芬顿氧化技术处理废水中难降解有机物的应用进展
2019-04-27 07:27胡德皓毛慧敏王雅婷张伟倩戚静洒姚栋栋
山东化工 2019年7期
胡德皓,孙 亮,毛慧敏,吴 丹,王雅婷,张伟倩,戚静洒,姚栋栋
(青岛科技大学 环境与安全工程学院,山东 青岛 266042)
随着城市的发展和工业化水平的提高,环境污染问题已经成为当前关注的热点问题,其中水污染问题最为严重。据统计,地球可用淡水只有2.7%,其中地表水仅占0.4%。在我国有82%的人饮用浅井和江河水,其中受污染超过卫生标准的占75%,严重威胁动植物及人体安全。工业排污是自然水体污染主要因素之一,工业废水具有污染物种类多,COD浓度高、可生化性差等特点,采用传统的废水处理工艺难以有效的去除其中的难降解有机物。针对这一问题,高级氧化技术(advanced oxidation processes,简称 AOPs)近年来得到了广泛重视。高级氧化法可将难降解有机物直接矿化或通过氧化进行分解从而提高污染物的可生化性。常见的高级氧化技术主要包括光化学氧化法、臭氧氧化法、湿式氧化法、芬顿氧化技术、超声降解法和辐照法等[1-2]。芬顿氧化技术可以产生氧化能力极强的羟基自由基(·OH),且反应条件温和,是目前最具有应用前景的环境友好型水处理技术[3]。
1 芬顿氧化技术及其机理概述
芬顿氧化技术1894年由英国科学家Fenton提出,将Fe2+和H2O2的体系命名为芬顿试剂[4],其原理是在酸性条件下,Fe2+和H2O2反应生成具有强氧化性的羟基自由基(·OH),可以将难降解的有机污染物氧化分解。1964年,加拿大学者 Eisenhaner 首次将芬顿试剂应用到水处理中,之后芬顿氧化技术被广泛应用在工业、农业、医药等废水处理中。
羟基自由基(·OH)及氧化剂的产生机理:
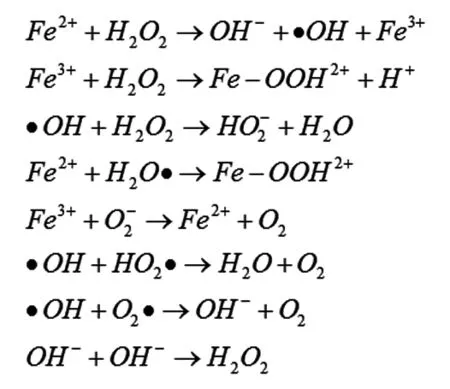
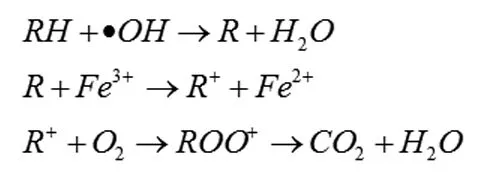
产生的羟基自由基(·OH)为第二强氧化剂(E°= 2.87 V,相对于正常氢电极(NHE)),仅低于氟化物(E°= 3.06 V )。羟基自由基可以通过夺氢,亲电加成和电子转移快速与各种有机污染物(RH)反应,使它们矿化成CO2,H2O和无机离子。最终使有机污染物(RH)彻底降解。反应过程如下:
芬顿氧化技术具有反应设备简单,成本低,操作较为安全,且反应速度快等优点被广泛应用于工业有机废水的处理中[5]。Sun等[6]利用芬顿氧化法对偶氮染料废水进行脱色处理,脱色效率随着反应温度的上升而提高,但由于氯离子的存在而降低。在最佳条件下,废水在60 min内的脱色效率达到94.6%。汪林等[7]发现可采用芬顿氧化法处理COD浓度为1747 mg/L,色度为200倍的亚麻废水,实验结果表明反应1 h时,COD去除率为57%,色度去除率达到90%以上。
虽然芬顿氧化技术具有以上优势,但在应用中发现传统的芬顿氧化技术还存在以下缺点:
(1)反应过程中产生大量的铁泥,造成二次污染;
(2)工艺要求反应pH值范围较窄,一般最佳反应pH值在3-4.5之间,大部分废水需要在反应前加入酸调节pH值,出水时需要加碱将其调至中性,此过程中会大量消耗酸碱试剂;
