
镁合金管材包覆挤压界面特性研究
2019-04-20 11:26谭明权高峰刘赵铭
机械制造文摘·焊接分册 2019年6期
谭明 权高峰 刘赵铭


摘要: 采用5083铝合金和纯铜为包覆材料,AZ31镁合金为基体材料挤压出镁合金复合管材。当挤压比为23.0时,铝外包覆镁管界面与铜内包覆镁管界面均结合良好,镁铝界面结合强度大于镁铜界面结合强度。界面研究结果表明,铝包镁与铜包镁界面两侧元素均未发生明显远程扩散。镁铝双金属界面层主要是化学反应形成Al3Mg2,镁铜双金属界面层无化学反应产生, 属于固相扩散,元素扩散层较薄。
关键词: 镁合金管材;包覆挤压;界面特性;结合机理
中图分类号: TG 115.28
Study on the interface characteristics of magnesium alloy pipe cladding extrution
Tan Ming 1,2, Quan Gaofeng 3, Liu Zhaoming 2
(1.Yangzhou Chende Heavy Industries Co. ,Ltd. ,Yangzhou 225000,China; 2.Dalian Jiaotong University, Dalian 116021, China; 3.Southwest Jiaotong University, Chengdu 611756, China)
Abstract: In this paper, 5083 aluminum alloy and pure copper are used as cladding materials, AZ31 magnesium alloy is used as matrix material to extrude magnesium alloy composite pipe. When the extrusion ratio is 23.0, the interface between the aluminum clad magnesium tube and the copper clad magnesium tube is well bonded, and the bonding strength of the magnesium aluminum interface is greater than that of the magnesium copper interface. The results of interface study show that there is no significant remote diffusion of elements on both sides of the interface. The interface layer of magnesium and aluminum is mainly formed by chemical reaction of Al3Mg2, and there is no chemical reaction in the interface layer of magnesium and copper, which belongs to solid-phase diffusion, and element diffusion layer is thin.
Key words: magnesium alloy pipe; cladding extrution; interface characteristics; bonding mechanism
0 前言
镁合金作为最轻的金属结构工程材料,近年来逐渐成为研究的热点,并以其丰富的资源和潜在的应用优势,在航空航天、国防武器装备 、轨道交通等领域有着十分广泛的应用前景 [1-2]。目前,镁合金的应用主要以压铸件为主 [3],其力学性能远差于变形镁合金。但是变形镁合金研发相对落后,还远不能满足实际生产的需求等 [4-8]。另 外,由于镁的化学活性,镁合金耐蚀性能很差,这就严重阻碍了镁合金的广泛应用。
