热轧精轧压下检测装置的策略研究
2019-03-13 14:26宋昱
山东工业技术 2019年5期
宋昱
摘 要:科技的不断进步,带动工业高速发展,可是在发展的同时也给设备提出来更高的要求,热轧精轧压下的精度是决定产品质量的关键因素,所以在生产过程中,对其精度的检测设备也有高技术的要求,目前检测设备有两种,分别是:角度编码器和磁尺,结合实际操作与检测器本身的特征,磁尺已经逐步代替了角度编码器对辊缝进行检测,目的是通过工艺的改进将检测精度控制在2.0‰。而且机械构件加工后油脂粘连的不良影响。
关键词:热轧精轧;压下;检测装置;编码器;精度;磁尺;编码器
DOI:10.16640/j.cnki.37-1222/t.2019.05.010
0 引言
1422型热连轧精轧机压下系统是决定带钢产品厚度精度的主要设备,以液压压下装置为主。与此同时调整工作辊的辊缝是压下装置的主要任务,改装置是一套蜗轮蜗杆的机械结构,之前使用的角度编码器随着科技的急速发展已难以完成对设备精度的检测任务,故而需要精确度更高的检测设备用来替代,做出更好的设备部件。本文就热轧精轧压下检测装置的策略做简单研究,希望给相关学者以借鉴作用。
1 1422热轧机精轧机
1422热轧机是上世纪60年代从日本引进的二手设备,我国技术工程师在其基础上不断创新与实践,与01年和06年对设备整体进行了适当的改进,将产能大大的提高了,现在以达到300万吨以上,生产的品种,也各有特色,主要以原板、花纹板、和箱板。可是因之前改造过程中技术及资金的不足,设备的压下没有得到最优的改进,仅仅是在原有电动压下的基础上加装上液压AGC油缸,辅助其运行。可是仍然在质量的要求上不能达到预期的目的,整个生产线面临产品质量不过关,次品比较多的情况,最大的问题就是带钢头部厚度波动较大、板形差、破甩尾多等问题,还有很多对轧机厚度精度的干扰因素,比如压下装置、轧件的入口厚度偏差、轧机的控制系统等等,严重影响成品的质量。同时根据实际情况发现,大量的问题都是由于设备本身的问题,设备配件的磨损比较严重,在更换的过程中容易造成偏差,装配不合适也会影响压下的精度,甚至在操作过程中也会频频出事,而且每次的事故都会造成停产检修,浪费了时间。位于粗轧机后切头飞剪前的热卷箱在使用过程中也会出现不同程度上的问题。另外一方面在产品质量上也有问题出现,由于设备精度的影响使产品厚度偏差比较大,不能保持统一的水平。
2 压下设备的结构
热轧精轧机采用的压下设备,是在之前电动压下装置的基础上,改进而来的液压压下装置,部分也使用的是电动压下与AGC装置的组合,可是以液压压下为主,结构是通过蜗轮蜗杆副与杆丝母副连接而成。检测的目的就是对丝杆位置的变化进行度量,并通过电动控制机保持两个丝杆位置的均衡,保证辊在制作的过程中位置的固定性,压下角度编码器与弹簧连在一起,通过弹簧联轴器调整丝杆的稳定性。
3 角度编码器存在的技术问题
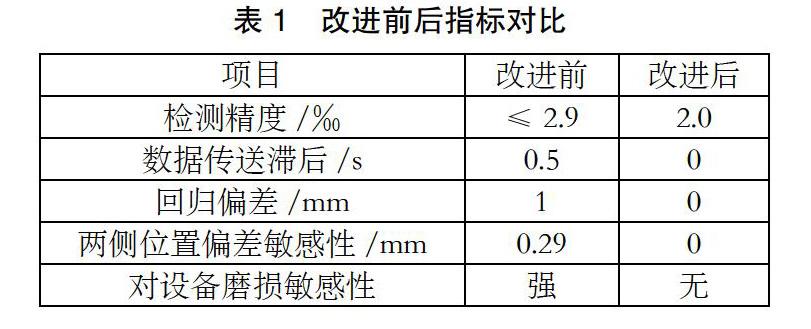
(1)角度编码器的有效精度只能控制在2.9‰,不能满足带钢厚度的检测要求,在检测过程中,由于弹簧差生的时间滞后与偏差增加了丝杆的回归线,种种原因导致角度编码器的精度无法在进行缩小。
