一种高效功放散热器的设计
2019-02-18 02:15谢明君
无线电工程 2019年3期
谢明君
(中国电子科技集团公司第五十四研究所,河北 石家庄 050081)
0 引言
微波固态放大器是军事通信、电子对抗系统中的关键部件,直接决定了通信、干扰系统的指标高低。随着半导体及集成电路技术的发展,通信对抗系统不断向小型、轻便和节能方向发展[1],带来越来越高的热流密度。功率管对温度敏感,超过临界温度不仅会使功放指标恶化,还会大大降低设备的使用寿命。固态功放的高效散热器设计是功放热设计中的一项关键技术。
高效散热器的研究主要集中在散热器结构优化设计、散热器铝铜结合设计[2]以及热管、VC均温板等两相流高效传热技术等方面。文献[3]论述了型材散热器三维稳态流场和温度场数值计算方法并进行了试验研究,文献[4]分析了肋片式散热器在自然散热和强迫风冷条件下的性能特性,文献[5-7]论述了热管传热特性以及数值模拟方法,文献[8-10]论述了VC均温板的传热特性以及数值模拟方法。热管及VC均温板多用于提高散热器一维以及二维方向上的导热能力。本文提出的内嵌VC均温板且热管折弯贯穿肋片的高效散热器,将高效导热能力扩展到三维尺度,采取的加工工艺可根据产品散热功率的大小灵活增减散热器肋片的层数,具有良好的扩展性及广泛的应用场景。
1 问题描述
某型大功率固态功放在使用过程中经常出现掉功率和死机的故障。经测试,在55 ℃环境温度时,功率管壳温最高为98.5 ℃,接近临界点(100 ℃),因此导致该故障。要求在不改变结构布局的情况下,对功放散热设计进行优化改进,降低工作时的温度,提高可靠性。
固态功放分机采用强迫风冷散热,结构布局如图1所示,钎焊成型的铝合金3层肋片散热器位于机箱中部,散热器尺寸为435 mm(宽)×111 mm(高)×544 mm(深),前面板对应肋片位置开通风孔,后面板相应位置安装2个Ebm-papast 6424h风机,散热器中间的3层肋片作为风道。8个末级模块分别安装在散热器的正反面底板上,单个模块内部包含4个功率管,单个功率管热功耗为70 W,整机热功耗2 240 W。末级模块盒体材料为铝合金5A06,功率管底座涂抹导热硅脂通过螺钉安装在盒体底板,盒体底板厚度为10 mm,盒体底板涂抹导热硅脂通过螺钉安装在散热器正反面底板上,芯片结温要求不超过200 ℃,节壳热阻为1.4 ℃/W,要求控制功率管壳温不高于100 ℃。
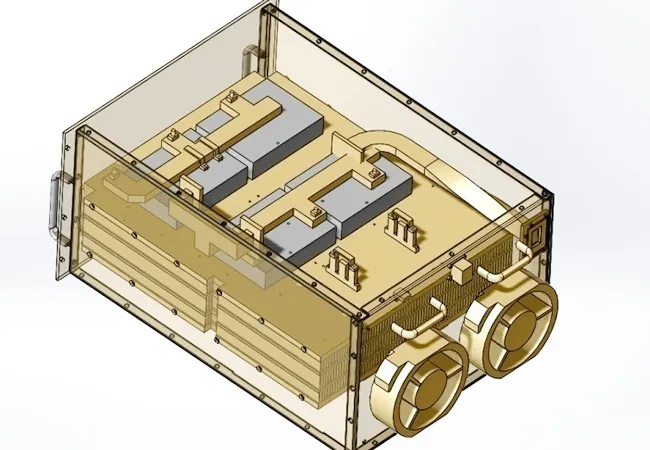
图1 固态功放分机结构布局
2 问题分析
功放分机内部热源的热传递分析如图2所示,热源为32个功率管,单个功率管安装底座尺寸为22 mm×10 mm,热流密度达到了31.8 W/cm2。散热方式为强迫风冷散热。主要传热路径为功率管—底板—散热器—机箱外部大气热沉,还有小部分热量通过功率管、盒体以及机箱外壳对大气热沉的对流和辐射方式进行传递。
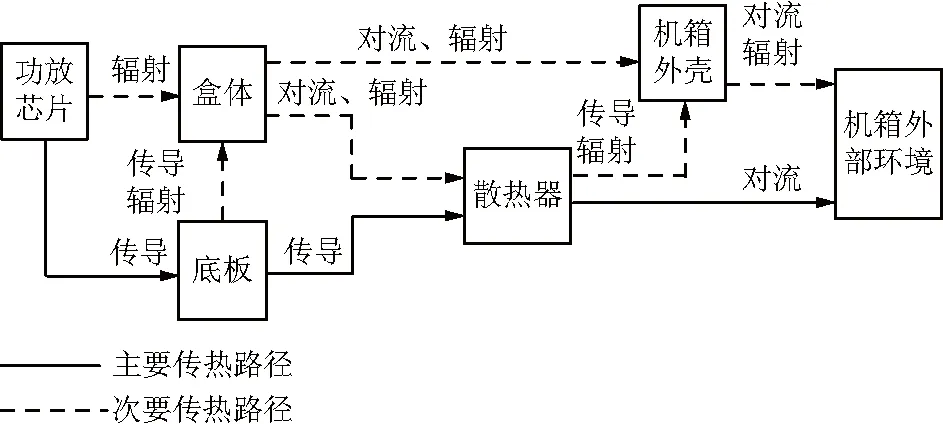
图2 热传递分析
在主要传热路径上,功率管和盒体底板以及盒体底板到散热器之间热量传递主要以热传导的方式进行,遵循傅里叶定律,即
(1)