一般来讲,双金属复合加工方法有锻造、轧制、挤压、爆炸等。双金属间的复合机理主要有:再结晶理论、扩散理论、能量理论、金属键理论、薄膜理论等 [9]。目前,有关铝镁、铝铜包覆挤压的相关研究报道比较少,未有比较深入的研究。文中针对以上问题提出分别采用5083铝合金、纯铜这两种包覆材料与基体材料镁合金进行包覆挤压,制备出同时兼具镁合金与铝合金、铜性能优势的层状复合材料,并研究包覆材料5083铝合金、铜和基体材料镁合金与之间的界面结合问题,对于进一步了解铝镁、铜镁之间的复合机理具有十分重要的科学意义。通过铝、铜包覆材料来提高镁合金抗腐蚀能力,为铝镁及铜镁的复合产品实际应用提供理论和试验基础,可拓宽镁合金的应用领域,具有重要的现实意义。
1 试验材料与方法
1.1 试验材料
试验采用的包覆材料为厚3 mm的5083铝薄板和厚度2 mm的纯铜板。基材AZ31镁合金铸锭规格为125 mm×200 mm。3种材料的化学成分见表1。
1.2 试验过程
该试验采用LSL-72链式电阻加热炉和800 t 卧式挤压机。5083铝合金外包覆AZ31镁合金的挤压试验在挤压温度为380 ℃、挤压速率为30 mm/min的条件下进行,挤压比分别为8.4,23.0,49.8,纯铜内包覆AZ31镁合金的挤压试验在挤压温度为380 ℃、挤压速率为30 mm/min、擠压比为23.0的条件下进行,包覆挤压结束后,分别采用扫描电镜、能谱分析、显微硬度计和电子剥离试验机等仪器对两种包覆挤压管材进行双金属界面的成分组成、成分分布、界面硬度和界面结合强度的分析检测。
2 试验结果与分析
2.1 包覆挤压管材宏观形貌
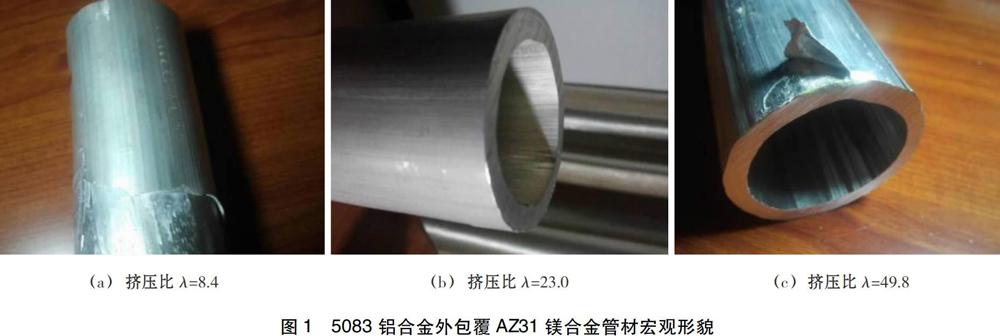
图1为不同挤压比条件下的5083铝合金外包覆AZ31镁合金挤压管材实物照片。当挤压比为8.4时,铝合金包覆镁合金的包覆未能良好的结合,可明显看出出现“起皮”现象;当挤压比为23.0时,挤压管材外表面情况良好,目视未见包覆不良的缺陷。当挤压比为49.8时,铝包覆层也出现“起皮”现象,但是与挤压比为8.4的管材外观相比,有较大改观。
当挤压比为23.0时纯铜内包覆AZ31镁合金挤压管材实物照片如图2所示,目视包覆情况良好。
2.2 铝镁界面形貌和成分分布
图3为挤压比23.0时铝镁界面的SEM扫描成分分布。由图3可知,5083铝合金外和AZ31镁合金之间处形成了宽度约为10 μm的界面层,这说明在包覆挤压过程中两种材料界面结合良好。
两种合金界面层的两侧与界面层相比,Al元素和Mg元素的含量存在明显的突变,由此可知,在包覆挤压的过程中,两种合金中主要合金元素的互相扩散不明显,扩散层较薄,结合Mg-Al二元相同可以判断出界面层主要是化学反应形成。图4为铝镁界面区域扫描成分分布情况。如图4b所示,界面层的化学组成为:Al元素含量为60.12%(原子分数),Mg元素含量为 39.88%(原子分数),由此可以判断出界面层为Al3Mg2。 说明在特定的挤压温度、挤压比和挤压时间下,两侧合金发生化学反应形成中间化合物,但是由于整个包覆挤压时间较短,所以两侧合金的主要元素未能发生明显远程扩散。
2.3 铜镁界面形貌及成分分布研究
图5是当挤压比为23.0时,铜镁界面的SEM扫描成分分布。由图5可知,纯铜与镁合金之间的界面层比较窄,但是两种材料界面结合情况良好。
如图5所示,两种合金界面层的两侧与界面层相比,Cu元素和Mg元素的百分含量存在明显的突变。由此可知,在包覆挤压的过程中,纯铜和镁合金的主要元素互相扩散不明显且扩散层较薄。结合Mg-Cu二元相图可以判断出,界面层是由固相扩散形成。两种金属在挤压过程中产生相对运动和相互挤压,在热挤压充型阶段结束后,在相互挤压的情况下产生剧烈的摩擦,形成图中所示界面。图6为铜镁界面区域成分分布情况。对界面层进行区域能谱扫描可知(图6b),界面化学组成为:Mg元素含量为76.54%(原子分数),Cu元素含量为23.46%(原子分数),说明在特定的挤压温度、挤压比和挤压时间的条件下,纯铜与镁合金中的主要合金元素未能互相扩散进入对方基体,即未发生明显的远程扩散。
