调门螺栓均发现裂纹、断裂等现象。经与制造厂分析,783材质螺栓失效与其安装工艺不当关系密切。因此,在2016年等级检修更换螺栓时,结合现场实际情况,对安装工艺进行了改进。

图1 螺栓安装示意图
1 螺栓拆除
1.1 拆除阀盖紧固螺母
1)拆除螺母前做好标记。
2)用加热棒加热阀盖螺栓,通常加热5-10分钟,螺母松动即可,旋下阀盖紧固螺母。
3)将阀门紧固螺母平整摆放到指定地方。
1.2 吊出阀盖
应平整水平吊出阀盖。吊出阀盖时应用水平尺测量,起吊时阀盖应自由松动,不得碰撞螺栓等部件。
1.3 取出阀盖螺栓
1)螺栓做好标记,与螺母标记应一致,并记录安装位置。
2)螺栓旋出后整齐放置,不得相互碰撞。
2 安装前准备
2.1 清理、检查
1)对螺栓进行宏观检查,螺纹逐一清理干净并过扣,应无毛刺及烂牙现象。有毛刺应予修整,有烂牙应及时修理或更换。
2)清理螺栓加热孔测量端面、孔壁及孔的底部,应无杂质及毛刺,以见金属本色为好,同时将螺栓底部螺塞旋出,清理平面后立即恢复。
上汽厂对螺栓结构进行了改进,将螺栓加热孔由盲孔改为通孔的型式,同时在底部增加了M33的螺塞。改进后,避免了螺栓加工过程中应力集中在加热孔底部的情况,同时,螺塞的端面加工更便利,有利于提高加工精度,使螺栓伸长量的测量更精确。
3)用压缩空气吹净螺栓螺纹及加热孔内杂质,并用刀口布覆盖保持整洁。
4)对螺母螺纹进行全面检查,应无毛刺及烂牙现象。有毛刺应予修整,有烂牙应及时修理或更换。
5)螺母及阀盖平面清理打磨至见金属本色(为冷紧螺栓时冷紧值一致,不产生虚值)。
6)用压缩空气吹净螺母上的杂质,并用刀口布覆盖保持整洁。
7)对阀体螺孔进行清理并全面检查,应无毛刺及烂牙现象。螺纹有毛刺应予修整,螺纹有烂牙应予以修理。
8)用压缩空气吹净螺孔内杂质。
2.2 部件探伤检查
1)螺栓硬度、超声波检验:抽取部分螺栓进行金相检查、蠕变测量(注:新螺栓在进行无损检验前,需先进行材质光谱分析)。
2)螺帽硬度检验(注:新螺帽在进行无损检验前,需先进行材质光谱分析)。
3)根据上海汽轮机厂提供的材质标准,对硬度超标的螺栓、螺母进行更换;对探伤检测有问题的部件进行更换。
2.3 阀盖螺栓长度测量
1)如图1所示对阀盖螺栓长度L进行测量并记录。
2)与上次检修测量值进行比较,差值如超过0.7%的,予以更换。

图2 中压调门阀盖螺栓图
3 安装
3.1 安装阀盖螺栓
1)用压缩空气彻底吹扫阀座上螺孔,并逐一检查,确保螺孔内部干净无异物。
2)在每个螺栓的顶部螺纹均匀涂抹高温防咬剂(不含S、Cl,使用温度>650℃),螺栓拧到底后应退回半圈。
3)安装后逐一核对螺栓编号。
4)阀盖吊入:安装时应用水平尺测量水平,吊入时阀盖应自由松动。如果中途有卡死现象应再吊起,查找原因后再吊入。
