
关于固体车间现场标识管理的思考
2019-04-15 13:47:50许文明
商品与质量 2019年36期
许文明
重庆海默尼制药有限责任公司 重庆 400700
标识管理是制药企业现场管理的重要方面。生产现场作为各种标识的汇聚地,会涉及到的各种标识。标识可理解为一种指示性管理语言,对保证生产过程在受控状态下顺畅运行、防止混淆,实现产品质量可追溯性,具有重要作用。车间现场的标识涉及面广、琐碎繁杂,往往难于做好。尤其是状态标识,因其频繁变换的特性,操作者需时刻关注并认真完成更换。一旦出现疏漏,便会产生药品质量问题,严重时还会导致批量废品。本文从生产车间现场质量管理的角度出发,对该车间现场涉及到的标识管理问题进行分析归纳总结,探讨行之有效的标识管理途径,以确保生产现场的标识直观、醒目,能够以快捷有效的方式传递信息,消除各种差错隐患[1]。
1 标识管理
标识管理体现了精细化管理的理念,具有以下特点:①设计理念:标识设计依据工作性质、工作流程及易发生差错环节的需求,充分体现科学性、实用性、艺术性,要求字样规范、大小统一、放置醒目、样式美观,且制作简单、成本低、使用方便。②制作类型:标示牌、指示牌、箭头符号、警示语、醒目标签、温馨用语、上墙制度、白板等③作用:优化工作环境;提高管理水平和工作效率;方便资产管理;减少质量安全隐患,使各项工作繁而不乱、井然有序。④必要性:以视觉感知信息组织现场生产活动,让每一位工作人员一目了然,从而容易明白、易于遵守,员工自主性地完全理解、接受、执行,利于管理。某些关键部位的操作提示、注意事项提示也能使整个中心的管理更公开、统一、透明、简单[2]。
2 车间现场标识管理现状
2.1 标识分类
(1)厂房设施区域状态标识。①能准确、清楚地显示某物品、区域、房间所具有的相关信息标志;②包括物品或房间、区域名称、规格、数量、所处状态(如清洁状态、性能状态、质量状态、使用状态)等。
(2)物料及产品状态标识:①合格、待验、不合格和冻结等状态标识;②物料信息标识:如库房WMS系统物料标识;③质量状态标识:如放行、不合格等状态标识;④使用过程的状态标识:如已脱包物料状态标识、已称量物料状态标识、物料退库标识卡等;
(3)设备状态标识。能准确、清楚地显示设备的相关信息标识。包括设备名称、型号、编号、所处状态(如清洁状态、性能状态、使用状态)等。
2.2 各功能间悬挂状态标识数量统计
功能间悬挂状态标识情况:①正在生产时悬挂的状态标识有:房间正在生产标识、设备状态标识和正在运行标识;②全天生产结束时,悬挂的状态标识有:清场合格证、待生产、设备状态标识、设备/容器已清洁状态标识、待运行状态标识;③更换状态标识的流程如下:取下标识——用水清洗(或抹布擦干净)——填写标识——悬挂到特定位置;平均以更换完成每张状态标识的时间为1.5min进行统计。具体情况见表1:
