
ICP-OES法测定炭黑原料油中的钾和钠
2019-04-15 09:44:28段毅平
山西化工 2019年6期
段毅平
(山西省工业标准化研究院,山西 太原 030032)
炭黑是现代国民经济中不可缺少的重要产品之一,目前全世界的炭黑年产量已高达400余万t,绝大部分用于橡胶工业,其余则用于油墨、涂料及国民经济的其他行业中。炭黑是多个原子团聚在一起形成链枝状的聚集体,结构非常复杂。炭黑结构是炭黑的重要特性之一,结构高低直接影响混炼胶料的加工性能、硫化胶的机械性能和导电性。通常用DBP(邻苯二甲酸二丁酯)吸收值来表示炭黑结构的高低。结构越高,吸收值越高;反之,结构越低,吸收值越低。工艺上主要用碱金属盐(碳酸钾)来控制DBP的高低,生产中加入添加剂的量和原料油(蒽油和煤焦油)本身含有的钾、钠含量的总量是一定的。原料油由于生产工艺的原因,一定程度上都含有钾、钠离子。对于高结构产品来说,如果原料油中本身就含有大量的碱金属离子,生产中加入添加剂的剂量相对较少,产品可控性变差,产品质量波动加大,将很难生产出合格产品。因此,生产高结构炭黑产品必须对原料油中钾、钠含量进行检测和控制[1],将含有不同比例钾、钠的原料油分类贮存,以用于不同的生产目的。
目前,测定炭黑原料油中钾、钠含量主要采用火焰光度法[2]和原子吸收分光光度计法[3]。这两种方法都存在一定的电离干扰[4-6]。ICP-OES法可以同时测定炭黑原料油中钾、钠含量,灵敏度高,基体效应低,标准曲线线性范围宽,具有良好的精密度和重复性。
1 实验部分
1.1 仪器与试剂
利曼Prodigy7等离子发射光谱仪;酸化器;TM-0912陶瓷纤维马弗炉(最高温度1 200 ℃);电热板;石英蒸发皿(90 mm);石英容量瓶(100 mL);梅特勒ME104电子天平;美诚超纯水器。
钾、钠、锰标准储备液(1 000 mg/L,有证标物)。
1.2 样品处理
称取已混合均匀的样品10 g(称准至0.1 mg),置于石英蒸发皿中,于电热板上低温加热,待油气出现时,用无灰滤纸点火,并降低电热板温度,使样品缓慢燃烧,待燃烧即将停止时,再逐渐提高电热板温度,继续碳化至不冒烟为止,然后移入马弗炉内于800 ℃下恒温灼烧2 h,待高温炉温度降到200 ℃以下时取出石英蒸发皿,冷却后加入5 mL盐酸溶液,在电热板上加热溶解灰分,并将酸液蒸发到1 mL左右后转移到100 mL石英容量瓶中,用2%硝酸稀释至刻度,摇匀。
1.3 测定条件