从式(1)可以看出,传递热量一定时,降低温度梯度需要提高材料的热传导系数和传热面积。此外还需要降低由于2个接触面存在空气间隙而产生的接触热阻[11]。拟采取的措施如下:
① 将盒体底板的材料由铝合金5A06更换为紫铜;
② 将功率管与盒体底板之间的安装方式由螺接改为焊接,焊接面的换热系数可达100 kW/m2k;
③ 增大盒体底板光洁度,盒体底板与散热器底板之间的界面材料使用铟片[12]替代导热硅脂,并增大盒体底板与散热器之间的安装压力。
大部分热量最终是通过散热器传递给机箱外部大气热沉的,热量由散热器底板传递至散热器肋片,由散热器肋片通过与空气的热对流传递至大气热沉,热对流遵循牛顿冷却定律,即
Q=A·h·Δt,
(2)
式中,A为对流换热面积;h为对流换热热系数;Δt为散热器与空气之间的温差。
从式(2)可以看出,传递热量一定时,提高h和A可降低Δt,进而最终降低功率管的温度。设定环境温度为55 ℃,采用ANSYS-Icepak软件对功放分机现有散热方案进行热仿真,热仿真温度云图如图3所示,功率管壳温最高为97.6 ℃,现有的铝合金3层散热器温度分布十分不均匀,散热器底板表面最大温差达到30 ℃,散热器中间层肋片温度为55~62 ℃,与空气最大温差仅为7 ℃。仿真显示功率管的壳温达到了97 ℃,已经十分接近临界温度100 ℃。

图3 原方案热仿真温度云图
散热器的对流换热面积达到了8.41 m2,且2个风机的理论最大风量达到了960 m3/h,提高风速和肋片换热面积对于功率管温度下降意义已经不大,瓶颈在于散热器本身的热阻过大,产生了较大的温度梯度,减小散热器底板到达散热器肋片之间的热阻是解决问题的关键。
更换导热率更高的材料是降低散热器热阻的常见做法,紫铜密度是铝合金的3倍,如果更换为紫铜,将使散热器重量增加61 kg,这个重量是无法接受的。目前散热器的问题在于X,Y平面温度均匀性较差以及中间层肋片和上下两层肋片之间存在较大温差。不改变结构布局的情况下引入热管和VC均温板是降低散热器热阻的有效措施。
热管作为一种高效传热元件,具有极高的导热性、高散热效率等特点[13],通过热管的超导热特性使局部热源产生的热量快速扩展到离热源更远的散热区域[14]。散热器里内嵌热管的工艺,现在已较为成熟,可加工成各种形状和尺寸。
相变均温板为平板状结构,内部加工为蒸汽腔(Vapor Chamber,VC)充填工质,通过工质的蒸发和冷凝将热量扩散到整个均温板的表面,从而降低热流密度[15]。从外形结构上看均温板与热管非常相似,不同的是热管的一端为蒸发段,另一端为冷却段,只能进行单向热传输,而均温板则一面为蒸发面,相对面(或包含其余各侧面)为冷却面,可以实现全向热传输,因此具有优越的均温性和热运输能力[16]。
综上所述,设计高效散热器上下底板内嵌VC均温板,提高X,Y方向的温度均匀性,将热管一端埋入散热器上层或下层肋片,另一端埋入散热器中间层的肋片,提高散热器Y方向的温度均匀性。
将改进方案进行建模仿真,仿真结果如图4所示,可以看出通过VC的高导热率,散热器底板的温度最大温差为8 ℃,散热器中间层肋片为60~64 ℃,大大提高了散热器的温度一致性,功率管最高壳温表面为84.6 ℃,比现有产品降低了13.9 ℃。

图4 改进方案热仿真温度云图
