
沥青再生物尽其用
2019-04-30 01:41
中国公路 2019年7期
到2017年年底,我国公路总里程近470万公里,高速公路里程跃居世界第一,路面科学养护与管理越来越重要,而沥青路面再生不仅可以大幅节约资源,还能涵养生态,保护环境,符合交通可持续发展的基本国策。
然而,当沥青路面再生进入黄金发展期,仍然面对一系列问题和挑战。比如成本因素的制约、市场化运作机制受限、旧料回收科学性有待强化,甚至对技术的理解尚存在诸多争议。本刊联合北京市政路桥建材集团研发中心从概况、问题直击、案例分析3个层面,再谈沥青再生距离多元化、精细化、高效化还有多远。
沥青再生的升级之路
文 北京市政路桥建材集团研发中心 王真
年均2亿多吨沥青可再生
我国的沥青路面再生技术可追溯到20世纪50年代到70年代,曾在轻交通道路、人行道及道路垫层中,不同程度利用过旧沥青材料,但尚且谈不上真正意义上的沥青混合料再生技术。
进入20世纪80年代,沥青路面再生技术开始真正意义提上公路维修养护的工作日程,在江苏、山西、湖北等地铺筑了多条试验路。90年代后期,随着早期修建的沥青路面进入大规模改建及修复阶段,沥青路面再生技术再次得到关注与探索。交通运输部于2008年4月颁布的《公路沥青路面再生技术规范》不仅是我国近年来沥青路面再生技术发展的一个总结,更标志着我国沥青路面再生技术在近年来飞速发展和取得丰硕研究成果的基础上,进入了跨越式发展的新时期,有了更加明确的发展目标与方向。
我国沥青路面再生技术在早期发展时,受到一定的制约。从道路发展的历史时期来看,从20世纪80年代后期开始,我国进入了大规模公路建设期,各地区高速公路、国省干线的规划及建设工作快速发展,由于大量人力、物力投入到道路新建工程中,高度重视新建工程,导致养护维修工程相对被轻视,路面再生技术的研究基本处于停滞状态。由于近30年来我国公路建设高速发展,截至2017年年底,全国公路总里程469.63万公里,在现有和在建的公路高等级路面及高速公路中,沥青路面约占80%。据统计,目前全国公路养护里程459.00万公里,占公路总里程的97.7%。每年维护产生的废料可以达到2亿多吨,如果将其换算为截面为1平方米的墙体,可以绕地球将近一周,这将极大地促进废旧沥青路面再生技术的发展及应用。
从技术质量角度来说,尽管我国早期沥青路面再生试验路跟踪观测结果表明:再生路面与常规热拌沥青路面使用性能接近,但由于生产工艺不成熟,生产设备缺乏,实用性的再生技术不够完善,造成再生沥青混合料质量无法保证。虽然一些高校或科研单位,对沥青路面再生技术已有较为深入的研究,但对于广大从业者来说,沥青路面再生技术并没有普及,因此在应用时存在一定阻力。
从体制机制方面,我国大部分沥青混合料生产所使用的拌和设备为间歇式拌和设备,进行再生设备改造时需配备旧料破碎筛分系统、旧料上料系统、加热系统、再生剂添加系统等,初期投资大,生产操作较复杂。因此,在价格上,再生沥青混合料并不比新沥青混合料的优势大,当需要使用再生剂时,再生沥青混合料价格,甚至与新沥青混合料持平。因此对于业主来说,再生沥青混合料的性价比较低,从市场角度来说很难有使用再生沥青混合料的理由。
技术和观念双重突破
近年来,五大发展理念、可持续发展、绿色交通的观念自上而下深入人心,沥青再生得到技术和观念上的双重普及,应用逐渐广泛。绿色发展作为关系我国全局发展的一个重要理念,作为“十三五”时期乃至更长时期我国经济社会发展的一个基本理念,为沥青路面再生技术的发展及应用打下了精神基础。