(3)H2O2在反应过程中利用率和生成率较低,并且H2O2会发生一定的自身分解反应,因此需要加入过量的H2O2参与反应,增加后续处理费用。
基于此,开发既能去除污染物又不产生二次污染、提高H2O2利用率的新型芬顿氧化技术是当今的一个重要的研究课题,因此类芬顿氧化技术应运而生[8]。如超声-Fenton法、光-Fenton法、电-Fenton法、微波-Fenton法、零价铁-Fenton法等类芬顿氧化技术,一定程度上克服传统Fenton技术的缺点,具有更加经济有效的优点[9]。
2 类芬顿氧化技术
2.1 超声芬顿氧化技术
1830年,超声技术应用于环境领域。在实际应用中发现,将超声与芬顿氧化技术相结合可以增加羟基自由基的产生率,提高污染物的降解率。超声芬顿技术不仅减少了芬顿试剂的投加量,而且缩短了反应时间[10]。其反应机理是利用超声波空化效应释放的高能量使H2O2分子裂解生成·OH,反应机理如下:
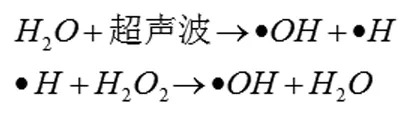
由上式可以看出,在超声条件下,H2O分子可以产生·OH和·H,而·H又会分解H2O2产生·OH,从而提高了·OH的产率和双氧水的利用率。任百祥[11]首次提出并采用低功率超声波结合芬顿氧化技术对印染废水进行治理,当达到最佳反应条件(超声波频率为45 kHZ功率为200 W,pH值为2.63,温度为25 ℃,FeSO4∶H2O2=12∶60 mmol/L,反应时间为150 min)时,印染废水的COD去除率高达91.8%,出水清澈。李章良等[12]采用超声芬顿氧化技术对高COD浓度和色度的皮革综合废水进行深度处理,研究结果表明, COD去除率可达85.4%,色度去除率达到99%。Nematollah等[13]利用超声/磁性纳米(MNP)Fe3O4/H2O2耦合处理RO107废水和实际纺织废水,在pH值=5,超声功率为300 W,温度为25 ℃,反应时间为180 min条件下,对RO107的去除率为87%,实际纺织废水的去除率为79.2%。Hou等[14]使用超声/芬顿耦合技术,以四环素为目标污染物,处理60 min后四环素去除率达到93.6%。曾曜等[15]利用超声芬顿法处理高浓度三氯吡啶醇钠生产废水,COD的降解率达到95.3%,并对反应机理进行了分析,发现超声可以加快芬顿反应过程,提高反应速率。
2.2 光芬顿氧化技术
光芬顿氧化技术是将紫外光或可见光与芬顿氧化技术结合来提高芬顿的催化活性。其反应机理是利用光激发芬顿试剂的化学反应,以生成更多的羟基自由基(·OH),提高H2O2的利用率和Fe2+的循环效率,从而更有效的降解污染物质[2],其反应过程如下:
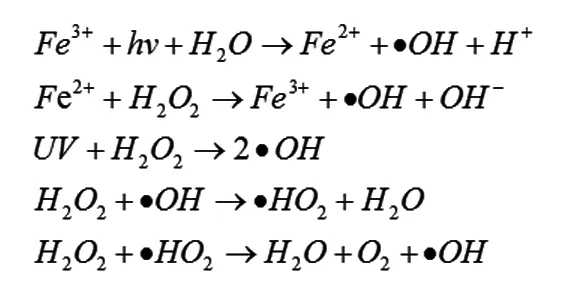
从上述反应中看出,光芬顿氧化技术的优点:
(1)紫外光或可见光可以加速Fe3+和Fe2+之间的循环;
(2)光照射H2O2可直接产生,提高了H2O2的有效利用率;
(3)紫外光的直接照射可以将大分子有机物分解为小分子,从而降低Fe2+的用量,提高H2O2的利用率和有机物矿化程度。
