单台气化炉带甲醇、合成氨、尿素全系统运行的尝试及优化总结
2019-03-14 03:13李乐伦
中氮肥 2019年1期
李乐伦,李 娜,陈 祥
(1.兖矿新疆煤化工有限公司,新疆 乌鲁木齐 830011;2.新疆大学,新疆 乌鲁木齐 830000)
0 引 言
兖矿新疆煤化工有限公司600kt/a醇氨联产项目是兖矿集团在新疆启动的第一个化工项目,项目以新疆当地烟煤为原料,采用多喷嘴水煤浆加压气化炉生产水煤气,设计产能为300kt/a甲醇、300kt/a合成氨、520kt/a尿素。公司共5个生产车间——热电车间、气化车间、甲醇车间、尿素车间、给排水车间;2个辅助车间——电仪车间、维修车间。近两年来,公司在先后尝试单台气化炉带合成氨、尿素系统运行,单台气化炉带甲醇、合成氨双系统运行实践的基础上,又进行了单台气化炉带甲醇、合成氨、尿素全系统运行(简称单炉带全系统运行)的实践,并取得了成功。以下对单炉带全系统运行的情况作一总结。
1 醇氨联产项目工艺流程简述
在多喷嘴水煤浆气化炉内,高压氧气和水煤浆发生气化反应,生成主要成分为(CO+H2)的粗煤气,粗煤气经旋风分离器和水洗塔除尘洗涤后送至变换系统(变换系统分为甲醇变换系统和合成氨变换系统)。
合成氨变换系统将水煤气中的CO全部转变成H2,变换气中的CO2和H2S等酸性气通过低温甲醇洗系统予以脱除后,净化气再送入液氮洗系统进行精制;配氮后的精制气(通过粗配氮气和细配氮气使合成气中的氢氮比达到3∶1)经合成气压缩机升压至14.5MPa后送入氨合成系统生产液氨,之后液氨与来自低温甲醇洗再生系统的CO2气经压缩后在CO2汽提法尿素装置合成系统中合成尿素。
甲醇变换系统将水煤气中的部分CO与水蒸气反应生成H2和CO2,之后通过配碳、低温甲醇洗,最终将合成气中的氢碳比调节至2.05~2.15后送至甲醇合成系统;甲醇合成系统采用华东理工大学的“管壳外冷-绝热复合式固定床催化反应器”,2台反应器并联运行,合成系统压力为5.0MPa;甲醇合成系统产出的粗甲醇,经甲醇精馏系统精馏后,生产出符合美国AA级和《工业用甲醇》(GB338—2004)的精甲醇产品。
600kt/a醇氨联产项目工艺流程见图1。整套装置生产过程中所需蒸汽源自热电车间2台锅炉及各工段副产蒸汽。
2 单炉带全系统运行的实施背景
2.1 实施背景
2017年9月,系统计划检修结束后,甲醇变换催化剂和甲醇合成催化剂均需硫化及还原,在仅有1台气化炉具备投用条件的情况下,实施了单炉先带合成氨系统运行自产H2用以还原催化剂,随后首次创新性地实现单炉带甲醇、合成氨双系统运行模式的生产实践,并在此模式下低负荷稳定运行了96h,运行过程中各项工艺指标正常,液氨产量约22t/h,粗醇产量约24t/h,各催化剂床层热点温度平稳,均在可控范围之内;后期又经过继续尝试及运行发现,还可以先用单台气化炉带甲醇、合成氨双系统运行,以尽可能提前打通工艺流程,待第2台气化炉投料后,迅速并气加量,从而节约开车时间,避免大量原料气放空损失及其他消耗。
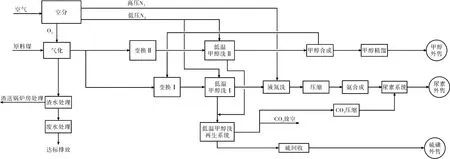
图1 600kt/a醇氨联产项目工艺流程框图
2018年初双炉双系统(合成氨、甲醇系统)运行时,其中1台气化炉工况恶化需紧急停车,备用气化炉烘炉初期无法实现在线倒炉,生产系统面临停车问题,而当时正处于冬季严寒时期,若系统停车,防冻问题难以应对,考虑到醇氨联产装置已经有之前的单炉带甲醇、合成氨双系统运行的经验且液氨库存充足,公司决定在此基础上尝试维持尿素系统运行,即实施单炉带全系统运行,一则可以避免尿素系统停车造成的人力、财力、物力消耗,二则可以避免严冬季节尿素系统停车繁杂的防冻工作和一些不必要的损失。