沥青路面摊铺现场
同时,我国道路工程已进入大规模养护维修期,交通运输部及各省份先后出台促进废旧沥青路面再生利用的相关政策。《“十三五”公路养护管理发展纲要》的出台,使废旧沥青路面材料的循环再生利用不断规范化。
近年来,沥青路面再生技术逐渐成为了我国沥青路面发展的热点及核心研究之一。北京、江苏、广东、河北、河南、山东等地均引进了先进的再生设备,已在实体工程中应用,并取得了良好的实际应用效果,得到了较为广泛的认可。
由于相关政策的要求及环境保护的需求,京津冀地区乃至全国均对排放不合格的采石场进行了整改或关停,石料开采成本、运输成本增加,原材料价格不断上涨,这也间接促进了沥青路面再生技术的研发和应用。对于拌和场站来说,废旧沥青路面材料的再生虽然增加了初期一次性投入及管理成本,但是从长远来说,对于节约新原材料用量和降低成本的优势巨大,经济效益明显。这种观念深入人心之后,很多沥青混合料场站主动进行设备更新、改造,或技术升级,进一步促进再生技术发展。
沥青再生得到了技术和观念上的双重普及,加之道路养护维修及绿色环保发展的双重需求,可以说目前沥青路面再生技术已经进入了黄金时期。
依然受到制约
在优越的发展环境下,沥青再生依然受到体制机制、市场运营等方面的制约。北京厂拌热再生旧料掺加比例一般约为20%至30%,虽然在室内试验完全可以实现旧料添加比例达50%以上,但是,如果在实际生产中也将旧料掺加比例从30%提升至50%,将面临设备改造和升级、旧料处理、管理水平提升、行业内认可度普遍提高等一系列问题。比如,在购置新拌和设备时将直接选择再生机而非原生机改造,以及不断尝试再生环、连续式再生机等厂拌再生新设备,研发具有自主知识产权的新设备。
在性能标准方面,长期以来,我国热再生沥青混合料各项指标对标新热拌沥青混合料标准,这对沥青路面再生技术的发展应用是一种限制。比如,厂拌热再生时,旧料经冷铣刨、回收处理后细化严重,许多单位优先使用粒径较大的旧料以提高旧料掺量时,由于级配范围的限制及黏料等因素,导致大量小粒径的旧料无法用于厂拌热再生,而该部分小粒径旧料油石比大,再利用价值更高。就地热再生旧料掺量达80%甚至100%,因此,就地热再生沥青混合料低温抗裂性极易不满足要求,但工程经验表明,该项技术用于维修表面层非裂缝类病害时,具有其他再生技术不可比拟的优势,如按照新料规范的低温要求,则限制了该项技术的使用。
总之,沥青路面再生技术逐渐成为了我国沥青路面发展的热点及核心研究之一,取得了良好的实际应用效果,得到了较为广泛的认可。沥青路面再生技术的推广应用需要进一步打破机制束缚和行业传统观念,从材料、设备、管理等方面,开发系统研究和实用的核心技术,提升公路行业可持续发展水平。
沥青路面
再生技术各有所长
目前,废旧沥青路面材料再生技术根据工艺条件可分为厂拌热再生、厂拌冷再生、现场热再生、现场冷再生4类,其分别具有不同的技术特点及适用条件。不同再生技术各有其优缺点,实际使用时应根据道路等级、病害类型、气候条件、施工条件等综合选择。
厂拌热再生是指:将旧沥青路面经过铣刨或翻挖后,运回拌和厂集中破碎筛分,与再生剂、新沥青材料、新集料等在拌和机中,按一定比例重新拌和成新的混合料并铺筑成再生沥青路面。
通过沥青路面厂拌热再生,可以实现修复沥青路面面层病害;恢复甚至改善沥青路面混合料的路用性能;以热拌沥青混合料的形式实现旧路面沥青层材料的再生利用。厂拌热再生技术适用于各等级道路沥青路面,经铣刨、挖除下来的沥青层材料的再生利用,再生后的沥青混合料适用于各等级道路沥青路面的建设和维修养护工程。其再生工艺易于控制,再生后的沥青混合料性能比较理想,适用范围广。但是,从路面铣刨后的旧沥青层材料需要运输至固定厂站。
