地沟油脱色过程工艺优化
2019-03-22 01:38相玉琳焦玉荣王立鹏
榆林学院学报 2019年2期
相玉琳,焦玉荣,王立鹏
(榆林学院 化学与化工学院,陕西 榆林 719000)
地沟油实际上是一个泛指的概念,是人们在生活中对于各类废弃油脂的统称。其成分复杂,含有大量有毒物质,一些不法分子将地沟油勾兑于食用油中,严重扰乱社会秩序,危害人类健康。因此如何将其无害化利用已成为人们越来越关心的话题,而以目前的技术,无论是制备生物柴油还是生产洗衣粉、肥皂,都需要首先进行脱色处理[1]。这样不仅可以减少对环境的污染,同时也有利于实现地沟油的最佳利用,并且也可有效遏制地沟油流入食用油市场,对维护食品安全有着重要意义。
目前常用的脱色方法主要有吸附脱色、化学脱色、非化学脱色等[2-4]。其中吸附脱色法是依靠吸附剂选择性脱色来除去色素及其他杂质[4]。常用的吸附剂有活性白土、活性炭等;化学法脱色主要包括热化学脱色、氧化脱色、还原脱色等[5]。
本文在前期研究的基础上采用吸附与化学联合的方法对地沟油进行脱色处理。拟采用粉煤灰联合双氧水对地沟油进行脱色研究,考察双氧水以及粉煤灰用量、搅拌时间、温度等因素对脱色效果的影响,并利用响应曲面优化法,确定最佳脱色工艺参数。
1 实验部分
1.1 材料
地沟油取自榆林市榆阳区某食堂,粉煤灰取自榆林市某煤电厂。H2O2为化学纯,购于天津市科密欧化学试剂有限公司。
1.2 实验过程
1.2.1原材料预处理
地沟油在低温时为固态,为了除去不溶性杂质,需要把地沟油置于电热套中加热并趁热用抽滤机过滤。
粉煤灰置于烧杯中在150℃恒温干燥箱中活化2h,活化后的粉煤灰置于干燥器中待用。
1.2.2 脱色实验
将10g地沟油盛于容积为50mL的烧杯中,在数显集热式磁力搅拌器中进行脱色试验。通过变化双氧水添加量(0.3~1.8 mL),粉煤灰投入量(0.1~0.8g),搅拌时间(5~30min),水浴温度(40~90℃),确定最佳脱色条件。
