卷烟滤棒手工上嘴及发射装置设计
2019-05-03 02:10:08胡广阔
设备管理与维修 2019年19期
胡广阔
(河南中烟工业有限责任公司漯河卷烟厂,河南漯河 462000)
0 引言
随着“以市场为导向”营销理念的深入发展,烟草行业越来越重视消费者个性化、多样化的需求,要求烟草制造企业由以往传统的固化生产线向柔性化生产线转变。滤棒发射是卷烟产品生产线的一个关键环节,目前各卷烟厂广泛采用的ZF25 发射机,每台设备只能发射一种卷烟产品的滤棒,现在各卷烟厂响应市场需求,如果同时生产多个卷烟品种,就需要多台ZF25 发射机。受空间小、费用高等因素的制约,每个生产厂不可能同时购置安装与生产的卷烟品种相同多的发射机作为备用,当同一时间生产多规格卷烟时,很多厂家都采用人工加滤棒的办法来解决问题。人工加棒,不仅劳动强度大,用人多(每台车最少2 人),而且加滤棒的质量无法保证,影响设备效率,同时造成生产现场混乱,设备操作不方便等问题。
1 改进方案
通过研究发现,ZF25 滤棒发射机供棒能力远大于单台卷烟机需求能力(一台ZF25 由10 个发射单元,可以供5 组10 000支/min 卷烟机生产卷烟的滤棒需求),可以对其发射单元进行分隔改造,另行加装一套手工上嘴及发射装置,能将ZF25 发射机同时发射滤棒能力由一种增加到两种,解决多品种、小批量卷烟生产滤棒发射机不足的问题。
2 实施措施
2.1 整体设计
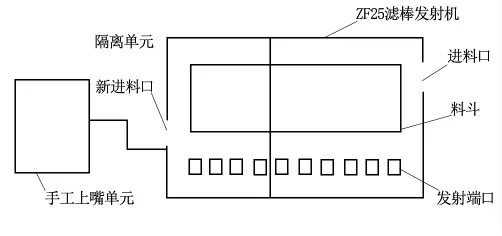
图1 模块化示意
人工将滤棒满盘加装在满盘输送链条输送通道上,通过手轮将滤棒满盘输送到料库上方,人工抽出滤棒满盘挡板,使滤棒自然降落在手工上嘴单元料斗及滤棒输送皮带上,滤棒输送带将滤棒向前输送,通过进料口进入发射机储棒库,然后发射到卷烟机台。图1 为设计的模块化表示,其中包括ZF25 滤棒发射机、进料口、料斗、发射端口、手工上嘴单元、新进料口、隔离单元。
2.2 进料口设计
为了使操作工在向输送装置加装滤棒满盘时托起的高度降低,尽可能降低投入使用后操作工的劳动强度,只有尽量降低进料口,采用手工上嘴单元对应的进料口高度低于所述原滤棒发射单元的进料口高度。
2.3 满盘输送设计
由于发射机滤棒储存区不能储存太多的滤棒,设计一个满盘滤棒储存及输送装置,采取行业常用的链条输送模式,链轮参数选取P=9.525,Z=12,D=6.35。
设置托架机构,该托架机构工作位置宽度为滤棒满盘的宽度加5 mm,保证滤棒满盘输送过程不会因与托架机构侧板发生干涉而改变输送运行轨迹。
设置中间链条部件,防止滤棒插板因滤棒重力变形在进入手工上嘴单元料斗上方时产生干涉,影响滤棒满盘的输送。
在手工上嘴单元料斗两侧各设置止动块部件,用于防止滤棒满盘过位。当满盘输送到位后,由于手工上嘴单元料斗两侧止动块的存在,可防止滤棒满盘过位影响卸盘。
2.4 电气设计
手工上嘴单元设置西门子S7-200PLC 作为主控系统的电控部件,采用MM440 变频器作为送料电机的驱动,同时,手工上嘴单元电控系统与原滤棒发射单元电控系统相互独立,以保证互不影响。图2 为手动上嘴输送装置电气控制图。
2.5 电控系统功能
(1)手动加料功能。上盘装置首次运行时,由于ZF25 发射机储棒库内部是空的,需要打开手动按钮使皮带电机强制运行,发射机储棒库内部得到补充,为自动运行创造条件。
(2)自动运行功能。当发射机储棒库内部充满嘴棒并且料位探测器检测杆触发到低料位检测后,将手动按钮旋至自动运行状态即可运行自动运行功能。自动运行功能开启后,送料电机速度受控于低料位检测和高料位检测。当料位探测器探测到料位处于高料位检测时,MCU 处理模块控制送料电机以38 Hz 的速度运行;当料位探测器探测到料位处于低料位检测时,MCU 处理模块控制送料电机以60 Hz 的速度快速运行以补充料位。

图2 手动上嘴输送装置电气控制
2.6 抗干挠功能调校
为增强系统的稳定性,料位探测器进行低料位检测和高料位检测时,MCU 处理模块会设置延时处理,每次检测时间均增加了0.5 s 延时,可有效防止料位探测器的偶然抖动或电气性能变差,进一步提高系统稳定性。
3 改进效果
卷烟滤棒手工上嘴及发射装置的设计使用,使单台ZF25滤棒发射机由同一时间只能发射单一品种的滤棒增加到2 个,解决了多品种、小批量卷烟生产滤棒发射不及时问题。该装置结构简单,使用方面,无需专门维护,只需1 个操作人员即可完成全部工作,节约人力资源,降低劳动强度,可以在使用ZF25 滤棒发射机的卷烟工厂进行推广使用。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
科技与创新(2020年16期)2020-11-29 07:07:39
电子制作(2018年9期)2018-08-04 03:31:04
电子制作(2018年12期)2018-08-01 00:48:02
西部广播电视(2015年9期)2016-01-18 03:46:07
西部广播电视(2015年3期)2016-01-15 02:05:45
湖南工业大学学报(2014年1期)2014-05-06 06:36:36
中国质量与标准导报(2014年10期)2014-02-28 22:26:19
中国烟草学报(2012年1期)2012-04-09 07:16:18
中国烟草学报(2012年4期)2012-04-09 07:11:52