就地热再生是指:通过就地热再生设备对沥青路面进行加热、翻松,掺入一定量的新沥青、新沥青混合料、再生剂等,经热态拌和、摊铺、碾压等工序,一次性实现旧沥青路面再生利用的技术。它包括整形再生、复拌再生和加铺再生三种基本工艺类型。通过沥青路面的就地热再生,可以实现修复沥青路面表面层病害,恢复沥青表面层物理力学性能,恢复沥青路面平整度,修复沥青路面车辙,实现旧路面沥青层材料的就地再利用。就地热再生一般用于沥青路面表面层病害的修复。就地热再生的优点是实现了就地的沥青路面再生利用,节省了材料转运费用。但其再生深度通常限制在2.5厘米至6厘米,无法除去已经不适合进行再生的旧混合料,级配调整幅度有限,施工过程污染环境并存在一定的安全隐患。
厂拌冷再生是指:将回收沥青路面材料运至拌和厂,经破碎、筛分后,以一定的比例与粘结剂、新集料、活性填料、水分进行常温拌和,常温铺筑形成路面结构层的沥青路面再生技术。厂拌冷再生技术适用于各等级公路旧沥青路面材料的再生利用,再生后的混合料适用于沥青路面的中、下面层及柔性基层。冷再生技术可以将废旧沥青路面材料掺量提高到100%,且生产、施工过程均在常温下进行,是真正意义上的“零剩余、零排放”的绿色环保技术。然而,冷再生沥青混合料性能较热再生沥青混合料性能差距较为明显,尤其是低温性能、耐久性等;其施工结束后、上覆层铺筑之前需要封闭交通养生,如城市道路交通繁重,施工窗口短,无法封闭交通养生,这将造成冷再生混合料易出现掉粒、松散等早期损坏,限制了废旧沥青路面材料厂拌冷再生技术的应用。冷再生沥青混合料一般需要加铺一定厚度的罩面层,其性能也不及热拌沥青混合料,也没有热再生应用广泛。
就地冷再生是指:将旧沥青路面材料就地打碎,加入一定比例粘结剂、新集料、活性填料、水分,在自然环境温度下连续完成材料的铣刨、破碎、添加、拌和、摊铺及压实成型的过程。通过沥青路面的就地冷再生,可以实现旧沥青路面层的翻修、重建,实现旧路面沥青层材料的常温拌和及就地再利用。就地冷再生技术一般用于病害严重的普通公路沥青路面的翻修、重建,需要加铺一定厚度的沥青罩面。就地冷再生技术实现了就地的再生利用,节省了材料转运费用,施工过程的能耗低、污染小,适用范围广。但是,其施工质量控制的难度较大,一般需要加铺沥青罩面层,再生混合料强度的形成需要较长的时间。
对旧料分级分类才能充分发挥剩余价值
目前,沥青路面再生技术正朝着多元化、精细化、高效化的方向发展,即最大程度发挥废旧沥青路面材料的剩余价值。废旧沥青路面材料不仅是一种固体废弃物,还是一种宝贵的资源,其组成的多样性、性状的复杂性决定了其再利用的多元性。
比如废旧SMA材料一般是由SBS改性沥青和玄武岩组成,SBS改性沥青老化后虽然性能有一定程度的衰变,但整体上其性能仍优于老化基质沥青;玄武岩坚硬耐磨,适用于道路表面层,相关试验结果表明,回收旧料中的玄武岩及木质素纤维性质与新材料性质十分接近。无论是性能还是价格,废旧SMA材料均优于普通旧料,如将废旧SMA材料与其他旧料混合使用,不仅造成了资源浪费,性质差别过大也导致再生难度增加。因此,将废旧SMA材料单独铣刨回收并再生利用,仍用于再生SMA路面并铺筑于道路表面层,可以充分发挥其剩余价值。
2015年,北京念坛工区道路工程首次实现了废旧SMA路面厂拌热再生。而对于改性沥青旧料,将其用于改性沥青路面再生;对于普通旧料,提高其在厂拌热再生中的掺量。对于老化较严重的旧料,如通过再生剂将其性能恢复,成本较高,如利用其老化后变硬变脆的特点,生产抗车辙沥青混合料,降低抗车辙剂掺量,不仅将较难利用的旧料消纳,还降低了抗车辙沥青混合料成本。此外,还可用废旧沥青路面材料生产微表处混合料、冷补料等。
然而,废旧沥青路面材料多元化、精细化、高效化再生利用的前提和基础是对旧料的分级分类,目前大多数生产场站按照旧料破碎后粒径大小分类成两档或三档,如若逐步达成多元化再生的目标,建立完整的旧料检测、铣刨、回收体系,即首先通过检测及资料调查掌握旧料性质,其次制定有针对性的铣刨方案,最后对铣刨的旧料进行回收处理,如按照粒径、沥青种类、老化程度、矿料种类等逐步分级利用。废旧沥青路面材料的多元化、精细化、高效化利用不仅能节约资源、保护环境,还能拓展其应用范围,丰富道路材料产品种类,降低产品造价,是对现有再生技术的升级。