1.3 分析方法
采用722N可见分光光度计测定地沟油的吸光度。以蒸馏水作参比,用1cm比色皿,经过测定可知,实验油脂的最大吸收波长410 nm,在此波长下实验用油的吸光度为1.698。
脱色效果(R)采用下式(1)计算[6]。
(1)
式中,A0表示脱色处理前地沟油的吸光度,A为脱色后油脂的吸光度。
2 结果与讨论
2.1 单因素实验结果
2.1.1双氧水对脱色率的影响
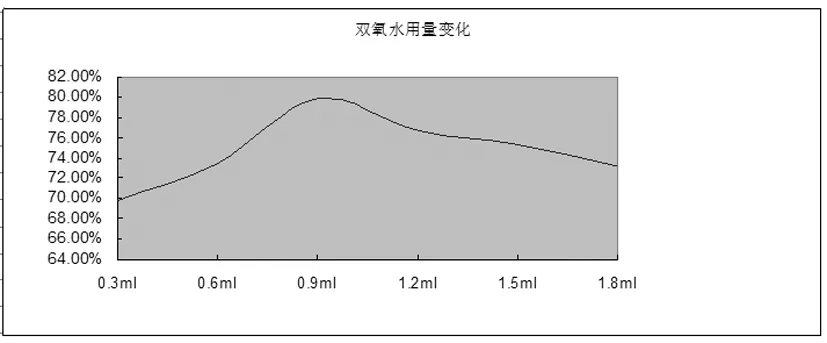
图1双氧水对脱色率的影响
由图1可知,脱色效果随着双氧水用量的增加而增大,当双氧水用量超过0.9mL后,脱色率开始变小,油脂出现乳化现象。双氧水用量的增多可以使油脂中羟基自由基增加,有利于其中有色成分的降解,但是当超过一定量后,就可能导致局部过氧化,使色素凝集,造成脱色效果下降。因此双氧水的最佳用量为0.9mL(占油质量的8.79%)。
2.1.2 粉煤灰对脱色率的影响
由图2可知,粉煤灰用量在0.1~0.6g时,脱色率随粉煤灰用量的增大而增大,这是因为粉煤灰选择性吸附的比表面积增大,从而吸附作用增强,当粉煤灰用量继续增加,脱色率无明显变化,这可能是因为粉煤灰选择性吸收的色素已基本吸收完毕,与溶液中的色素达到了动态平衡。因此粉煤灰的最佳用量为0.6g。
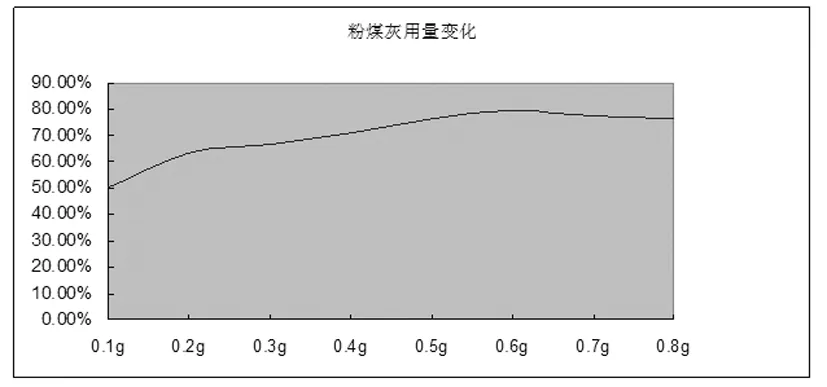
图2 粉煤灰对脱色率的影响
2.1.3搅拌时间对脱色率的影响
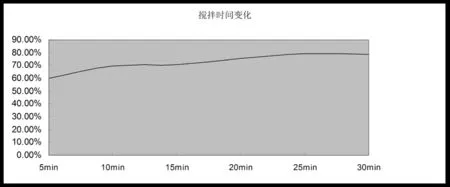
图3 搅拌时间对脱色率的影响
