脱胎漆器模具制造新工艺
2019-04-29 00:00:00许德越 苏文锋 柯苑昕 涂启聪
艺术大观 2019年7期



摘要:作者以环氧丙烯酸树脂为基体材料,应用3D打印技术制成的新型脱胎漆器模具,很好地解决以往脱胎漆器模具制作精度低、表面质量差、加工复杂等问题,提高了模具的制造质量和脱胎漆器的产品质量。
关键词:环氧丙烯酸树脂;3D打印;光固化成型
引言
传统脱胎漆器模具多以石膏为基材,手工制作,该工艺制作的模具往往尺寸精度较低、表面质量粗糙、加工比较复杂,容易产生气孔和裂纹及平整度比较差等缺陷,而且使用寿命短。新型脱胎漆模具是以环氧丙烯酸树脂、光引发剂为基体材料,应用光固化3D打印成型技术制成的模具。该模具具有成型准确、灵活、可制作手工无法制作的模具、生产开发周期短、工艺性好、耐磨、表面光滑、使用寿命长等优点。因此,脱胎漆器模具制造新工艺,很好地解决了传统脱胎漆器模具的缺陷并为脱胎漆器艺术创作提供了一个新手段。
一、福州脱胎漆器
福州脱胎漆器始于清乾隆年间,是我国传统髹漆艺术的瑰宝。它与北京景泰蓝、景德镇瓷器并誉为中国工艺品“三宝”,现已列入第一批国家非物质文化遗产名录,并经国家质检总局批准为国家地理标志产品保护。
福州是中国的漆器之都,是中国近代漆艺的发源地。2300多年前,第一件脱胎(夹纻胎)漆器问世。200多年前,福州漆艺名匠沈绍安再现和发展了脱胎漆器。从此,福州脱胎漆器被选为清皇宫贡品,多次获得世博会金奖和优秀奖,二十几次获得国际大奖及全国工艺美术百花奖金杯奖等。1959年以来,北京人民大会堂国宴厅、福建厅、台湾厅的壁画、屏风、大型花均都采用福州脱胎漆器进行装饰,并成为党和国家领导人赠送外国元首的国宾礼品。
福州脱胎漆器以天然生漆、麻布、油类、丝绢、瓦灰、贝壳、蛋壳、金属材料等为主要原料。经塑模、翻模、裱脱、地底、涂漆、推光、装饰(彩绘或磨绘)等数十道工序制作而成,制作周期:4到12个月。主要技法有脱胎、磨漆、镶嵌、雕填、暗花、晕金、针刻、闪光、仿彩、印锦、台花等。因其质地轻巧、千文万华给人以典雅大方、高雅华贵、凝重深沉、含蓄内敛、亲切温和之感,成为“东方珍品”,在国内外享有盛誉。
二、传统脱胎漆器模具制作工艺
传统制作脱胎漆器模具制作工艺是先以泥土塑成所需的形状,后根据不同形状,在倒石膏前用两块或数块隔板分隔,然后将石膏粉和水按一定比例调均匀,因为石膏固化的很快,所以要迅速将石膏倒在泥塑上,几分钟后进行修模,24小时后将隔板抽出,将石膏模分离并刷上脱膜剂备用。由于脱胎漆器石膏模具是手工制作,所以,往往尺寸精度比较低、表面质量粗糙,加工比较复杂,容易产生气孔和裂纹以及平整度比较差等缺陷,而且使用寿命短并且会产生很多废料,对环境造成污染。
