
弹药产品生产过程质量审核结果数据处理方法
2019-05-05 08:57:56黄竞帆贠来峰
兵器装备工程学报 2019年4期
薛 加,黄竞帆,贠来峰,陈 帮,胡 俊
(1.陆军南京军代局, 南京 210000; 2.总参六十研究所, 南京 210016;3.江苏永丰机械有限公司, 南京 210024;4.南京理工大学, 南京 210094)
过程质量审核是GJB 5710—2006《装备生产过程质量监督要求》要求的一种质量监督方法,但该标准并未提及开展过程质量审核的具体做法。以VDA 6.3为代表的过程质量审核理论和方法已经比较成熟,并已在汽车相关行业广为借鉴。但是,由于弹药产品具有生产注重批次管理,产品制造周期短,且同一生产线用以生产多个不同产品等特点,适用于单一产品连续生产的汽车产品的过程质量审核VDA 6.3不能完全适用于多类产品变线生产的弹药产品的生产过程质量审核。针对弹药行业特点和实际,提出了一种全新的弹药产品生产过程质量审核方法,该方法要求承制单位把过程划分为若干子过程,按照“5M1E”和统计过程控制等要求检查生产工序的管理,评价每批产品生产过程质量受控情况并形成审核报告,随同产品提交供军事代表审查。利用生产过程质量审核,承制单位可以发现生产过程中存在的薄弱环节,评价潜在风险,从而有针对性地采取措施,使过程保持受控并在各种干扰因素的影响下稳定生产[1]。
本文提出的一种适用于弹药产品生产过程质量审核的指标融合方法,是弹药产品生产过程质量审核方法的一个部分。该指标融合方法结合弹药产品特有的阶段性批量化生产的特点,将VDA 6.3中控制要素分为“人、机、料、法、环、测”等“5M1E”控制要素指标和过程能力指数的“能力”指标。其中,“能力”指标不作定性化处理,而是利用满意度函数进行标准化转换,作为“5M1E”控制要素指标审核结果的打折系数,以“乘法”的形式参与过程质量审核的综合评价。该方法提升了指数的层次和重要度,其中“乘法”更符合逻辑,同时也能最大限度发挥“能力”作为定量信息的作用。
1 常见过程质量审核的指标及其融合方法
常见过程质量审核的指标包括“5M1E”控制要素和过程能力指数CPK。
“5M1E”控制要素是指来自“人、机、料、法、环、测”等6个方面的引起产品质量波动的主要原因。从统计学的角度,可以把产品质量波动分为正常波动和异常波动[3]。前者由随机原因引起,在生产过程中大量存在,对产品质量经常发生影响,但影响效果小(在一定的范围内是允许的,如公差)。后者由系统原因引起,在生产过程中并不大量存在,若一旦存在,对产品质量影响显著,往往产生大量的不合格品。因此,对于现场质量管理而言,控制正常波动、消除异常波动是工作重点。弹药产品生产过程质量审核的“5M1E”控制要素,是将弹药产品生产工艺等技术文件中规定的所有控制要求,结合VDA 6.3过程审核的过程方法和乌龟图等工具,经两级分类后,形成的适用于弹药产品生产过程控制的大型条款库。
过程能力指数是统计过程控制中的一个要素。在统计过程控制中,过程能力是指过程的加工质量满足技术要求的能力,用来衡量过程加工的内在一致性。过程能力指数可以用来分析工序质量缺陷因素,估计工序不合格品率,控制工序实际加工质量。常用的过程能力指数有CP与CPK。通常,过程能力指数评价与“不合格率”相关,如表1所示。