在脱色时间为5~25min内,脱色率随脱色时间的推移而逐渐增大,这说明在这段时间内,地沟油与粉煤灰、双氧水充分接触。当反应进行到25min以后,脱色率基本不变,表明反应可能已近完成。因此搅拌的最佳时间范围为20~30min。
2.1.4反应温度对脱色率的影响
温度在40~60℃时,随着反应温度的升高,脱色效果随着反应温度的提高而显著增加,当反应温度升高到60℃左右时脱色效果最好。当温度继续升高,脱色率反而降低。这可能是温度过高加速了双氧水的分解,也可能是温度过高导致了粉煤灰的结构发生了变化,从而导致了其脱色率的降低。
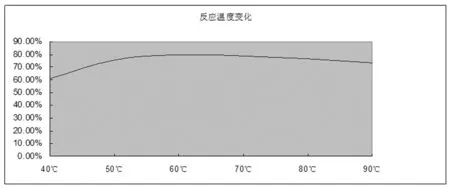
图4 反应温度对脱色率的影响
2.2 响应曲面实验结果
四因素三水平响应曲面实验安排及结果见表1。
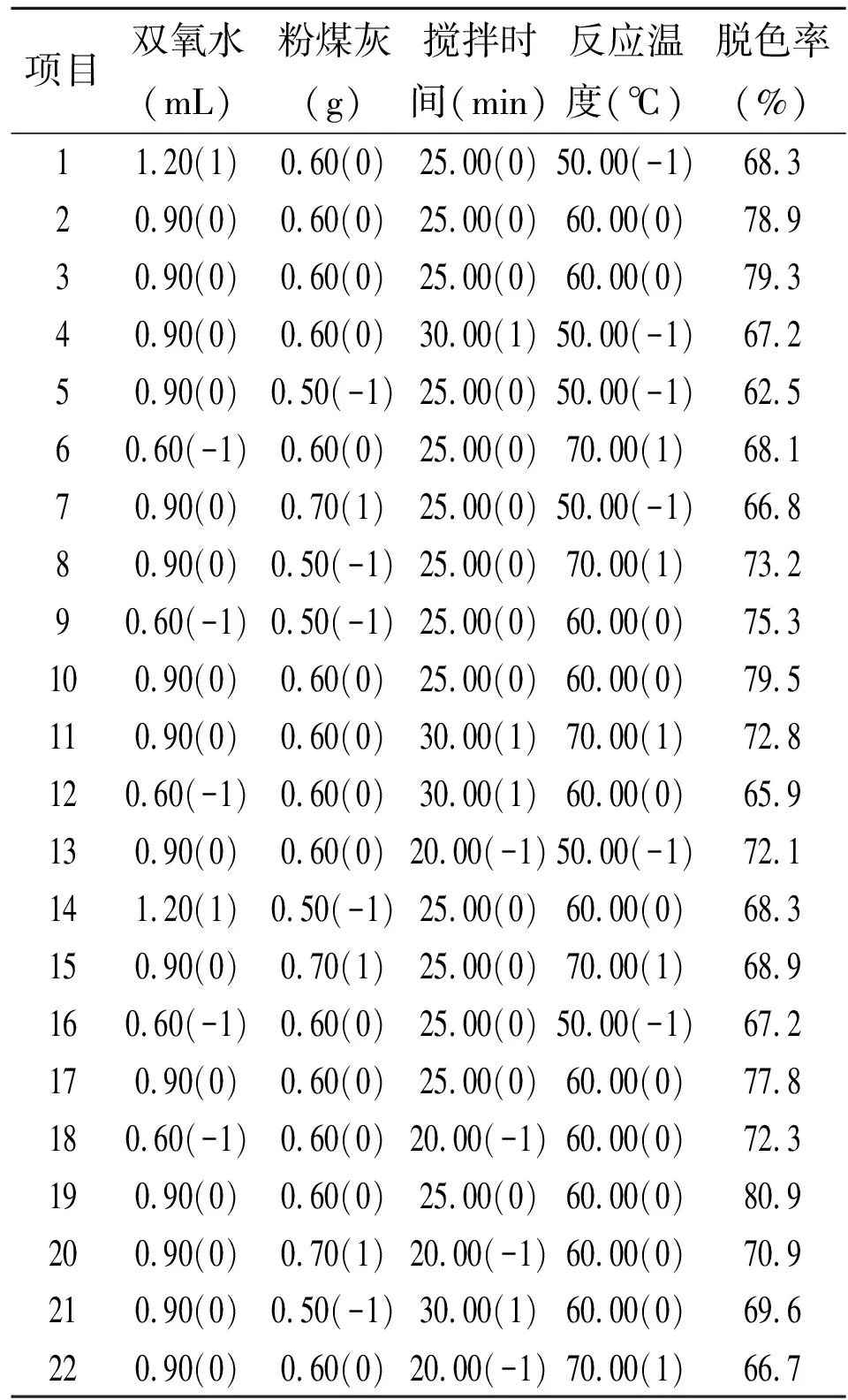
表1 响应曲面实验安排与结果
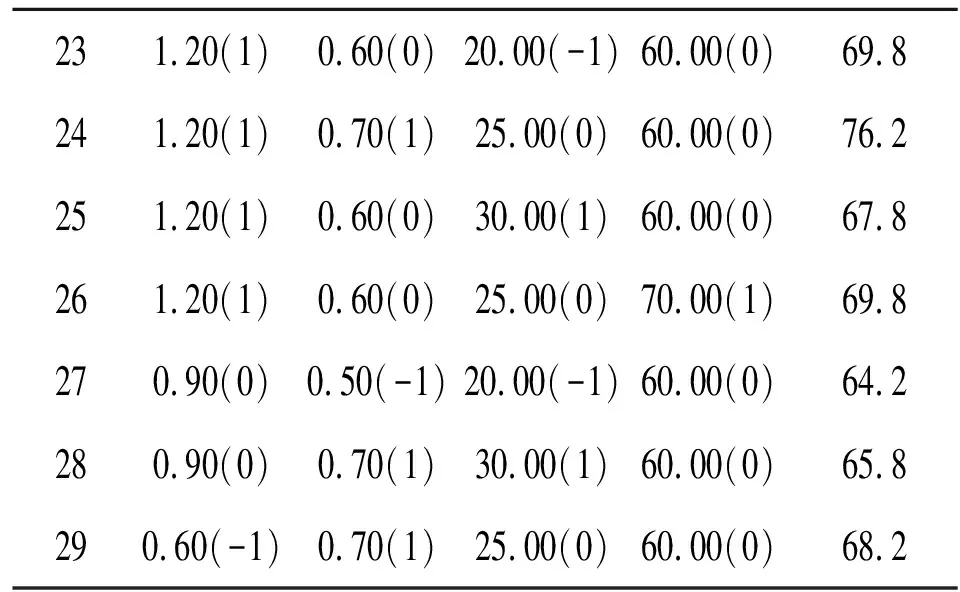
231.20(1)0.60(0)20.00(-1)60.00(0)69.8241.20(1)0.70(1)25.00(0)60.00(0)76.2251.20(1)0.60(0)30.00(1)60.00(0)67.8261.20(1)0.60(0)25.00(0)70.00(1)69.8270.90(0)0.50(-1)20.00(-1)60.00(0)64.2280.90(0)0.70(1)30.00(1)60.00(0)65.8290.60(-1)0.70(1)25.00(0)60.00(0)68.2
以脱色率为响应值建立模型,假设Y代表脱色率,X1、X2、X3、X4分别代表双氧水用量,粉煤灰用量,搅拌时间和反应温度,利用Design-Expert软件得到二次多项回归模型如下式(2)所示:
(2)
由数学模型得出当双氧水量为0.91mL,粉煤灰量0.60g,搅拌时间24.85min,温度60.93℃,脱色率达到最大,最大值为80.0191%。