Zhou等[17]在可见光下使用以石墨烯-锰铁氧体(rG-MnFe2O4)双活性组分为催化剂的光芬顿氧化技术降解含氨废水,在反应pH值=10.5的条件下氨去除率达到92.0%。Edison等[18]采用混凝-絮凝-芬顿/光芬顿氧化耦合技术处理工业纺织废水,并比较了这两种工艺的处理效果。结果表明,混凝-絮凝-芬顿工艺的COD去除率为74%,BOD5/COD(B/C)为0.68;而混凝-絮凝-光芬顿工艺的COD去除率为87%,B/C为0.74。从结果中可以看出,光芬顿氧化相较于传统芬顿具有更高的降解效率。付军等[19]采用光芬顿氧化技术降解喹啉废水,相较于传统芬顿,光芬顿技术将喹啉去除率由45%提高到99%,并且在反应pH值为3.6~9.6之间都有很高的降解效率,同时催化剂可以重复使用,重复使用5次喹啉去除率仍高达99%,从而节约了处理成本。程禄等[19]采用FeVO4/BiVO4光芬顿复合催化剂处理亚甲基蓝废水,在氙灯照射和H2O2下,亚甲基蓝在初始pH值=3~9内均可被降解,降解率达到90%以上。
2.3 电芬顿氧化技术
电芬顿氧化技术是近十年内新兴的高级氧化技术,由Brillas等在2009年研发并将其应用于在水处理领域。电芬顿氧化技术的原理是通过阴阳电极与溶液组成微小原电池,向阴极喷射氧气,通过电化学反应产生H2O2,与外加的Fe阳极产生的Fe2+或者投加铁盐迅速反应生成·OH和Fe3+,Fe3+在阴极被还原成Fe2+,从而实现芬顿反应的循环进行。
电芬顿氧化技术的优点为:(1)电化学作用控制H2O2的产生量,可提高H2O2利用率;(2)利用阳极氧化、电混凝、电絮凝等作用,可充分降解水中污染物;(3)电芬顿氧化反应产生铁泥较少,可避免造成二次污染[3]。但电芬顿氧化技术也存在以下不足:Fe2+再生速率较慢,阴极材料电流效率较低,H2O2产量不高,氧化的工作效率较低[9,23]。
Gong等[24]采用活性炭纤维毡作为阴极,利用电芬顿技术处理左氧氟沙星(LEVO)废水,对总有机碳(TOC)去除率达到61%,可生化性提高到0.41。Barhoumi等[25]以黄铁矿为Fe2+源,以Pt或BDD为阳极,碳毡为阴极组成电芬顿工艺(Pyrite-EF-Pt或Pyrite-EF-BDD)处理磺胺二甲嘧啶(SMT)废水,结果表明,Pyrite-EF-Pt和Pyrite-EF-BDD工艺对废水的矿化程度分别达到87%和95%,而传统的EF-Pt和EF-BDD工艺只有80%和90%的矿化度,由此可以看出黄铁矿作为Fe2+源,提高了电芬顿反应的处理效率,克服了传统工艺的局限性。Zhao等[26]采用MOF(2Fe/Co)/CA为阴极,研究光电芬顿氧化技术对罗丹明B(RhB)和邻苯二甲酸二甲酯(DMP)废水的降解性能,结果表明,该技术在反应pH值=3~9范围内皆可有效降解污染物,在45 min时对RhB的降解率高达100%,在120 min时,对DMP的降解率达到85%,并且当反应pH值为3时,不会析出大量铁离子,可以达到国家排放标准。
2.4 零价铁芬顿氧化技术
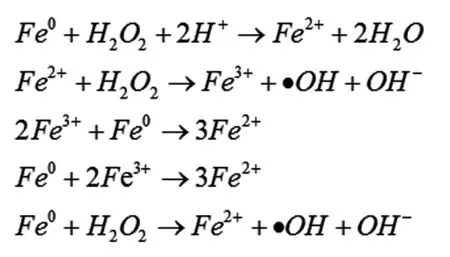