5)在每个螺栓的顶部螺纹均匀涂抹高温防咬剂,旋上紧固螺母,并轻轻带紧。
6)使用螺栓伸长量测量专用工具检测测量与衬套规格,保证与所测量螺栓匹配。目测检查、清洁测量工具,不得有氧化皮、铁屑等杂物。
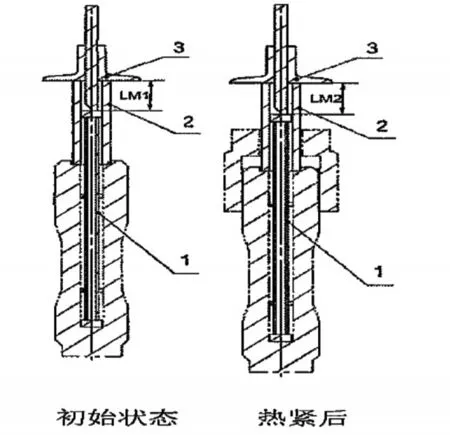
图3 测量工具
7)用压缩空气彻底吹扫螺栓加热孔,并逐一检查,确保加热孔内部干净无异物。
8)如图4所示,将测量杆插入螺栓测量孔中,衬套放入螺栓上部沉孔中,衬套下平面与螺栓沉孔端面贴合,用测量尺测量衬套上平面与测量杆上平面之间的距离Lm。
注1:测量需由有经验的专人负责,以提高测量准确性。
注2:测量时要求两个人分别测量并核对记录,当每个螺栓测量值差值小于0.04mm时记录两者平均值;当偏差值大于0.04时,重复测量,防止有差错。
注3:量具宜采用深度千分尺。深度游标卡尺精度为0.02mm,根据伸长量=热紧后测量值-原始测量值,除去其他因素影响,理论上使用深度游标卡尺的误差可达0.04mm,而标准允许偏差为0.05mm,因此深度游标卡尺不利于数据的准确记录。深度千分尺精度高于游标卡尺,数据读取时人为因素影响较小,可更好的保证数据准确性。
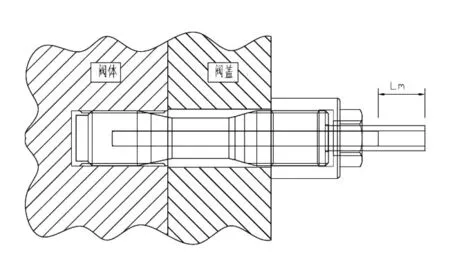
图4 阀盖螺栓伸长量测量示意图
3.2 冷态紧固阀盖螺母
1)按照图5顺序和制造厂提供的冷紧力矩要求用力矩扳手以交叉对称方式拧紧阀盖紧固螺母。
2)用塞尺检查阀体与阀盖法兰面之间间隙,保证0.02mm塞尺不能插入。
3)如果0.02mm塞尺能够插入,则松开所有螺栓并重新紧固,直到0.02mm塞尺不能插入为止。
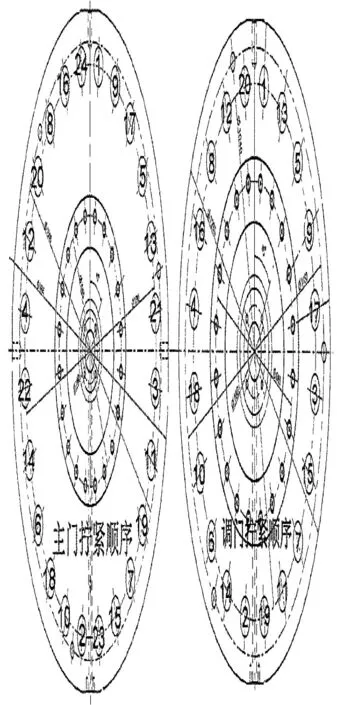
图5 螺栓拧紧顺序图
4)逐一检查加热孔内部,确保干净无异物。
5)由原测量人员负责测量记录,测量方式与原始值测量方式相同。
6)计算每个螺栓的冷紧伸长量。
3.3 热态紧固阀盖螺母
1)在螺母和阀盖上分别划出热紧前的对应线。划线的位置应注意,不要画在看不见的死角里。
2)以上汽厂提供的旋转角为依据,根据每个螺栓冷紧伸长量,计算螺栓的热紧螺母转角,并在阀座上予以标记。
(上汽厂提供的最新783螺栓安装工艺要求中,再热蒸汽主汽门伸长量及对应的热紧旋转角度为21°,伸长量为0.24+0.05mm;再热蒸汽调门伸长量及对应的热紧旋转角度为17°,伸长量为0.20+0.05mm。)(见表1)
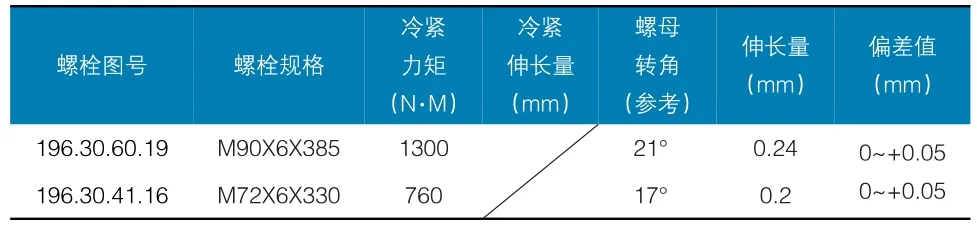
表1 螺栓安装参数
3)选择适当的螺栓加热棒,并按要求组装。
(注:厂里对电加热棒进行了改进。新的电加热棒两端与螺栓内孔接触的位置不发热,只有中间位置发热,有效避免了螺栓在加热过程中与加热棒接触导致局部金属超温的情况。)
