液中放电沉积技术研究进展
2019-03-25 15:18赵轩均何星顾晓辉
有色金属材料与工程 2019年5期
关键词:形成机制
赵轩均 何星 顾晓辉
摘要:液中放电沉积是一种新型的表面改性技术,起源于电火花加工技术,可在金属表面制备出具有高硬度、高耐磨性以及高结合力等优良性能的沉积层。此外,该技术不污染环境,有望替代部分常用但具有污染性的表面改性技术。液申放电沉积技术的核心內容为沉积层形成机制、工具电极材料以及介电流体成分。简单介绍了液中放电沉积技术的特点,重点阐述了沉积层的形成机制以及缺陷优化工艺,并从工具电极材料、介电流体成分和实际生产应用三个方面总结了液中放电沉积技术的国内外研究进展,展望了该技术的发展方向。
关键词:液中放电沉积;形成机制;工具电极;介电流体;优化工艺
中图分类号:TG 174.44文献标志码:A
制造行业为追求更高的生产效率,对机械零件的使用性能要求越来越高。常见的使用性能如耐磨性、耐疲劳和耐腐蚀性能等都与机械零件的表层性能直接相关。为了提高机械零件的性能,对其进行表面改性处理是一种必不可少的措施。
表面改性是指采用某种工艺手段使材料表面获得与基体材料的组织结构和性能不同的一种技术。常用的表面改性技术有渗碳(或渗氮)、喷丸、激光处理、离子注入、表面涂层、阳极氧化、化学气相沉积、物理气相沉积等,这些表面改性技术可以显著地提高材料的表层性能,从而达到提高使用寿命和降低成本的目的。但以上技术均存在一定的缺点,例如加工环境要求苛刻、加工成本高、操作复杂等,在这种背景下,液中放电沉积技术开始被用于材料表面改性。
1概述
电火花加工技术是一种利用电能和热能进行材料蚀除从而达到加工目的的机械加工工艺,主要的应用方向为难切削材料和复杂零件的加工等。近年来,电火花加工的应用领域进一步扩大,逐渐从材料成型转向表面改性,液中放电沉积便是其中最有代表性的一种技术。液中放电沉积作为一种新兴的表面改性技术,主要由传统的电火花加工设备、特制的工具电极以及介电流体构成。该技术依靠高性能工具电极材料或悬浮在介电流体中的强化材料在工件表面制造沉积层,从而增强工件表面的各项性能,最终达到延长零件使用寿命的目的。
1.1 起源
20世纪80年代,毛利尚武等用硅电极对不锈钢表面进行大面积的电火花镜面加工,经测试后发现不锈钢的表面渗入了质量分数为16%的非晶态Si沉积层,沉积层与不锈钢的结合强度很高,且沉积层在王水中呈现出很强的耐腐蚀性能,该学者根据这一现象萌发了利用电火花加工技术对材料进行表面改性的想法。
1.2 工作机制
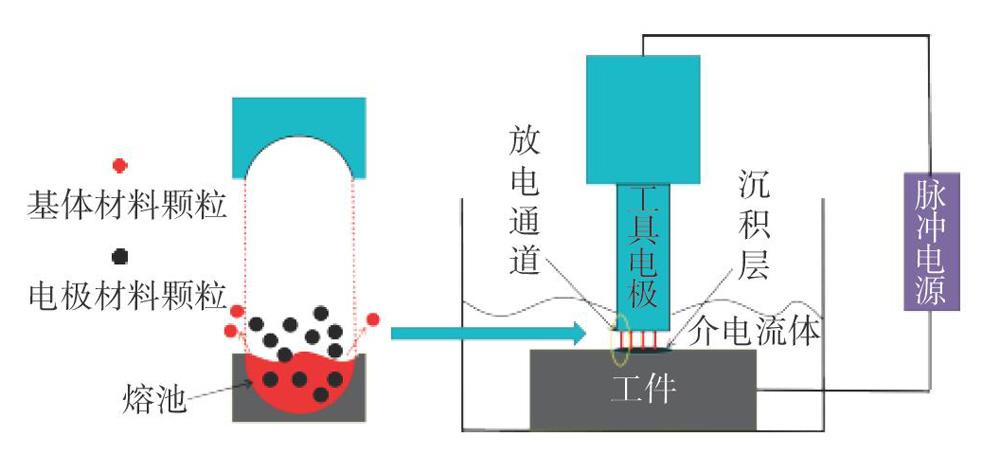
液中放电沉积技术的工作机制示意图如图1所示,脉冲电源在工具电极和工件之间施加电压产生电场,电场在工具电极和工件之间生成自由电子,自由电子不断撞击加工间隙中的中性物质产生更多的电子,这些自由电子持续不断地相互撞击,进一步使原子电离直至击穿介电流体建立放电通道。各种粒子在相互撞击时会产生大量热能,通道内的介电流体被高温气化,热能通过放电通道传递至工具电极和工件表面,放电通道接触的工件材料因过热而形成熔池,此时的熔池因放电通道产生的高压不会出现沸腾现象,工具电极材料熔化拋离进入放电通道,放电通道中的电极材料在压力的作用下进人工件表面的熔池。通道的压力和温度在放电结束时快速下降,熔池中的材料开始凝固。熔池因通道压力的下降开始沸腾,排出其中未重凝的材料,余下的相互凝固的工具电极和工件材料则会沉积在工件表面。
