
棱镜镜片磨边加工和检验注意事项
2019-02-13 08:36余红
中国眼镜科技杂志 2019年1期
余红
如今,专业验光师在给顾客验光时,越来越注重顾客的双眼视功能问题,以达到戴镜清晰、舒适、持久的目的。对于有棱镜需求的人群,验光师会开具棱镜处方,因此棱镜眼镜的加工和检验尤为重要。对于棱镜眼镜的加工和检验,需要注意以下几个方面。
1 棱镜眼镜的加工
1.1 度数的确定
棱镜镜片上除了有后顶焦度外,还有棱镜度。棱镜镜片因其两端厚薄差不同,因而在测量镜片度数时镜片的放置方法不同(如图1),其测量结果也是不同的。需要注意的是,镜片的放置应考虑厚端尖边的位置,尖边靠前,则镜片前面接近水平。尖边靠后,则镜片后面接近水平。这是因为,眼镜加工后的面型是基本不变的,加工前镜片放置的角度应和加工后检验以及眼睛视线观察的角度相一致。
1.2 加工基准点的确定
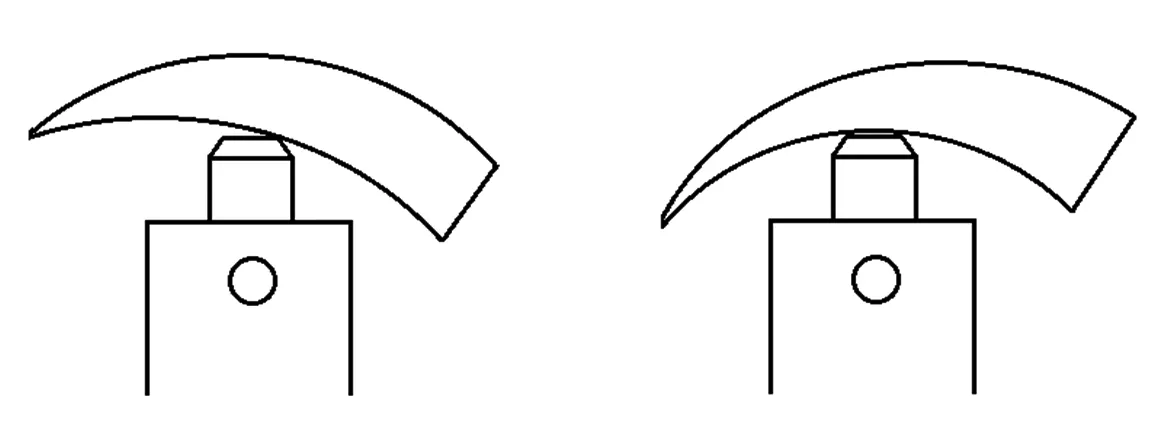
图1 镜片放置方法不同
加工基准点是镜片上指定的一个点,该点具有某种特性,加工时对该点进行移动以满足处方中的光学性能要求。棱镜镜片的加工基准点可以是镜片的光学中心,也可以是镜片上能够满足处方棱镜要求的点。需要注意的是,由于加工基准点不在镜片光学中心位置,可能引起镜片有效直径减小,因此要注意镜片尺寸是否足够大。如果镜片尺寸足够大,可以直接使用成品未割边镜片进行移心加工获得棱镜。如果镜片尺寸不够大,则需要在车房订制棱镜镜片,通常订制的棱镜镜片加工基准点在镜片的几何中心位置。
例1:一处方双眼-6.00DS/-2.00DC×180/3△BO,PD=60mm,镜架尺寸54-16-140,镜片n=1.60,是否可以使用门店库存镜片进行加工?
在门店中,-6.00DS/-2.00DC×180镜片是会有库存的,树脂镜片直径70mm,但处方中有了棱镜要求,就需要进行计算,看移心后镜片直径是否足够大。
先计算镜架尺寸与瞳孔差值的移心量:
移心量=(70-60)/2=5mm,内移
再计算获得处方要求棱镜所需的移心量:
移心量=3/6=0.5cm=5mm,内移
在视轴处要产生所需棱镜,需将镜片的光学中心内移(5+5=)10mm。
下面计算镜片直径是否足够大:
镜片每移心1mm,镜片直径需增加2mm。内移10mm,需增加20mm。
所需镜片最小尺寸=54+16+镜圈最大尺寸-60+20≥84mm
可见,门店库存镜片尺寸不够大,不可以直接进行移心加工。对于这个处方的镜片,需要进行车房订制。
根据配镜订单,车房可选用毛坯直径70mm(所需最小直径=54+10=64mm),磨制镜片度数时控制边缘水平两端的厚薄差,颞侧厚,鼻侧薄,计算厚薄差后得出结果:该镜片在几何中心处具有处方所要求的棱镜度,磨边加工时,只需将镜片几何中心(符合度数要求的点)内移5mm即可。
例2:一处方双眼-6.00DS/-2.00DC×180/3△BI,PD=60mm,镜架尺寸54-16-140,镜片n=1.60,是否可以使用门店库存镜片进行加工?