表1 过程能力指数的通用评价方案
弹药产品生产过程质量审核的过程能力指数,是弹药产品生产过程处于正常状态时所表现出保证产品质量的能力。与VDA 6.3过程质量审核不同,过程能力指数主要用于观测产品生产过程质量受控情况,并作为产品质量稳定性评价的重要依据。
过程质量审核融合方法是将过程质量审核中出现的定性指标和定量指标进行综合评价。其中,定性指标指的是“5M1E”控制要素,定量指标指的是过程能力指数。常用过程质量审核方法通过统计定性指标符合情况来评价子过程得分,是一种基于“加法”的融合方法。在该融合方法中,CPK作为一个普通定性条款。本文将这种指标融合方法称为“模式一”,在该模式中,定量数据没有被充分利用,重要度也不高。
2 弹药产品生产过程质量审核的指标融合方法
弹药产品生产过程质量审核的指标融合方法将过程能力指数作为定量数据加以利用,充分发挥其作为定量数据信息的作用。这需要改进过程能力指数的区分度,并提升其重要度。改进过程能力指数区分度的方法是采用满意度函数,提升重要性的方法是采用基于“乘法”的融合方案。
2.1 基于满意度函数的标准化工具
为了有效区分过程能力,需要一种可以将“能力”指标进行标准化的工具。指标标准化的工具分为线性和非线性两类。线性工具通过对指标进行归一化处理得到标准化结果,非线性指标标准化工具主要应用满意度函数方法[2]。本文采用的非线性标准化工具,其主要目的是促使承制单位改善自身不足,提升生产过程能力,其设计思想就是,对处于行业平均水平以上的承制单位,利用满意度函数提升其过程能力指数的标准化转换系数,以提高其受审子过程的得分,而对处于行业平均水平以下的承制单位,利用满意度函数降低其过程能力指数的转换系数,以拉低其受审子过程的得分。
满意度函数曲线可基于承制单位实际生产水平和顾客需求,由承制单位制定并经顾客代表确认。原则上每个承制单位制定一条满意度函数曲线。满意度函数曲线具有时效性,应及时更新。
2.2 构建满意度函数
构建一个合适的满意度函数分为以下四个步骤:
1) 确定边界点和特征点;
2) 代入公式构建满意度函数;
3) 画出曲线并列表;
4) 调整满意度函数并确认。
实际应用中,满意度函数表达式应简单,重点是对行业平均水平附近的过程能力进行适当提高或拉低,可采用分段形式的三角函数,其表达式如下:
(1)
式(1)中,
(2)
(3)
其中,参数x0、x1、x2和y0、y1、y2是特征点参数。
图1给出了三角类型满意度及线性满意度函数的指数标准化曲线,从图1中可见,三角类型满意度函数比线性满意度函数在过程能力的中间段具有更好的区分度。
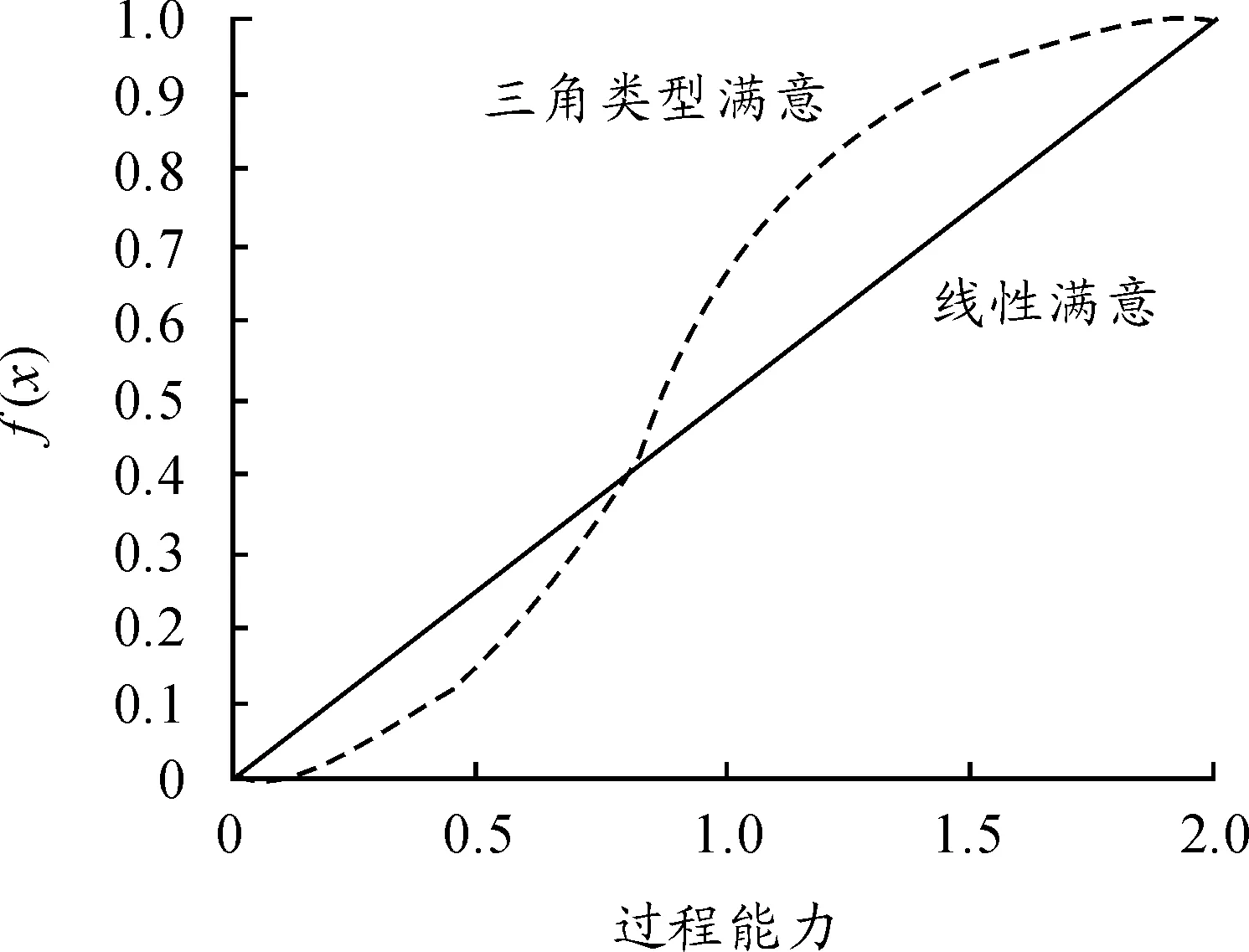
图1 典型过程能力指数标准化曲线
2.3 指标融合的方案
弹药产品生产过程质量审核的指标融合方案是将定性指标(“5M1E”)和定量指标(过程能力)有效结合,综合评价方法很多[4],通过综合评价来判断子过程受控程度。
结合弹药产品生产过程质量审核的特点,采用以“5M1E”控制要素为主、“能力”指标为辅的一种融合方案,通过上述的满意度函数将过程能力指数转换为打折系数,与“5M1E”控制要素审核得分相乘得到总分,即