1.3 特点
液中放电沉积技术不但可以和激光处理、离子注入、阳极氧化等传统表面改性技术一样大幅度地提升零件的表层性能,还有其他表面改性技术不具备的特点:
(1)设备简单,只需普通的电火花成型机即可加工;
(2)可在空气中加工;
(3)工件加工要求低,不需要进行复杂的前处理;
(4)结合强度高,沉积层与工件的结合方式为元素相互扩散的冶金结合;
(5)环保性好,放电加工前后不会对环境造成污染。
2 国内外研究进程
液中放电沉积技术主要构成为电火花加工机床、工具电极和介电流体,工具电极和介电流体成分在加工过程中起着至关重要的作用,根据不同的研究目的选择合适的工具电极和介电流体成为了主要的研究内容。
2.1 工具电极研究进展
工具电极作为液中放电沉积技术的重要组成部分之一,直接影响沉积层的力学、物理和化学性能。工具电极采用的材料通常具有高耐磨、高硬度以及高耐腐蚀等特点。电极材料还应具备热导率较低这一特性,较低的热导率可以降低加工过程中热量的散失,加快电极表层材料的脱落。因此,金属基和碳化物基材料成为了液中放电沉积工具电极材料的首选,下文将根据工具电极不同的应用方向进行详细介绍。
2.1.1金属基电极
高熔点金属在高温下会与C进行化学反应,生成性能优异的碳化物材料,Zr和Ti便是其中最有代表性的金属。吴锋等以纯Zr为工具电极,通过液中放电沉积技术在45钢上制备出了主要物相为ZrC的沉积层,经测试发现其耐磨性能比未加工表面的提高了6倍。方宇等用冷压成型的方法制备出了Ti生坯电极,而后在金属基体表面放电沉积了厚度为25μm、硬度高于基体5倍以上的TiC沉积层,在相同的磨损试验条件下,表面磨損质量是未处理表面的1/7左右。
含Cr涂层是耐磨性最高的涂层之一,但其制备比较困难。Tsai等采用含树脂的Cu粉与Cr粉经低温热压制成CuCr复合电极,液中放电沉积过程中电极所含的Cr元素转移至工件表面,极大的增加了工件表面的耐蚀性。曾招余波等以铬/石墨半烧结体电极为工具电极,同样以液中放电沉积的方式在碳钢表面制备出主要物相为Cr7C3的耐磨沉积层,对沉积层进行分析发现,沉积层与基体的结合方式为冶金结合且结合力达到了83.5N,摩擦因数为0.12左右,表现出了良好的减摩耐磨特性。
Li等为了探究沉积层的高温氧化行为,在传统的Ti电极中加入质量分数为30%的A1粉,采用烧结的方法制备出Ti-A1合金半烧结电极,在航空煤油中对45钢进行表面改性,成功制备出了以(tI,A1)C为主要物相的沉积层。沉积层通过600℃高温氧化测试发现,高温下相组成会转变为TiO,和Al4C3,但由于具有致密的结构,可以抑制氧的进一步扩散进而保护基体。沉积层在相同的参数下与45钢进行对比试验,结果显示45钢在快速氧化阶段和缓慢氧化阶段的氧化速率都较快。
2.1.2碳化物基电极
由于碳化物在加工过程中不会因C缺乏导致沉积层性能降低而成为了目前液中放电沉积技术中应用最广泛的工具电极材料。碳化物材料导电性在未烧结的状态下一般较差,因此碳化物工具电极材料常以热压烧结和添加软金属的方法进行制备。
Patowari等以WC粉和Cu粉为原材料采用热压烧结的方式成型,利用Cu粉来增加工具电极粉末间的结合力以及整体导电性。试验的测试结果显示不同压力成型的工具电极在加工过程中电极材料的转移率随着压力的上升而提高,同时沉积层的表面粗糙度和厚度随着峰值电流的增加而增加,沉积层的硬度则高达10.80-13.24GPa。