仪器点火稳定后,用质量浓度为50 mg/mL的锰标准溶液进行光源位置校准,通过自动寻峰,波长校准,确定被测元素最佳曝光位置,优化仪器参数。
1.4 绘制工作曲线
分别移取1.1中钾、钠母液5.00 mL于100 mL石英容量瓶中,用2%的硝酸稀释至100 mL,备用。此溶液质量浓度为50 μg/mL。按第40页表1体积移取该溶液,用2%的硝酸稀释至100 mL,进行工作曲线测定。

表1 K、Na标准系列溶液质量浓度
2 结果及讨论
2.1 样品前处理优化
1) 样品处理和配制标样所用器皿和稀释溶液均不应含有K、Na元素,普通玻璃器皿含有K、Na元素,故采用石英蒸发皿和容量瓶,为了保证测定结果稳定,所采用的试剂盐酸、硝酸均为优级纯,并经酸化处理。
2) K、Na标准曲线(见图1)
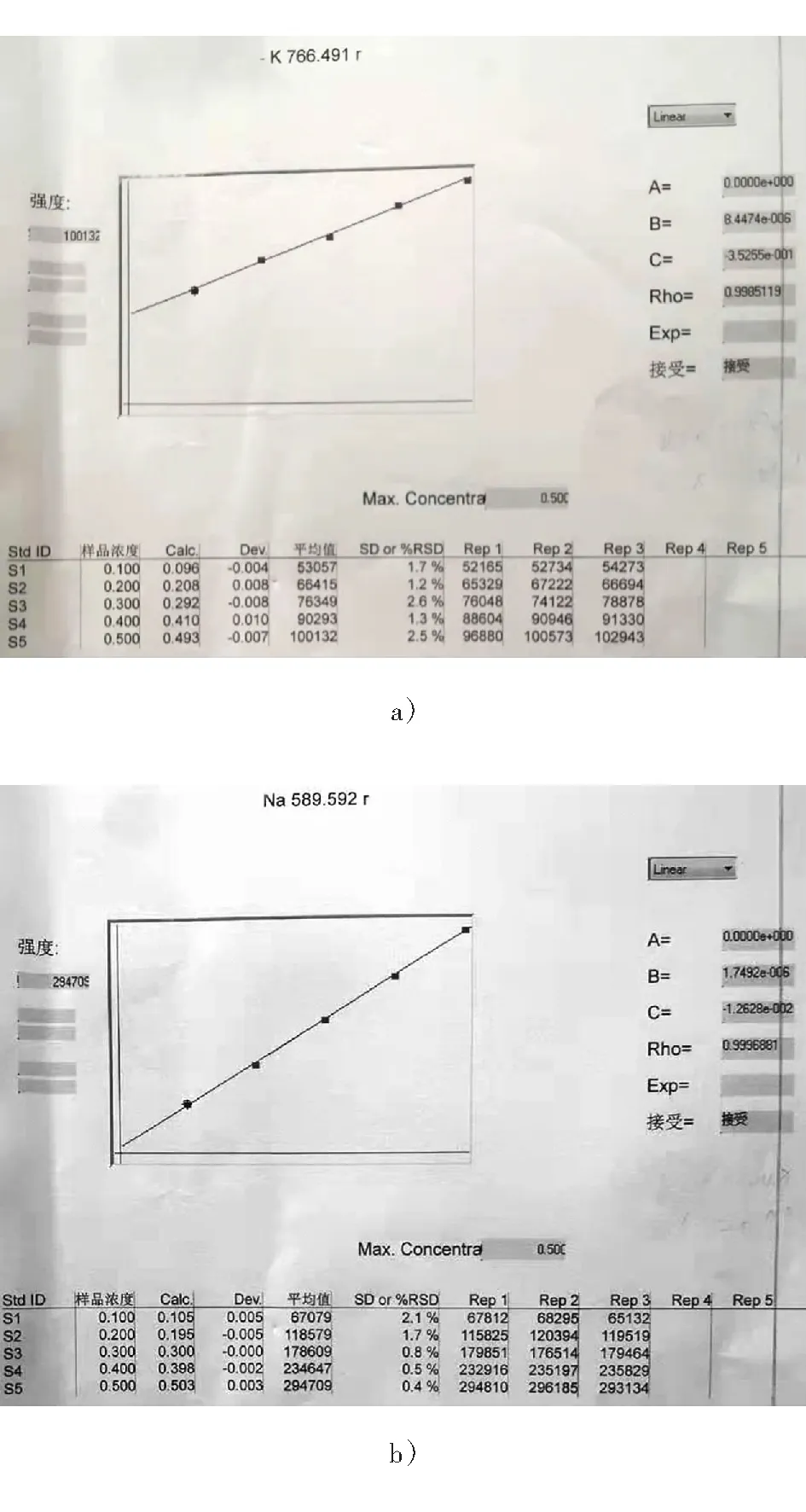
图1 K、Na标准曲线
3) 加标回收实验
加标回收实验结果见表2。

表2 加标回收实验结果
2.2 方法优势
测定钾、钠通常根据含量高低分别采用火焰光度法和原子吸收分光光度计法,火焰光度法适合于含K、Na量较高的样品的测定,原子吸收分光光度计测K、Na基体干扰大,且二者互相影响,只能分别测定。另外,由于来源不同,炭黑原料油中K、Na含量波动较大,对于含量较低的样品,原子吸收分光光度计就显得无计可施。ICP-OES测定炭黑原料油中K、Na含量,测定范围宽,基体干扰少,而且可以同时测定其中其他金属元素,准确快速。
3 结语
加标回收实验和线性方程、相关系数及样品的测定结果表明,本方法快速可行,能准确测定炭黑原料油中K、Na含量,对于大批量样品的测试优势尤其明显。
猜你喜欢
水利科学与寒区工程(2024年2期)2024-03-28 03:07:32
伴侣(2023年2期)2023-03-07 01:28:48
中国医疗器械信息(2022年6期)2022-04-15 03:36:54
黑龙江水利科技(2021年8期)2021-09-03 12:17:56
科学技术创新(2020年33期)2020-11-27 03:24:26
水利技术监督(2020年4期)2020-07-16 03:12:36
中国住宅设施(2017年6期)2018-03-07 17:54:17
中国有色冶金(2018年5期)2018-01-31 09:38:58
中国农村水利水电(2017年4期)2017-03-21 03:21:21
湖南大学学报·自然科学版(2016年5期)2016-06-07 09:25:14