三、脱胎漆器模具制造新工艺
(一)工艺简介
随着现代技术的不断发展,传统脱胎漆器的发展也不断融入新的技术,3D打印就属于其中的一项。3D打印(3DP)是快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可黏合材料,通过逐层打印的方式来构造物体的技术。目前主流的3D打印技术工艺方法已有数十种之多,其中典型工艺有四种基本类型: 光固化成型法(Stereo Lithography Apparatus, SLA)、叠层实体制造法(Laminated Object Manufacturing, LOM)、选择性激光烧结法(Selective Laser Sintering, SLS)、熔融沉积制造法(Fused Deposition Manufacturing, FDM)。 " 我们采用的光固化成型法(SLA)制作工艺。我们先用CAD软件建三维模型并根据需要进行分割,然后以液体光敏环氧丙烯酸树脂为原材料,用特定波长和强度的激光照射到液体表面进行连续扫描,激光扫描到的地方产生聚合反应而固化,形成零件的一个薄层,之后工作台下移一个层厚的距离,已成型的层面上又布满一层新的液态树脂,然后再进行新一层的扫描加工,新固化的一层牢固地粘在前一层上,如此重复直到整模具制造完毕,得到一个三维实体模型。
(二)制作过程
SLA脱胎模具的制作,分成两个步骤:3D建模和用SLA打印机打印成型。
1、3D建模
3D打印对于3D建模有一定的要求,目前主流的打印机基本上是用stl格式的数据进行打印。首先用三维建模软件proe、UG、rhino、3dmax以及zbrush等三维软件建模后通过格式转换得到stl格式的文件。3D打印对于软件建模的模型有相应的要求:一、模型数据必须是封闭、有一定厚度,因为打印出来是实物,实物都是有一定厚度,所以三维数据建模的时候必须是闭合的,能形成一定的厚度;二、物体模型必须为流形的,简单说就是不能有共面共线;三、法线方向一致;四、最小厚度要求:不同打印机其精度不一样,最小厚度也不一样,太薄可能会导致打印出现失败,从而影响到整个模型的打印。
接下来我们以制造的一个脱胎漆器阴模为案例阐述:
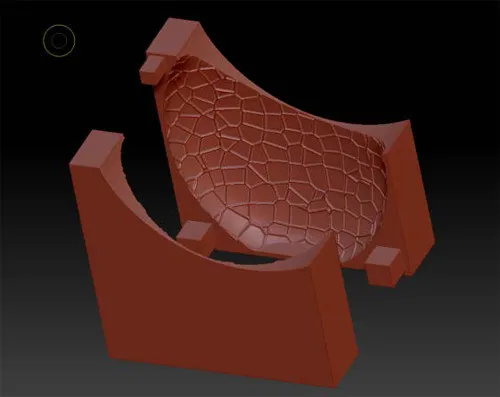
下图为最终脱胎漆器阴模模型效果图
我们选择的建模软件是Zbrush,编程软件是Materialise Magics 。建模步骤如下:
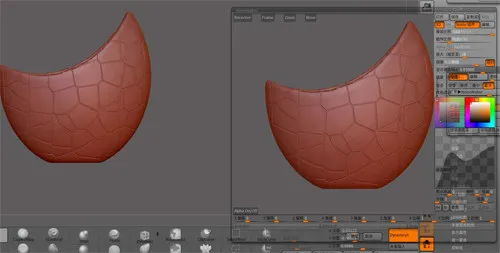