4)螺栓电加热棒使用前应测量绝缘电阻,符合使用要求。
5)螺栓加热安全注意事项:
a)对螺栓进行电加热过程中,操作人员应佩戴隔热手套,作好安全防护措施。
b)要绝对避免加热棒碰到电线,防止人身触电。
c)任何情况下,螺栓的加热温度不允许超过600℃。
d)为确保工作人员安全及延长加热器使用寿命,应在加热器插入螺栓孔后方可通电工作,抽出时必须切断电源。
e)螺栓热紧过程中,应用管子钳轻松旋动螺母。不允许使用接长套管、敲击扳手,不允许使用过大力矩旋转。
6)接好螺栓加热装置电源,关好检修电源柜柜门。
7)按照图5顺序,交叉对称拧紧阀盖紧固螺母。
8)每个螺栓加热时间控制在10分钟内。根据2016年5月检修情况来看,加热棒温度得到有效的控制,加热后温度在300℃左右(现场点温枪测量)。
9)每个螺栓加热后及时用管子钳将螺母旋转到此前标定的位置。
10)螺栓自然冷却至室温后,仔细清理螺栓加热孔及其端面。可用长的洋圆锯一条槽,卷砂纸进行打磨,防止量棒进出时不会带入杂质,影响测量。此外,孔内遗留的金属异物必须用磁性棒反复吸取(金属异物一般都有磁性),直到无杂质。用压缩空气彻底吹扫螺栓加热孔,并逐一检查确保加热孔内部干净无异物。
11)清洁、检查螺栓伸长量测量专用工具。
12)由原测量人员负责测量和记录,测量方式与原始值测量方式相同。
3.4 阀盖螺栓伸长量不达标调整
1)计算出每个螺栓的伸长量ΔLm
2)根据整个阀门螺栓伸长量不达标的螺栓数量、分布情况,以及不达标值与标准伸长量的偏差程度,制定阀盖螺栓伸长量不达标调整方案。
3)拉伸量的调整:当拉伸量不够或过大时可再次加热松紧螺母。发生中间螺栓紧力过大、左右螺栓紧力不到时,可以先松中间螺栓,冷却后再测量,以防过紧螺栓对左右产生影响。。
4 结论
经改进的再热蒸汽主汽门及调门螺栓工艺操作灵活、运行可靠。在保证安装质量的同时,有效提高了783材质螺栓的使用性能。
猜你喜欢
化工技术与开发(2022年12期)2022-12-22 01:35:04
科学技术创新(2021年17期)2021-06-29 02:08:02
设备管理与维修(2021年23期)2021-02-10 12:37:50
科技视界(2020年15期)2020-08-04 16:20:35
世界有色金属(2018年10期)2018-08-05 04:01:16
现代工业经济和信息化(2016年5期)2016-05-17 05:35:53
中国设备工程(2015年5期)2015-12-08 06:46:14
压缩机技术(2014年3期)2014-02-28 21:28:13
机电信息(2014年32期)2014-02-27 15:54:20
河南科技(2014年10期)2014-02-27 14:09:16