(2)螺母年久失修,在高强度的作业情况下,造成螺纹被适当的磨损变形,螺纹磨损了,精度引入就直接受到了影响。而生产过程中丝杆的要求是比较高的,因磨损的原因造成丝杆的质量也偏低了。
4 合理的改善
4.1 磁尺的优点及注意问题
(1)综合考虑找到合适的替代品,磁尺是当前代替角度编码器最好的一个检测设备,可以减小误差增加设备的加工精度。由于丝杆长期使用造成的磨损程度不同,造成角度编码器检测精度严重受到影响,整体回归线偏高,误差可达到0.29mm。而tempposonics磁尺就能有效的改善这一问题,磁尺的工作原理不同于角度编码器,不要通过一定的装置,而是直接进行检测,大大降低了测量误差,提高检测精度,消除了角度编码器的时间滞后和角度偏差的問题。
(2)磁尺需要注意的事项。在磁尺的使用当中,也应注意一些问题,包括:丝杆的磨损程度,相关部件润滑剂的选用问题,部件与润滑油分离的情况,对磁尺的损失问题,丝杆的限位及润滑油的不加问题,所有相关的问题都应在设计的过程中,设计师尽力去避免。使工程有序进行。
4.2 具体过程及技术方法
磁尺在检测精度的适应性上仍需要进一步进行鉴定,以下是具体的方法,首先组装好开始试用,通过使用时出现的问题进一步改进并确定位置。需要的技术是整体上置式,和分体下置式,通过此此项技术要达到的目标是:上置式中确定丝杆的高度,下置式防止磁尺不会被废油污染,有效对丝杆与丝母副上的脂类进行分离操作,改善其运行状态,保护带钢不受污染;丝杆盖采用整体锻造工艺确保尺寸的精准保证磁尺的安装位置;在合适的部位安装泄油孔,防止余油影响磁尺的正常检测;并加设加油孔,方便人工补油;磁环压件采用防锈的金属进行锻造,以免长期使用时导致磁尺消磁。采用上置位与下置位都可以有效的辅助磁尺的使用,只是在不同的场合,使用的方法不同而已,通过大量的实验表明,上置位的优势更大一些,在使用方面更便捷, 同时在磁环压件的选材上采用黄铜,而紧固件选用不锈钢螺栓。
5 结束语
热轧精轧机压下的精度是确保机械加工部件平稳运行的重要指标,通过改进检测设备,可以更好的提高设备寿命和加工制品的质量。对所有部件设施进行设计与优化提升精轧压下的检测精度,弥补原有设备角度编码器存在的有关回归线,时间滞后以及数据不稳定的缺陷。对机械设备在使用过程中的磨损及润滑材料等引起的不良后果采取合理的措施进行改进,努力做出更加优良的带钢,保证质量、效率同步进行。
参考文献:
[1]陈高林.热轧精轧压下检测装置的改进措施[J].梅山科技,2015
(06):47-49.
[2]吴索团,滕宏胤.1422热轧精轧压下装置的改造[J].冶金设备, 2016(05).
猜你喜欢
科学与财富(2021年33期)2021-05-10
科技研究·理论版(2021年20期)2021-04-20
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
科技视界(2018年27期)2018-01-16
科学与财富(2018年34期)2018-01-15
科技与创新(2017年5期)2017-03-28
电子技术与软件工程(2016年24期)2017-02-23
中国信息化·学术版(2013年7期)2013-09-03
现代电子技术(2009年14期)2009-09-05
职业·中旬(2009年12期)2009-06-01