E总=f(E能力)×E要素
(4)
该指标融合方案中定性指标与定量指标体现为“乘”的逻辑关系,可以提升指标的层次和重要度,并能最大限度的发挥定量指标的作用。
为了方便使用,可将满意度函数展示为表2。
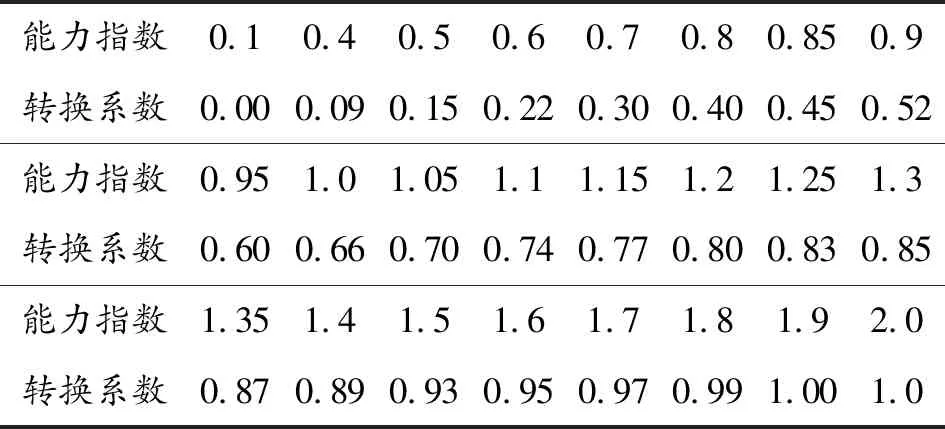
表2 能力指数与转换系数对照
2.4 子过程审核结果的计算步骤
计算单个子过程得分方法和步骤如下:
1) 统计监督记录表中每个要素达标条款个数和条款总数,并计算每个要素的得分;
2) 通过计算所有达标条款个数和审核条款总数的比值,计算“5M1E”控制要素的审核得分;
3) 测算能力指数并查表转化为打折系数;
4) 将打折系数乘以“5M1E”的审核得分,得到子过程得分。
3 示例
本文把基于线性满意度函数的融合方法称为“模式二”,把基于三角满意度函数的融合方法称为“模式三”,下面通过两个例子说明弹药产品生产过程质量审核融合方法的特点。
表3给出了三种模式下过程能力指数的重要性。示例1和示例2表明在“模式一”中过程能力指数的作用与定性指标下的条款没有差别,而在“模式二”和“模式三”中过程能力指数的作用则显著强于定性指标下的具体条款。新模式将过程能力进行量化,并基于“乘法”的方式与定性指标融合,不仅提升了过程能力指数的层级,更充分利用了过程能力指数作为定量信息的作用。
表4给出了“模式二”与“模式三”的区分度。示例1和示例2表明当CPK较高时,通过满意度函数增大过程能力指数的标准化转换系数。与之相应,为“模式三”的得分大于“模式二”的得分。示例3表明当CPK较低时,“模式三”通过满意度函数减小过程能力指数的标准化转换系数。与之相应,“模式二”的得分大于“模式三”的得分。上述分析说明随着过程能力指数的小幅变化,“模式三”的结果变化较大。“模式三”的融合算法能更好识别并区分不同层次的过程能力,从而促进承制单位对自身生产过程持续不断的改进。

表3 三种模式下过程能力指数的重要性

表4 乘法模式的两种方法的区分度
选择合适的满意度函数把过程能力指数标准化为一个打折系数,将定量的过程能力和定性的“5M1E”控制要素指标以“乘法”的形式融合,更能够识别并区分承制单位的过程能力水平,从而促进承制单位有效提升产品实物质量水平。
猜你喜欢
工会博览(2023年3期)2023-04-06 15:52:34
轻兵器(2022年4期)2022-04-25 02:08:14
新世纪智能(数学备考)(2021年9期)2021-11-24 01:14:34
小学科学(学生版)(2021年8期)2021-08-30 09:16:24
中学生数理化·中考版(2021年3期)2021-07-22 07:41:30
小康(2021年7期)2021-03-15 05:29:03
新世纪智能(数学备考)(2020年9期)2021-01-04 00:25:12
中学生数理化(高中版.高考数学)(2020年9期)2020-10-28 08:43:52
活力(2019年19期)2020-01-06 07:34:38
杂文月刊(2019年15期)2019-09-26 00:53:54