北京念坛工区SMA厂拌热再生施工现场
西宝高速:泡沫沥青厂拌冷再生国内首秀
文 长安大学 郝培文 徐金枝 苏纪壮

图1 WLB10发泡试验机

图2 沥青发泡状态图
陕西西安至宝鸡高速公路是我国“两纵两横”公路主骨架国道310线江苏连云港至新疆霍城的重要一段,是国家“八五”交通重点工程。通过实地调查发现,通车运营以后,西宝高速公路发生了多种不同程度的病害,主要为各种横向裂缝、龟裂、唧浆、坑槽等。针对上述产生的病害,西宝高速公路从2002年开始维修,随之产生大量铣刨废料,仅2004年、2005年产生废料达30万立方米。大量铣刨的沥青路面旧料如果被弃置,不仅浪费沥青、石料等自然资源,而且会造成环境污染。为贯彻节能减排的发展战略,2005年4月西宝高速公路武功县境内修筑了一段1.5公里泡沫沥青冷再生试验段,掀开了泡沫沥青厂拌冷再生技术在国内高速公路大中修工程中成功应用的序幕。
西宝高速公路大中修工程原路面路基宽24.5米,设计行车时速120公里,全长155公里。原路面结构形式为:4厘米AC-20+8厘米AC-25+20厘米二灰碎石基层+22厘米二灰土底基层。泡沫沥青厂拌冷再生修筑方案为:将原路面基层和沥青面层铣刨后,利用原路面12厘米的沥青面层铣刨旧料,采用泡沫沥青进行冷再生,作为新的基层,其上再加铺两层沥青混凝土,即4厘米AC-13+6厘米AC-20+26厘米泡沫沥青稳定冷再生基层+22厘米二灰土。
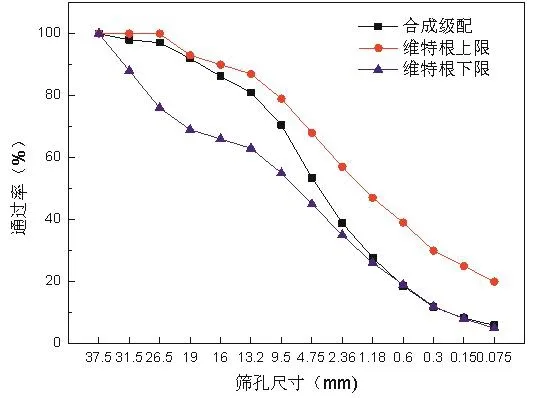
图3 试验路合成级配
工程中使用中海90#基质沥青,沥青最佳发泡温度为160℃,最佳发泡用水量为1.5%,沥青发泡装置及发泡状态如图1和图2所示。泡沫沥青厂拌冷再生混合料的组成级配如图3所示,配合比设计结果如表1所示。
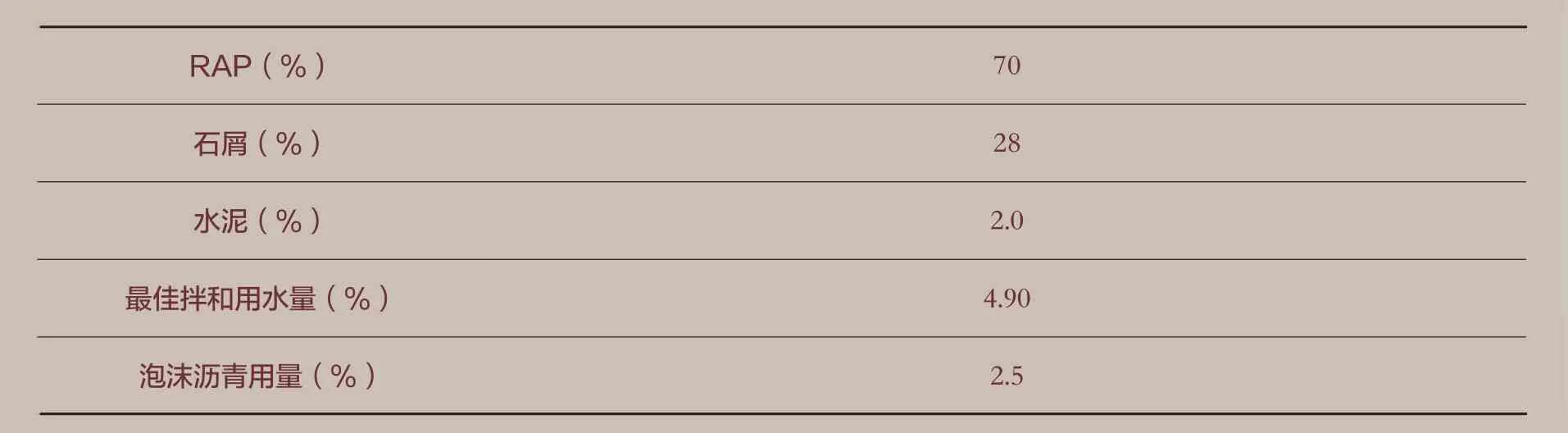
表1 西宝高速泡沫沥青厂拌冷再生混合料配合比设计结果
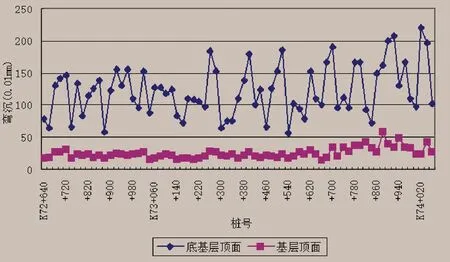
图4 底基层及冷再生基层顶面弯沉

图5 泡沫沥青厂拌冷再生工程现场芯样
泡沫沥青厂拌冷再生结构铺筑完成后,分别测定了二灰土底基层顶面及冷再生基层顶面弯沉,结果如图4所示(竣工3天后的测定值)。可见,铺筑泡沫沥青冷再生基层后,路面结构的初期承载力得到了较好的改善。图5给出了试验路芯样(两个月龄期)的图片,表2给出了其力学性能的室内测试结果,可见铺筑的泡沫沥青厂拌冷再生路面结构较好地满足了设计要求。另外,在加铺沥青面层之前,观测基层表面,发现无任何变形、裂缝或剥落发生,说明再生效果良好。
泡沫沥青厂拌冷再生工程应用至今,有效解决了该路段相关病害问题,路面整体使用性能良好,为国内泡沫沥青厂拌冷再生技术的推广应用,积累了宝贵的工程经验。