(1)打开zbrush软件,通过笔刷工具做出基本造型。然后在上面做表面纹理,为了得到表面光滑的数据,需要在这模型基础上增加分辨率,增加网格细分。
(2)打开“灯箱”命令,找到需要的网格噪波,通过调整噪波的参数,进行网格调整,调整至想要的效果。
(3)应用效果于网格,删除内部凹陷并封口
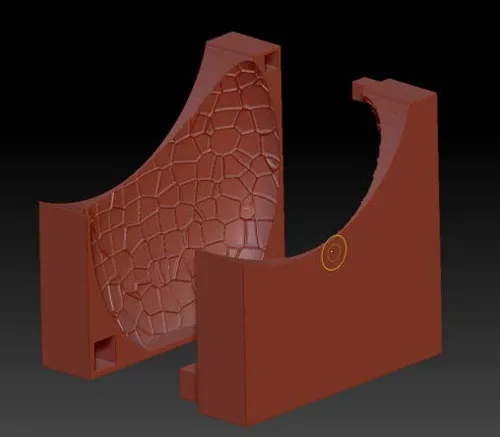
(4)内部的肌理建模完成后,建模外部整体造型,然后两个部分通过减法运算,做出脱胎漆器阴模造型。
(5)阴模是通过左右两部分构成,我们可以直接在三维模型上分成左右两部分,做出一个左右固定的接口,然后直接打印出来,接口预留一定配合间隙单边距离0.1mm,因为sla打印机打印的精度正负0.1mm。
至此,3d建模部分就完成了。接下来要导出stl格式的模型数据,进行3d打印编程。3d编程我们采用的是magics软件进行编程。
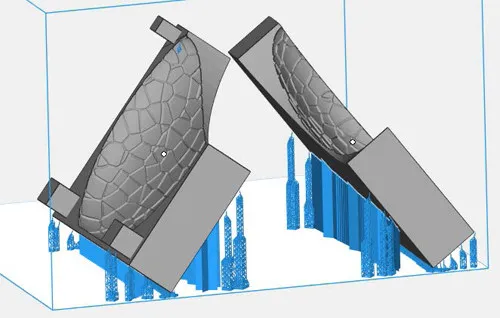
(1)将zbrush建模的左右两个stl文件导入magics。并摆到合适的角度。
(2)分别对两个数据进行加支撑处理(图8),然后进行切片处理,处理后的文件拷贝到3d打印机,准备打印。
(二)SLA打印机打印成型
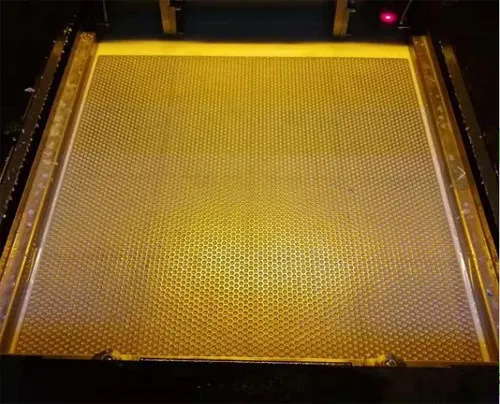
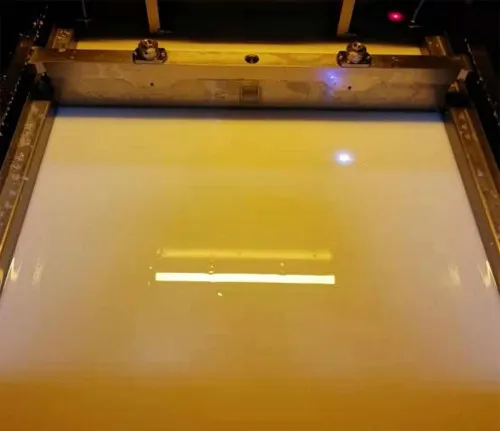
SLA打印在开始打印之前,先往液槽里面填充液体光敏树脂,激光器按照3d模型的编程路径对树脂进行固化,在成型开始时,网板位于液面以下一个层厚的厚度(层厚设置0.1mm)(如图9),激光按照切片好的路径进行扫描,扫描到的那一层液体部分马上固化,粘在网板上,第一层结束后,网板往下移动一个层厚0.1mm的距离,然后再继续按照编程路径进行第二层的固化,这样层层叠加打印出想要的模型。打印好一层后,网板就往下移动,打印成形部分都在液体中,只有等全部打印完成后,网板升起来才能看到整个打印的成品。图10 是激光扫描打印的过程。
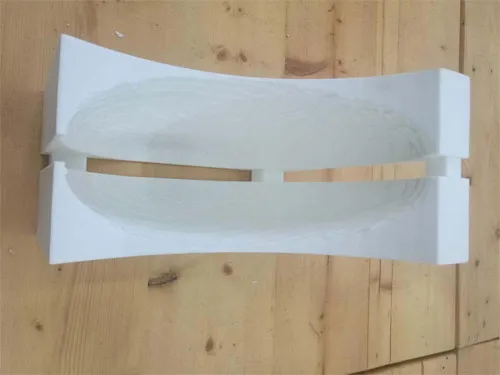
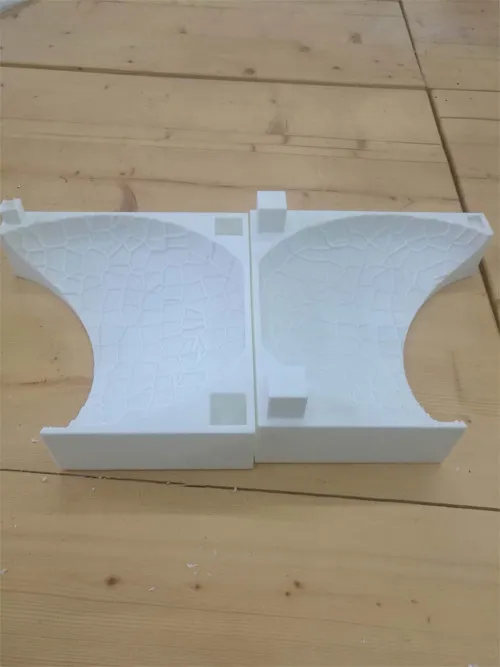
打印完成后去掉支撑件,以及经过一定的打磨后处理,就可以得到我们想要的阴模实物模型如图11。
四、结语
脱胎漆器模具制造新工艺应用3D打印技术和新型高分子材料,解决了传统脱胎漆器模具存在的缺陷,为漆艺制作提供了一个新的手段。同时,也为漆艺创作提供了一个新的思路。