计算方法同例一,得出结果:
镜架尺寸与瞳孔差值的移心量:移心量=(70-60)/2=5mm,内移
获得处方要求棱镜所需的移心量:移心量=3/6=0.5cm=5mm,外移
总移心量(5-5=)0mm,即不用移光心即可视轴处要产生所需棱镜,所以可以直接使用门店库存镜片进行加工。
以上是从理论的角度分析了是否可以使用门店库存镜片进行加工,在实际加工中,可以借助仪器进行更简单有效的判断操作,具体步骤如下:
在门店库存商品中,拿取-6.00DS/-2.00DC×180的镜片,用焦度计在镜片上找到满足屈光力和棱镜要求的点,即加工基准点(注意焦度计上左右眼的设置),打点做标记,用记号笔在镜片上方标注左/右眼,将加工基准点移心后与镜圈进行比对,便可大致看出镜片是否足够大,在镜片上盘时在仪器上进行比对后即可精确判断。
1.3 加工基准线的确定
加工基准线是一条确定了方向的水平线,该线由处方中有方向要求的参数决定(散光轴位、棱镜基底方向、渐变焦配装基准线、梯度染色、平顶双焦平顶线等)。加工时要保证该线水平,从而保证镜片上有方向要求的位置准确。如果镜片处方既有散光又有棱镜,则需要保证两个方向同时满足要求。在车房加工镜片度数时,要保证散光轴位方向和基底方向的夹角,如果夹角有偏差,则会造成散光轴位方向或棱镜基底方向的偏差。
散光轴位的偏差会影响镜片屈光力的分布,即对清晰度造成影响。棱镜基底的偏差,会影响使用的舒适度,特别是垂直方向的偏差,易引起不适。因此,国标中规定以棱镜基底方向来确定加工基准线。
例3:一处方双眼-6.00DS/-2.00DC×50/3△BO,PD=60mm,镜架尺寸54-16-140,镜片n=1.60,加工基准线如何确定?
用焦度计测量右眼镜片,当棱镜基底在180°方向时,显示散光轴位在53°方向,GB10810.1-2005中表2规定,2.00DC允许有2°的偏差,所以这项指标是不合格的,即右眼镜片不合格。
用焦度计测量左眼镜片,当棱镜基底在180°方向时,显示散光轴在52°方向时,这项指标是合格的。可以用打点器在后顶焦度合格、棱镜基底在180°方向、散光轴位合格的这个位置打点,三点连线即为镜片的加工基准线。
确定了镜片上的加工基准点和基准线,上盘后就可以上机器磨边加工了。
2 棱镜眼镜的检验
装成的棱镜眼镜在进行检验时,应依据GB13511.1-2011中的规定进行,具体需要注意以下几点:
2.1 眼镜的放置
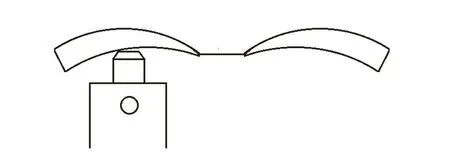
图2 眼镜的放置
眼镜的放置应该将眼镜面平放在焦度计镜片座上进行检验(如图2)所示,这符合人们戴镜时的情况。
2.2 检测位置
检测的位置有两处,一是检测眼睛瞳孔位置,二是检测镜片的光学中心位置。
2.2.1 检测眼睛瞳孔位置
在镜片上根据处方瞳距要求标出瞳孔位置,然后在瞳孔位置进行检测。这种方法较为实用,只要测量位置正确,就可直接在焦度计上读出所需要的数值,将数值与国标要求进行比对,判断合格与否。这一数值应与加工前的度数检验相一致。
2.2.2 检测光学中心位置
这种方法适合大度数小棱镜度的镜片,在光学中心进行检测,用焦度计找到镜片光学中心较容易,但棱镜大小是需要进行计算的,特别是散光轴位在斜向的镜片,计算较为繁琐,因此实际工作中不常用。
以上分析了棱镜镜片在磨边加工和检验时的注意事项。由此可以看出,加工师一定要会对产品进行检验,在加工前就知晓加工后的产品合格与否,只有具备较广的知识面,才能更好地进行眼镜加工。
猜你喜欢
天水行政学院学报(2022年4期)2022-11-18
法律方法(2022年2期)2022-10-20
环境科学研究(2022年10期)2022-10-19
华中建筑(2022年4期)2022-04-14
学苑创造·A版(2019年4期)2019-05-10
山东工业技术(2017年24期)2017-12-29
三联生活周刊(2017年37期)2017-09-11
西部资源(2017年3期)2017-07-05
敦煌研究(2017年3期)2017-07-05