表2 芯样力学性能测试结果
昌金路:乳化沥青冷再生首次亮相帝都
文 北京市政路桥建材集团研发中心 王真

北京昌平至平谷的省道330线昌金路
昌金路连接北京昌平区与平谷区金海湖,路线为东西走向,将昌平区、顺义区和平谷区紧密相连,全长10.2公里,由北半幅的改建段和南半幅的新建道路路段两部分组成。
昌金路改造工程是乳化沥青冷再生技术在北京市的首次应用。其原路路面宽7米,双向两车道,为三级公路,车流量大。截至2008年年底,昌金路顺义区段和平谷区段已完成大修改造工程,等级达到二级公路标准。昌金路改造工程采取先修建新路,老路作为导行道路,当新路铺设完毕后将车流导向新路通行,再断路对老路进行大修。完工后的昌金路可实现上下单向通行,极大地提高昌金路的通行能力和安全水平。
昌金路改造工程采用乳化沥青冷再生技术,以降低生产成本和环境污染,使用乳化沥青冷再生混合料共计2500吨,100%使用废旧沥青路面材料,路面结构为:10厘米乳化沥青冷再生混凝土+4厘米细粒式热拌沥青混凝土AC-13。
在对所送材料进行试验检验之后,首先参照乳化沥青冷再生要求确定了工程设计级配范围,在矿料级配设计、劈裂强度及马歇尔试验等相关试验的基础上得到了最佳乳化沥青用量,经过配合比设计检验,证明所设计的乳化沥青冷再生混合料的各项技术指标均满足规范的要求。设计结果汇总如表1所示。
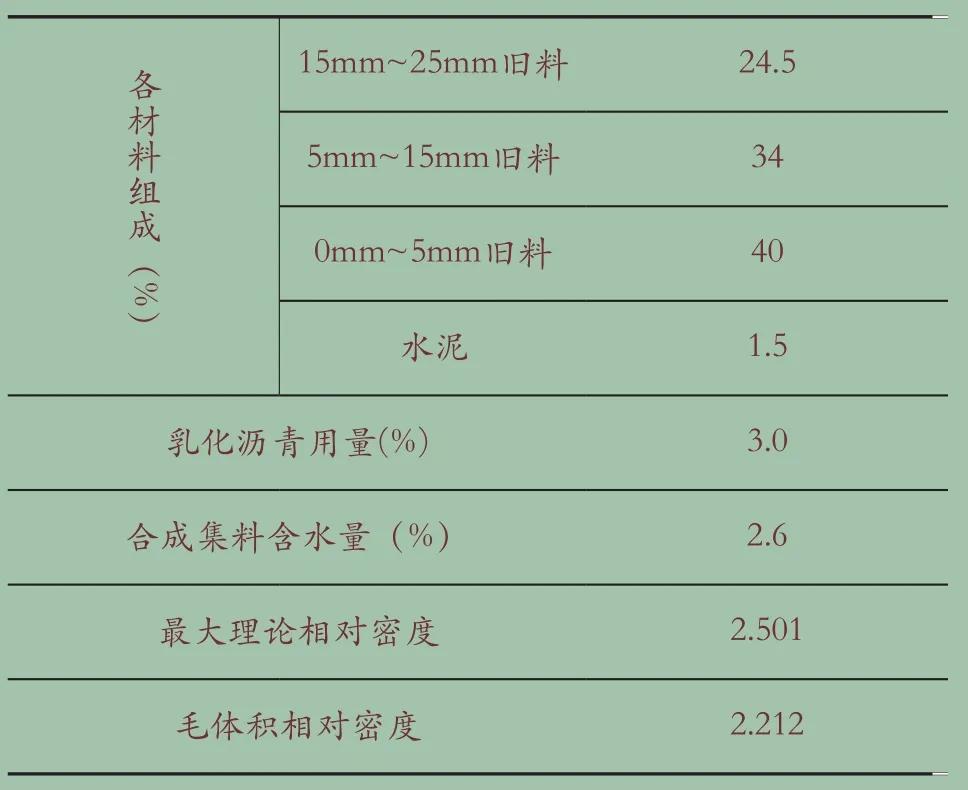
表1 乳化沥青冷再生混合料配合比设计结果
摊铺阶段采用传统的沥青摊铺机进行摊铺,熨平板不预热,摊铺速度为每分钟2米至4米。
工程现场路面平整密实,未发现裂缝、松散,芯样完整,路面整体使用性能良好。