2.2 催化剂使用情况
单炉带甲醇、合成氨双系统运行时,水煤气总量低且有限,那么按一定比例分配至甲醇变换系统和合成氨变换系统的水煤气量就很低,要维持甲醇合成系统、氨合成系统的低负荷运行,就需确保(甲醇、合成氨系统)变换催化剂、甲醇合成催化剂,特别是甲醇变换催化剂不超温。之前的生产实践表明,通过气量平衡手段,可满足甲醇系统变换炉、合成氨系统变换炉的最小空速要求。
此次准备尝试单炉带全系统运行时,变换催化剂装填及使用情况如下:甲醇系统变换炉装填宽温耐硫变换催化剂51.5m3,使用时间为5个月,为催化剂使用初期;中温(氨)变换炉装填催化剂55.7m3,使用时间为3年5个月,低温(氨)变换炉装填宽温耐硫变换催化剂40.6m3,使用时间为5年2个月,从CO变换率和催化剂床层热点温度观察,2炉(氨)变换催化剂处于使用后期。
3 调控措施
关于单炉带甲醇、合成氨双系统低负荷运行实践的实施过程、调控措施及注意事项等在笔者等人曾撰写的《单台气化炉带甲醇、合成氨双系统运行总结》一文中已有详细阐述,此处仅作简要总结。实现单台气化炉带甲醇、合成氨双系统运行,一是要确保催化剂床层不超温,即气化工段、甲醇净化工段、甲醇合成工段及合成氨系统需紧密配合,调度严格把控进度节点,统一指挥、协调;二是导气过程中必须合理分工、恰当安排,合成氨系统保量防止合成气气量大幅波动,甲醇变换系统保压,两系统密切配合,放缓导气进度,确保平稳操作;三是当气化炉负荷达96%、气化系统压力达6.3MPa、煤浆泵转速达997r/min(逼近设计最高转速)时,具有高风险性,需严格按照方案进行精细操作,并做好应急安排。
在实现单炉带甲醇、合成氨双系统运行后,低温甲醇洗系统低负荷运行时,若CO2解吸量不足,势必会造成CO2压缩机频繁喘振,无法实现尿素系统的低负荷运行。可见,尿素系统能否持续运行的瓶颈在于CO2气量。故此次尝试单炉带全系统运行的主要任务就是解决CO2气量的问题,即通过各种优化手段实现尿素系统的低负荷运行。
3.1 CO2气量的调控措施
(1)提高气化炉负荷(以气化炉燃烧室的压力计),使之在6.3MPa负荷下稳定运行,优化气化炉操作,增加水煤气产量及有效气含量。
(2)在确保甲醇系统催化剂床层不超温的前提下,尽量将水煤气量分配至合成氨系统,以使全变换反应产出较多的CO2进入低温甲醇洗系统,从而增加CO2解吸量。
(3)调整进入合成氨系统甲醇洗涤塔(T3001Ⅰ)和甲醇系统甲醇洗涤塔(T3001Ⅱ)脱硫段的富甲醇量,在保证2台主洗塔出口净化气硫含量不超标的前提下,减少进入2台主洗塔脱硫段的富甲醇量,以增加富CO2甲醇进入CO2解吸塔的量。
(4)增加循环气闪蒸罐Ⅰ含硫富甲醇进CO2解吸塔的量,同时加大CO2解吸塔顶部回流富甲醇的量,减少CO2解吸塔顶部富CO2甲醇进H2S浓缩塔的量,以增加CO2解吸量。
采取上述调控措施后,CO2解吸量可得到有效增加,使后系统CO2流量达到17000m3/h,并且CO2放空阀还有4~5个阀位,再通过CO2压缩机的调控,尿素产量可达23~28t/h。
3.2 CO2压缩机的调控措施
在1台气化炉准备停炉开始进行变换系统前放空时,CO2气量会由28000m3/h逐渐减到18000m3/h,为防止CO2压缩机出现喘振,需对CO2压缩机进行调控,具体调节手段如下:CO2压缩机一段防喘振阀开度由82%增至100%,二段防喘振阀开度由0%增至50%,三段防喘振阀开度由0%增至45%,CO2压缩机转速由8510r/min调至8300r/min,CO2压缩机一段入口压力由0.130MPa降至0.127MPa,防腐空气的加入量由730m3/h降至560m3/h,并监控CO2压缩机的其他各项运行指标。