伯明翰大学Simao等在研究轧辊表面强化技术时,分别采用生坯和烧结的TiC/WC/Co电极和WC/Co电极,将这些电极材料沉积至试验用轧辊表面。轧辊寿命和性能的测试结果显示,在相同的电参数下碳化物基电极所制备的沉积层表面形貌与普通铜或石墨电极制备的涂层表面形貌相似,贺氏硬度高达950,比普通电极加工后再进行热处理的常规生产轧辊贺氏硬度高达150。轧制/剥离纹理转移数据表明,TiC/WC/Co纹理轧辊的表面粗糙度和1cm内粗糙度峰值数转移率始终较高,表明轧辊磨损较小。
Cheng等为了研究稀土氧化镧对于耐磨损性能的影响,将La2O3添加入TiC4基电极材料中,采用液中放电沉积的方式在45钢的表面制备出含有La2O3的TiC4沉积层,耐磨损性能测试结果显示,当La2O3的质量分数为0.5%时,沉积层的耐磨损性能达到了普通沉积层的3倍,平均摩擦系数降低了10%。TiC4基电极中的La2O3质量分数超过0.5%时沉积层的耐磨损性能会迅速的下降,说明只有适当含量的La2O3才能极大地提高沉积层的耐磨损性能。
2.2 介电流体的研究进展
介电流体对于液中放电沉积技术有如下3个作用:
(1)介电流体具有一定的介电作用,有助于产生脉冲式的火花放电,且介电性能越好,加工间隙越窄,加工的精度越高;
(2)介电流体处于流动状态,可以带走加工过程中产生的电蚀产物,防止电路短路;
(3)介电流体可以迅速降低放电结束后通道的温度,加快恢复极间介电性能,同时冷却工具电极和工件以准备下一次加工。
介电流体的正确选择对于液中放电沉积过程有着至关重要的作用。液中放电沉积技术中最常用的介电流体为煤油,除此之外还有一些针对不同研究目的而配置的特殊介电流体。
2.2.1煤油
煤油中富含C元素,液中放电沉积的过程中C元素可以与某些单元素电极进行反应生成性能更优异的沉积材料,同时具有很高的介电强度,可提高沉积层加工精度。
揭晓华等以Ti粉热压烧结电极为工具电极,煤油为介电流体,成功地在45钢表面制备出了平均硬度为1800的TiC沉积层,研究表明液中放电沉积过程中45钢表面会形成许多微熔池,熔池中Ti与煤油中高温裂解出的C发生化学反应生成TiC。
2.2.2其他介电流体
部分学者在液中放电沉积设备中添加特殊的自制介电流体来达到研究目的。
Algodi等通过试验发现在介电流体中添加Ti粉可以增加放电间隙和降低放电功率密度,在略微降低沉积层硬度的基础上减少沉积层的缺陷密度。
Zeng等为了在常温常压下简便的制备出具有高硬度、良好摩擦学性能、热稳定性高和耐腐蚀好等性能的TiCN沉积层,以熔炼而成的Ti棒为工具电极,采用的介电流体由900mL乙醇胺、100mL的去离子水以及17.5g氯化钾(增加流动性)组成,成功地在碳钢表面制备出了硬度达1780且磨损性较好的TiCN涂层。
2.3 沉积层优化工艺
液中放电沉积技术中工具电极材料和工件材料的热膨胀系数相差较大,电参数的设计稍不合理就极易导致沉积层单位面积下缺陷密度较大,这是液中放电沉积技术中无法完全解决的一个问题。