表2 合成级配控制范围

昌金路乳化沥青再生取样检测

北京市昌平区昌金路检测
惠河高速:山区高速的冷再生
文 长安大学 郝培文 徐金枝 苏纪壮

惠河高速公路实施泡沫冷再生两年后,路面整体结构性能良好。
惠河高速公路起于广东省河源市埔前镇,北接河梅高速公路和粤赣高速公路;南至惠州市平南工业区接惠盐高速公路,全线设计行车时速100公里。作为广东省高速公路骨架网的组成部分及广东省重点山区扶贫高速公路项目之一,是粤东北山区及江西地区连接深港地区的重要通道。
自2001年通车至2008年年底,惠河高速公路的交通量及交通强度与日俱增,特别是惠河一期河惠方向,超限超载现象严重,使得该路面出现了一些病害,比如横向裂缝、纵向裂缝、坑槽、唧浆及沉陷等,局部路段已出现沉陷等路面结构性破坏,路面结构承载力不足,严重影响了路面行驶质量。

唧浆连片、行车道沉陷

整个路面出现网裂

路面整体破坏

雨季后形成坑槽
从路面状况调查结果可以看出,部分路段在前期预防性养护阶段采取了浅层压浆和微表处处治,但由于基层和底基层破坏比较厉害,微表处对抗反射裂缝基本起不到任何作用,压浆也未达到预期效果。
为解决上述问题,惠河高速大修过程中决定采用泡沫沥青冷再生技术修复路面功能。大修工程具体实施方案为:将原有沥青面层铣刨及基层铣刨,利用原路面沥青面层铣刨旧料,采用泡沫沥青进行冷再生,作为新的基层,后加铺两层沥青混凝土层,路面结构为:17厘米沥青面层+37厘米泡沫沥青冷再生基层。
工程使用的旧料为原路沥青混凝土面层铣刨料,采用国产茂名70#沥青、罗浮山牌32.5复合硅酸盐水泥(缓凝型),进行室内配合比设计,具体工程设计级配与配合比设计结果如表1和表2所示。

表1 惠河高速公路大修工程设计级配
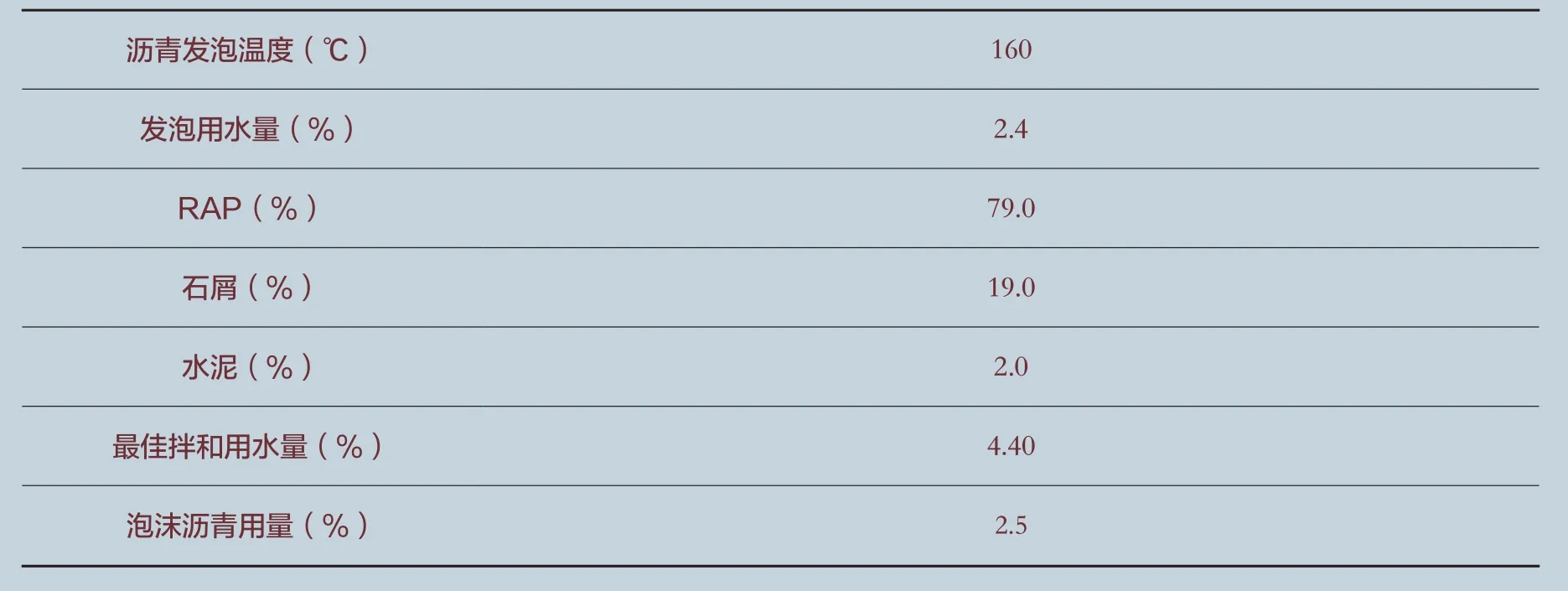
表2 惠河高速公路泡沫沥青冷再生混合料配合比设计结果
通过代表弯沉值对冷再生前后道路整体强度进行对比分析,再生前后代表弯沉数据如表3所示。由此可以看出,再生路段结构强度比再生前有了很大改善,路面运营两年后弯沉也未显著增大,在车辆长期荷载作用下保持着良好的结构承载力。
为了解泡沫沥青冷再生混合料长期力学性能发展情况,2010年对铺筑的冷再生路段进行了钻芯取样和测试。所取芯样沥青稳定再生层与沥青面层间粘结紧密,芯样结构完整未见松散现象,冷再生路面结构整体性能良好。