由表1可以直观的看出:①各个不同的功能间,悬挂状态标识的数量最少为3张,最多为36张。②更换状态标识的时间(以最长时间计)最短需要4.5min,最长需要54min,20min以上的共有9处,其中45min以上的有2处;
2.3 车间标识管理存在的困难
根据车间的实际情况,标识管理存在如下问题:
①数量多;②种类多;③悬挂不方便操作;④没有固定悬挂状态标识的位置;⑤更换标识时间长;⑥书写工作量大;⑦标识不清晰可读;⑧其他:状态标识没有更换,没有悬挂的情况或者填写错误的情况。
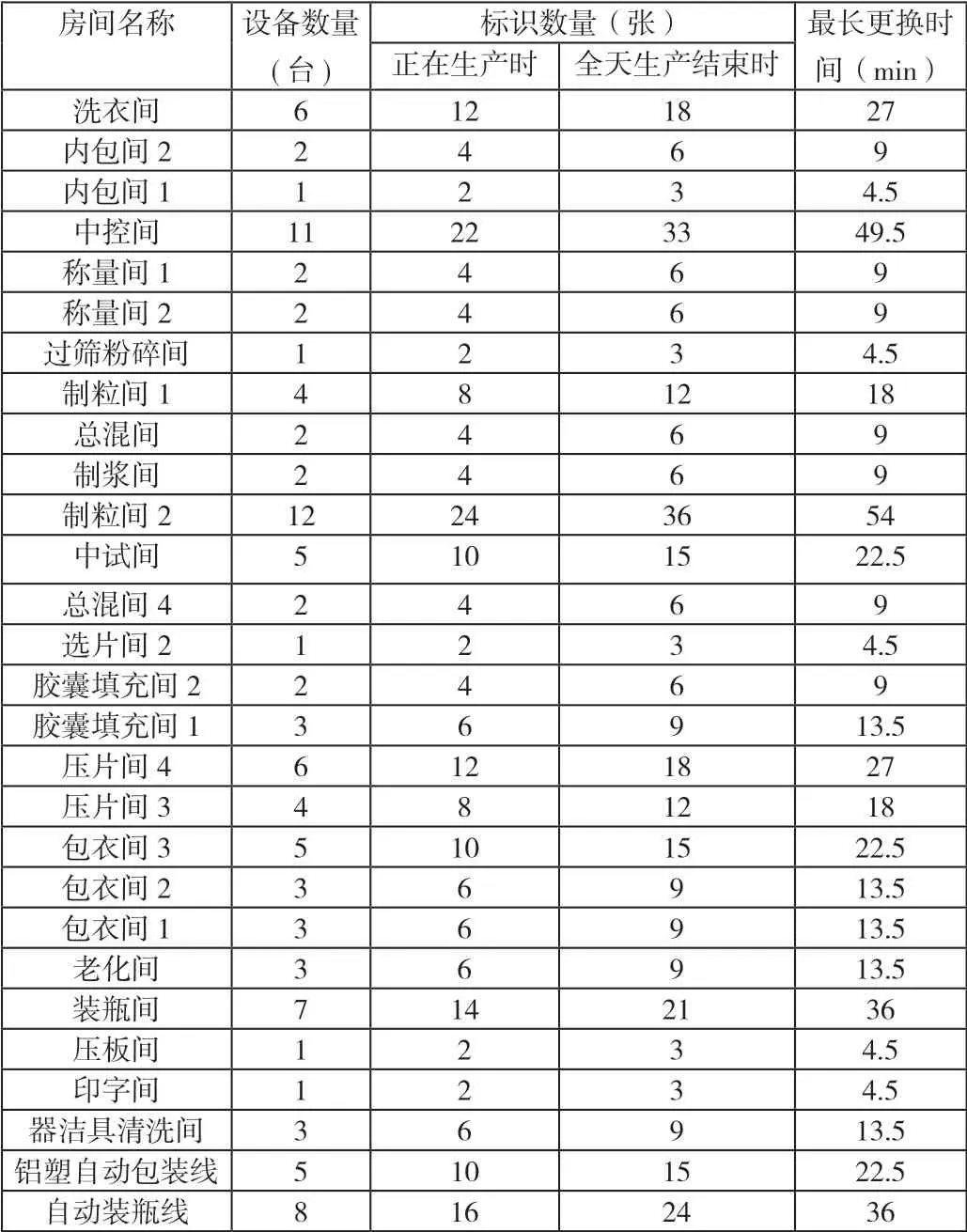
表1 车间状态标识使用数量和填写时间统计表
2.4 精细化管理方法探讨
结合GMP法规和标识管理的特点,在保证产品质量、优化状态标识管理的宗旨下,针对以上车间标识管理的现状,可采用如下方案进行优化和改进:①房间为单位整合状态标识。对于需要重复填写的状态标识,以房间为单位,将所有固定在该房间的设备共同列在一个状态标识上。②分类整合状态标识。对于同一个房间里面,需要重复填写信息的状态标识卡,以整套设备为一个单位,制作成一张状态标识卡。③采用信息技术。可将设备的所有标识类型集中在一个标识上面,通过选转选择的方式,直接粘贴在设备上面。
3 总结与讨论
标识管理体现了车间管理需要精和细。本文从质量管理的角度,对固体车间标识管理的现状作了一些梳理,提出了一些改进的建议,有利于实现生产过程在受控状态下运行,减少人工书写工作量,从而提高工作效率,减少偏差发生率。具体各个车间可以根据自己的实际情况进行改进[3]。
猜你喜欢
疯狂英语·新读写(2022年5期)2022-04-29 02:31:34
智能制造(2021年4期)2021-11-04 08:54:28
小太阳画报(2020年10期)2020-10-30 01:57:15
小学生作文(低年级适用)(2019年5期)2019-07-26 00:45:10
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
读友·少年文学(清雅版)(2018年12期)2018-04-04 05:16:40
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
中国老区建设(2016年12期)2017-01-15 13:54:08
娃娃乐园·3-7岁综合智能(2016年4期)2016-10-24 02:46:18
学苑创造·A版(2016年6期)2016-06-20 17:10:48