3.3 尿素合成工段的调控措施
尿素合成工段根据CO2气量调节相应的工艺指标:调度通知氨合成工段大幅减少输氨量,及时调节输氨泵出口压力,将进尿素合成工段液氨量由38.5t/h减至27t/h;尿素控制室人员调节入高压圈的甲铵液量,由36m3/h减至24m3/h;低压汽包压力由0.37MPa增至0.45MPa,蒸发量由85m3/h降至56m3/h,解吸水解系统据管网蒸汽用量减到最低运行负荷19m3/h。
4 单炉带全系统运行的注意事项
(1)气化水煤浆浓度较低(水煤浆浓度56%)、气化炉负荷高且调整幅度大时,会出现炉膛压力与负荷不匹配的问题,若调节不及时有可能造成气化炉炉膛温度相较于正常工况偏低,从而导致渣口压差上涨、排渣不畅,时间长了可能出现堵渣现象。因此,当气化水煤浆浓度较低(水煤浆浓度56%)、气化炉负荷高且调整幅度大时,相应的调节一定要及时跟进。
(2)在水煤气平衡分配的过程中,由于要兼顾合成氨系统低负荷下的稳定运行,如此一来进入甲醇系统变换炉的水煤气量就会不足,甲醇变换系统的空速低,易造成甲醇变换催化剂床层超温。因此,操作过程中要充分利用甲醇变换新催化剂低温活性好和激冷线的调温作用,将进入甲醇系统变换炉水煤气的温度控制在其露点之上(250℃左右),从而实现甲醇系统变换炉催化剂床层温度的有效控制。
(3)单炉带全系统运行时,进入甲醇变换系统的水煤气量少,而生产中不但要控制好甲醇系统变换炉的炉温,还需考虑出甲醇变换系统变换气的氢碳比要求。因此,操作中在满足甲醇系统变换炉床层温升可控的情况下应尽量满足变换气的氢碳比要求,防止由于变换气中CO2含量过高而增加低温甲醇洗系统的负荷,以及甲醇合成气有效成分过低影响甲醇合成催化剂的还原深度而导致能耗增加。
(4)单台气化炉高负荷运行时,2套系统(甲醇、合成氨系统)的压力较高,尤其是液氮洗工段,系统压力最高达到5.9MPa左右,与高压氮气(6.1MPa)压差仅有0.2MPa左右,液氮洗工段的洗涤氮量变少,产生的冷量减少,氮洗塔液位较难控制,需精心操作。
5 结束语
在单台气化炉带甲醇、合成氨双系统运行的基础上,兖矿新疆煤化工有限公司又实现了单台气化炉带全系统(甲醇系统、合成氨系统、尿素系统)运行,为600kt/a醇氨联产项目开辟出了一种全新的运行模式,增加了系统调节的灵活性,增强了生产系统抗风险的能力。
兖矿新疆煤化工有限公司所处地域——新疆,具有特殊的地域环境,冬季气温极低,冬季停车时装置的防冻工作异常艰难,而所开创的单炉带全系统运行的生产模式可在气化系统异常时仅用1台气化炉维持全系统的低负荷运转,从而极大地降低冬季全厂生产系统防冻工作的难度,可为同类型化工企业生产系统运行方式的调整提供一点参考与借鉴。
猜你喜欢
中国化肥信息(2022年3期)2023-01-05
中国化肥信息(2022年4期)2023-01-02
氮肥与合成气(2022年10期)2022-12-14
氮肥与合成气(2022年2期)2022-11-27
导航定位学报(2022年5期)2022-10-13
能源工程(2022年2期)2022-05-23
中国化肥信息(2022年2期)2022-04-19
化肥设计(2019年2期)2019-05-15
山东工业技术(2016年15期)2016-12-01
电脑爱好者(2015年18期)2015-09-10