再生试验段全断面芯样
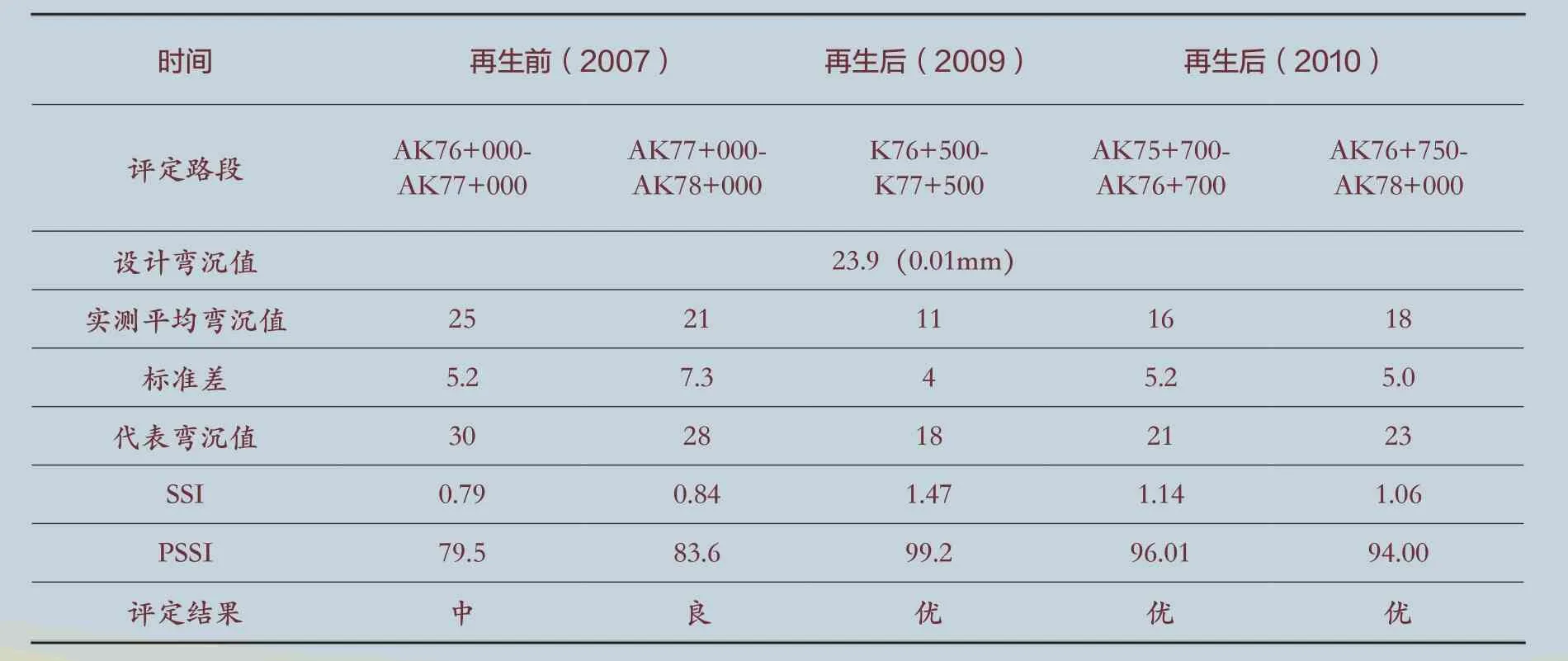
表3 再生前后路面结构强度
埝坛工区路:SMA应用于上面层
文 北京市政路桥建材集团研发中心 王真