3 高效散热器工艺流程
3.1 高效散热器工艺难点
高效散热器由上下底板、中间肋片、中间隔板内嵌VC均温板以及折弯热管通过多次焊接加工而成,工艺难点如下:
① 该散热器中均温板尺寸较大(435 mm×544 mm),常规尺寸均温板的烧结工艺不再适用,需进行工艺升级,重新定制模具并摸索烧结参数,以实现大尺寸薄壁毛细芯的生产;
② 大尺寸均温板烧结及焊接过程中的变形幅度较大,校形难度大;
③ 该方案需进行3次不同类型的焊接,对焊接工艺参数的控制要求较高;
④ 折弯后的肋片较软,在肋片上打孔难度较大。
3.2 高效散热器工艺流程
经过多次试验和工艺摸索,成了内嵌均温板并热管贯穿肋片的散热器,具体过程不在此展开论述,工艺流程如下:
① 铝合金下料,加工均温板毛坯、盖板和隔板;
② 肋片折弯成型;
③ 铣加工均温板腔体、注液口及支撑柱;
④ 铝粉烧结毛细结构;
⑤ 均温板腔体与盖板焊接(真空扩散焊);
⑥ 焊后校形,热处理;
⑦ 均温板、隔板与3层肋片焊接(真空钎焊);
⑧ 焊后校形,热处理;
⑨ 加工热管槽;
⑩ U形热管折弯;
4 测试验证
加工完成的高效散热器样件如图5所示,采用四川永星电子有限公司(893厂)的RFG224双引线微波功率负载电阻器对热源进行模拟。调节输入电源使热功率满足要求,采用TP9000热电偶测温仪对温度进行测试,测试点为功率管安装底座和负载电阻安装底座,选取靠近风扇的2个末级模块上的8个功率管作为测试点,如图6所示。

图5 高效散热器样件
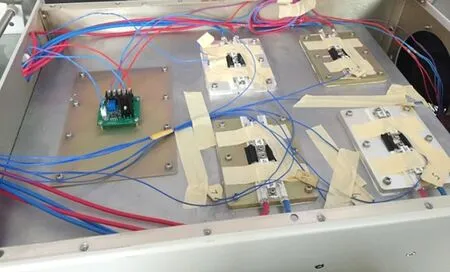
图6 热模拟实验测试
半导体器件每下降10 ℃,可靠性提高1倍[17]。测试数据及对比结果如表1所示,8个测试点温度均有下降,下降最低的为11.1 ℃,下降最高的为15.5 ℃。测试结果说明高效散热器对降低功放模块温度,提高产品可靠性具有显著的效果。
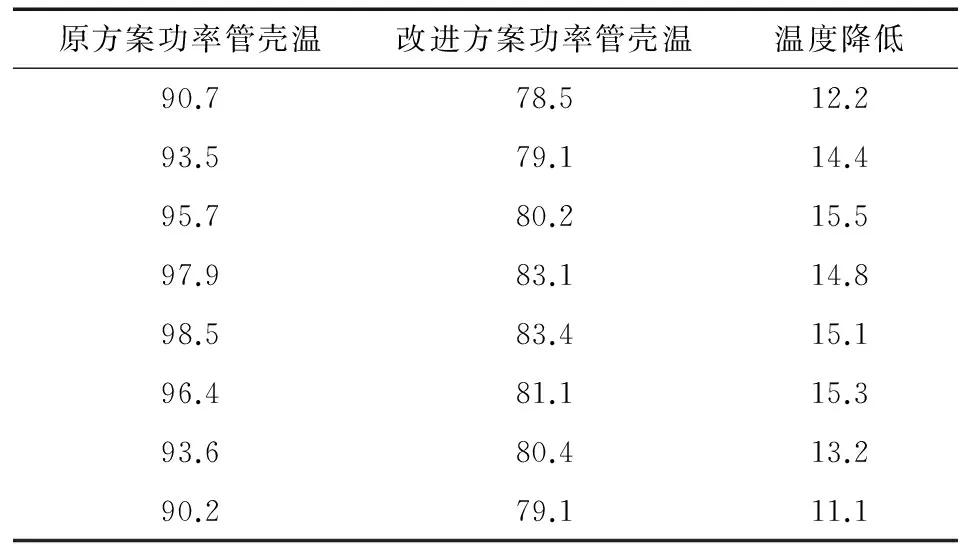
表1 测试数据对比 ℃
5 结束语
某型功放分机具有功率管数量多、整机热功耗大和功率管热流密度大的特点,本文对现有散热方案的热传递路径和影响因素进行了分析,改进了末级模块盒体底板以及功率管的安装方式,设计了内嵌均温板并热管贯穿肋片的高效散热器,对高效散热器的工艺难点和工艺流程进行了论述,对改进后的散热方案进行了仿真模拟,制作了高效散热器进行热模拟试验。测试数据表明,在环境温度为55 ℃条件下,相比现有方案,功率管壳温最高降低了15.5 ℃,优化后的散热方案合理可行,满足了功放长期可靠运行的要求,在同类相似产品中具有广泛的应用前景。
猜你喜欢
大电机技术(2022年2期)2022-06-05
煤气与热力(2022年4期)2022-05-23
科学家(2021年24期)2021-04-25
航天器工程(2020年4期)2020-08-14
电脑爱好者(2020年5期)2020-05-11
汽车维修技师(2019年7期)2020-01-16
热力发电(2019年2期)2019-03-01
土木建筑与环境工程(2017年4期)2017-06-27
山东工业技术(2016年22期)2016-02-02
汽车零部件(2014年11期)2014-09-18