零价铁(Fe0)芬顿氧化技术近年来在水处理领域的实例已经被报道,Fe0具有还原性,在芬顿体系中可以是芬顿氧化反应的催化剂,也可以是还原反应的还原剂。反应机理为Fe0在酸性条件下析出Fe2+,与H2O2发生芬顿氧化反应生成Fe3+和·OH,而Fe3+又可以将Fe0还原为Fe2+从而保证芬顿反应的持续进行;或者Fe0可以和水中的O2反应产生羟基自由基(·OH),反应过程如下[9,27]:
Deng等[27]将纳米零价铁(nZVI)作为芬顿反应的催化剂,研究其对磺胺二甲嘧啶(SMT)废水的去除效果,SMT的去除率达到74.04%,但研究发现,nZVI回收利用率较低,在第二和第三次重复利用实验中,SMT的去除率只有53.28%和38.02%。兰明等[28]利用零价铁芬顿技术处理聚乙烯醇(PVA)废水,PVA的去除率为99.9%,COD去除率为23.6%,可生化性由0.12提高至0.34,取得了较好的处理效果。
零价铁芬顿氧化技术在一定程度上克服传统芬顿的缺点,减少了铁泥的生成,拓宽了反应的pH值适用范围;但目前还处于实验室研究阶段,尚未在工业中广泛应用。
2.5 微波芬顿氧化技术
微波不但可以促使H2O2分解产生,还可以诱导难降解有机物产生“热点”,使其活化能降低,从而加快污染物的降解[3,9]。微波芬顿氧化法处理水中污染物的方式主要有两种:一种是直接法,即直接用微波辐射;另一种是间接法,先用活性炭吸附污染物,然后将其置于微波场中辐射使污染物降解[2]。
李硕等[29]利用微波芬顿氧化技术降解水中的双酚A(BPA), BPA去除率达到99.67%,矿化度达到53%,并且证明了微波不但减少了H2O2和Fe2+的投加量,还提高了双氧水的利用率,缩短了反应时间,而且在反应pH值=6的条件下仍然保证很高的降解效率,减少了后续铁泥的生成量。Xu等[30]利用微波辅助,活性炭负载水铁矿为催化剂的芬顿氧化工艺处理甲基橙废水,甲基橙的降解率达到99.1%,催化剂可以多次利用,在重复利用10次后仍具有97.8%的降解率。
3 结束语
芬顿氧化技术具有反应迅速,条件温和,试剂易获取等优点,已经成为一种环境友好型氧化技术,但是在实际应用过程中存在试剂利用率不高,反应pH值范围小,易产生铁泥等二次污染等问题。本文列举几种新型芬顿氧化技术,弥补了传统芬顿法反应条件要求苛刻、化学试剂投加量大等缺点,显著提高对废水中难降解有机物的处理效果,具有良好的发展前景。但是目前对于芬顿及新型芬顿氧化技术的反应机理的研究还不够深入,今后的研究工作应重点关注反应中间体的识别和污染物的降解路径,全面地把握反应过程中的影响因素;另一方面,大部分研究还处于实验室阶段,因此还需要更多的实践研究,从而为大规模工业化的应用提供理论支持。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
城市道桥与防洪(2022年5期)2022-06-25
现代矿业(2022年3期)2022-04-09
中国煤炭(2020年2期)2020-01-21
制造技术与机床(2019年9期)2019-09-10
中国化肥信息(2019年6期)2019-01-19
消费导刊(2017年24期)2018-01-31
中国资源综合利用(2017年2期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22
中国资源综合利用(2016年11期)2016-01-22