为了验证该模型的有效性,同时考虑实验室现有仪器精度问题,在最佳条件附近进行三组平行试验进行验证,验证结果见表2。发现在该条件附近,地沟油脱色率实验值与模型预测值十分接近。说明该模型可以较好地描述地沟油的脱色过程。
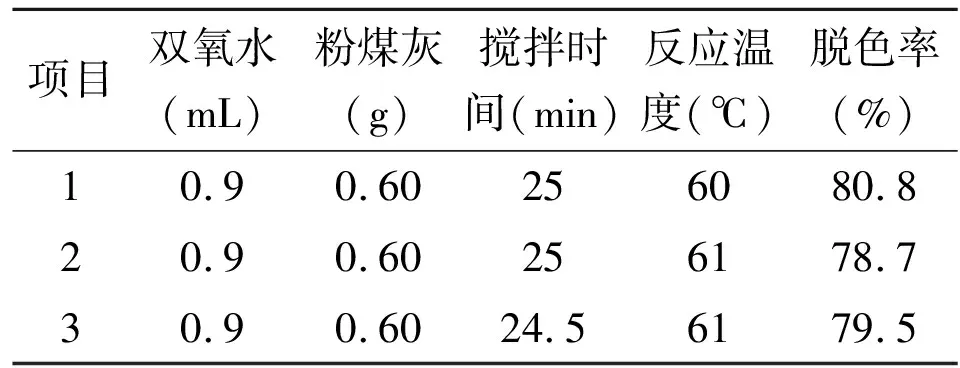
表2 验证试验结果
3 结论
本研究以地沟油为研究对象,对其进行脱色研究。通过单因素试验及响应曲面分析,得出最佳脱色工艺条件为:在地沟油中加入0.91mL的双氧水以及0.60g的粉煤灰,加热至60.93℃,搅拌24.85min即可以达到最佳脱色效果(80.0191%)。在近似该条件下进行实验验证,所得出的实验结果与模型预测值十分接近,说明该模型在实际生产中具有较强的可应用性,可为后续研究提供一定的理论依据。
实验过程中还发现,经脱色处理后的油脂在经历较长时间的静置后,其颜色变淡,达到了用于工业化生产原料的条件,实现了资源利用率的提高,可为生产肥皂、生物柴油等下游产品提供原材料,并且可以在一定程度上解决废弃油脂回流进入食用油市场和污染环境的问题,具有一定的社会、环保以及经济效益。
猜你喜欢
粮食与食品工业(2021年4期)2021-08-19
疯狂英语·新读写(2020年3期)2020-06-06
染整技术(2020年5期)2020-06-04
氯碱工业(2020年7期)2020-03-02
中国粮油学报(2019年4期)2019-07-12
济宁医学院学报(2018年6期)2018-12-28
中国粮油学报(2018年12期)2018-01-26
中国资源综合利用(2016年6期)2016-01-22
特产研究(2014年4期)2014-04-10
中国粮油学报(2014年8期)2014-02-06