埝坛工区试验路铺筑后效果
为验证再生SMA沥青混合料性能,在北京大兴区埝坛工业园区(简称埝坛工区)内道路铺筑厂拌热再生SMA-13沥青混合料。埝坛工区位于北京市南六环双源桥西侧,埝坛收费站附近,北邻南六环,东临天水大街,占地面积1.54万平方米。埝坛工区道路工程包括厂区外道路及厂区内硬化区道路,路面结构分别为:冲击压实处理路基+粗粒式厂拌乳化沥青冷再生混合料12厘米+厂拌热再生SMA-13沥青混合料4厘米;冲击压实处理路基+粗粒式厂拌乳化沥青冷再生混合料8厘米+厂拌热再生SMA-13沥青混合料4厘米。工程量为7000平方米,RAP添加比例为15%。
根据设计空隙率确定ZSMA-13的最佳油石比为6.0%,毛体积相对密度为2.446。
铺筑后,路面平整密实,使用情况良好。混合料抽检数据及试验结果表明,所生产再生SMA-13沥青混合料质量满足规范要求。从生产、施工效果及抽检数据来看,所铺筑的ZSMA-13沥青路面质量合格,再次证明了再生SMA沥青混合料用于表面层是可行的。
试验项目首先进行ZSMA沥青路面生产及施工工艺研究,提出混合料生产关键温度控制指标,提出混合料摊铺碾压方法,提出延时放料生产工艺,解决了再生SMA沥青混合料难以拌和均匀、生产困难的问题。
同时,根据试验路情况进行再生SMA-13沥青混合料目标配合比设计,确定了RAP掺量、矿料级配、再生剂比例、油石比、体积参数等,最终确定ZSMA-13沥青混合料油石比为6.0%。
在埝坛工区进行实体工程铺筑过程中,工程应用效果良好,结合混合料现场抽检试验结果,证明了所开发再生SMA-13沥青混合料性能优异,可以作为上面层使用,同时也证明了项目研究结果的实用性。
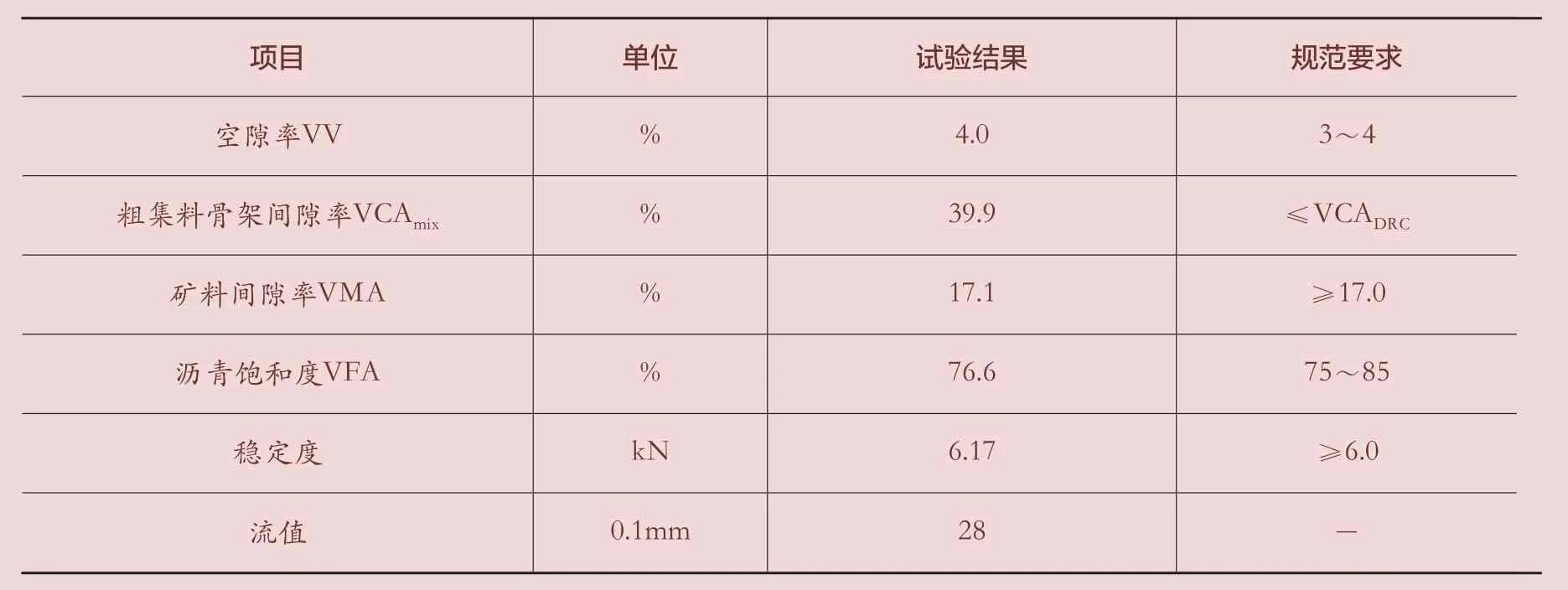
表1 SMA-13马歇尔试验配合比设计技术指标表
猜你喜欢
建材发展导向(2022年23期)2022-12-22
石油沥青(2022年1期)2022-04-19
商品与质量(2021年43期)2022-01-18
小学科学(学生版)(2021年12期)2021-12-31
石油沥青(2021年3期)2021-08-05
西部交通科技(2021年9期)2021-01-11
西部交通科技(2021年9期)2021-01-11
疯狂英语·新悦读(2019年11期)2019-12-18
时代英语·高二(2015年1期)2015-03-16
专用汽车(2015年4期)2015-03-01