Murray等为了解决沉积层缺陷过多的问题,利用Si固体电极对TiC沉积层进行二次加工,得到了缺陷远远少于TiC沉积层的TiC/Si复合沉积层。通过对试验结果进行分析得出如下结论,常用的工具电极通常采用TiC和WC等密度较大且熔点较高的材料,介电流体在加工过程中提供的浮力不足以支撑进入其中的颗粒,因此颗粒会聚集在加工间隙的下部,导致加工间隙较窄,同时工具电极材料和工件材料的熔点相差较大,当放电阶段结束时,通道中的温度和压力降低,此时因加工间隙较窄导致较晚凝固的材料(一般为工件材料)会瞬间被抛离出熔池。工件材料为构成熔池的主要成分,因此最终形成的沉积层会存在许多的裂纹和孔隙。类似于Si熔点较低同时密度较小的材料,加工中介电流体提供的浮力可以支撑这些电极材料颗粒,使颗粒均匀地分布在加工间隙之间,提高了介电击穿强度,增加了间隙宽度。当放电结束后,较宽的加工间隙使得熔池中材料排出现象并不会太剧烈,从而改善了沉积层的质量,同时低熔点的Si等材料会因凝固滞后导致大部分从熔池中排出,不会大范围的改变沉积层主要构成。
二次电极加工优化工艺的提出加速了液中放电沉积技术的进步,可以应用在某些对涂层质量要求较高的行业中。
2.4 实际应用概述
任何一种实用的制造技术最终都要体现在工艺上,工艺方法的不断完善与实用化体现了该技术的生命力与存在价值。金属材料可以通过液中放电沉积的方式在表面形成一层性能优异的沉积层以提高其表面性能,但大部分研究内容还停留在测试沉积层的各项指标方面,因此部分学者为了证实此技术在应用中的实际效果进行了相关试验。
方宇等采用液中放电沉积的方式在麻花钻头的表面制备了TiC沉积层,将之与普通的麻花钻头进行相同的车削试验,在这2个钻头进行相同的车削距离后对它们的后刀面进行损耗量对比,发现当钻孔数为100时,TiC沉积层提高了麻花钻1倍以上的寿命。
Ueno等对比了传统镀Cr轧辊和TiC层轧辊在轧制2.5km钢材后的表面形貌,微观图显示,镀Cr层的表面纹理被磨去了一部分而TiC层的表面纹理基本维持在原形貌。这一现象说明液中放电沉积TiC层在轧辊领域存在替代目前应用最广泛的镀Cr层的可能性。
Wu等利用TiC烧结电极在车床刀具表面液中放电沉积出硬度高达2200GPa的TiC沉積层,除此之外,通过物理气相沉积法在刀具表面制备出WC层和TiN层,对比这3种沉积层发现TiC涂层的使用寿命最长。
液中放电沉积技术在实际生产中有着十分巨大的发展潜力。
3展望
液中放电沉积技术的出现给表面改性技术的发展提供了一个新的方向,但目前还有两个亟待解决的问题:
(1)液中放电沉积过程中产生放电通道的位置是随机的,因此工件表面可能存在未被涂层覆盖或者涂层厚度较薄的现象。
(2)沉积层由于常用的工具电极材料和工件材料之间热膨胀差异较大会导致缺陷的生成,目前消除缺陷的方法只有差异化电极二次加工,此方法会极大的降低生产效率,阻碍液中放电沉积技术的推广。
虽然液中放电沉积技术还存在着一些问题,但是该技术必将随着时代的进步在制造领域发挥更大的作用。
猜你喜欢
教育教学论坛(2017年7期)2017-03-07
山东青年(2016年12期)2017-03-02
商情(2016年49期)2017-03-01
商业经济研究(2016年23期)2017-01-10
现代商贸工业(2016年27期)2016-12-26
人间(2016年27期)2016-11-11
中国经贸(2016年16期)2016-10-27
金融理论探索(2015年4期)2016-09-19
江苏农业科学(2016年4期)2016-06-14
求知导刊(2016年3期)2016-04-21