2.4 铝镁及铜镁界面性能
2.4.1 基体及界面的显微硬度
由表2可知,AZ31镁合金基体和5083铝合金的显微硬度随着挤压比的增大而增加。这是因为试验温度下,随着挤压比的增大,动态再结晶的软化效果不能抵消金属变形所产生的加工硬化。整体来讲,铝镁和铜镁两种包覆界面处的显微硬度一般低于两侧金属。
2.4.2 界面剥离强度
界面剥离强度是判定包覆界面结合效果最重要的依据之一。如表3所示,随着挤压比的增大,铝镁界面结合强度先增大后减小,这是因为随着挤压比的增大,两种合金的外力作用下相互挤压摩擦,导致内部新鲜金属接触并且相互结合。但是随着挤压比的进一步增大,过分的摩擦可能导致已经相互结合的部位发生相对运动,造成一定程度的剥离,进而削弱了界面结合强度。当挤压比为23.0时,铝镁界面结合强度大于铜镁界面结合强度。
3 结论
(1)在挤压温度为380 ℃、挤压速率为30 mm/min的条件下,可以得到5083铝合金外包覆AZ31镁合金管材。当挤压比为23.0时,包覆情况良好,挤压比过大或过小时界面都有不良结合情况产生。纯铜内包覆AZ31镁合金管材在挤压比为23.0时,包覆情况良好。
(2)铝镁界面层主要是化学反应形成,界面层为Al3Mg2。铜镁界面扩散层较薄,属于固相扩散。在挤压温度为380 ℃、挤压速度为30 mm/min的条件下,铝镁与铜镁界面两侧元素均未发生明显远程扩散。
(3)铝镁界面与铜镁界面硬度均低于两侧基体硬度,AZ31镁合金基体和5083铝合金显微硬度随着挤压比的增大而增大;铝镁界面结合强度随着挤压比的增大先增大后减小,当挤压比为23.0时,铝镁合金界面结合程度较好,且铝镁界面结合强度大于铜镁界面结合强度。 [HT5H]参考文献
[1] Diem W. Magnesium indiifferent application[J]. Auto Technology,2001, 1(1): 40-41.
[2] 陈振华, 严红革, 陈吉华,等.镁合金[M].北京:化学出版社,2004.
[3] 曾荣昌,柯伟,徐永波,等.Mg合金的最新进展及应用前景[J].金属学报,2001,37(7):673-685.
[4] 王渠东,丁文江.轿车用阻燃镁合金的研制[J].材料导报,2000,14(S):53-56.
[5] Mordike B L. Magnesium andmagnesium alloys[J]. Japan Inst.of Light Metals, 2001, 51(1): 2-13.
[6] Eliezer D. Magnesiumscience, technology and applications [J]. Advanced Performance Materials, 1998, 5(3):201-212.
[7] Luo A, Pekguleryuz M O.Cast magnesium alloys for elevated temperature applications[J]. Journal of Materials Science, 1994, 29(20): 5259-527l.
[8] Kojima Y, Aizawa T, Kamado S. Platform science and technology for advanced magnesium alloys[J]. Materials Science Forum, 2000, 350-351: 3-18.
[9] Bay N. Cold welding part 1: Characteristics,bonding mechanisms,bond strength [J].Metal Construction,1986,18(6):369-372.
收稿日期: 2019-09-25
譚明简介: 1985年出生,硕士,工程师;主要从事金属材料加工和热处理研究;tanmingnc@163.com。
