
P92钢焊接接头多次热处理性能试验研究
2019-02-08 13:02杨文佳樊继理
山东工业技术 2019年1期
关键词:力学性能
杨文佳 樊继理

摘 要:本文通过分析SA335P92钢焊接接头分别进行1-6次焊后热处理后其拉伸性能、冲击性能、硬度和金相组织等理化性能,找出了多次热处理后焊接接头力学性能的变化规律。试验证明焊接接头进行多次热处理后,焊缝的力学性能较之母材下降更快,接头热处理次数最佳应控制在3次以内,即返修不超过2次。
关键词:多次热处理;力学性能;金相组织
DOI:10.16640/j.cnki.37-1222/t.2019.01.014
1 引言
目前我国600MW及以上超(超)临界机组中,主蒸汽管道和高温再热蒸汽管道等高温高压部件都普遍采用了SA335P92鋼。SA335P92钢是在SA335P91的基础上,降低了0.5%Mo,增加了1.8-2.0%W,并添加微量B的高强韧性铁素体耐热钢,具有优良的高温强度和蠕变性能,良好的抗高温腐蚀性和抗氧化性,较小的热膨胀系数及良好的导热性和抗热疲劳性。
对SA335P92钢焊接接头,我公司管道预制均采用整体进炉热处理方式进行焊后热处理。当出现挖补返修或增加焊接附件后,同一焊口返修区域以外位置或者同一管段其他焊缝,不可避免将进行再次热处理。而现行电力行业标准中,未对热处理次数进行明确规定,多次热处理会对焊接接头性能造成怎样的影响,这方面的内容也未见有说明。为更好地保证焊缝质量,找出多次热处理后焊接接头力学性能的变化规律,本文对焊缝热处理次数进行了试验研究。
2 试验材料及试验方法
2.1 试验材料
试验用母材为进口SA335P92钢管道,规格为ID614×34。焊材选用国内普遍采用的Thermanit MTS616。试件焊接制备和无损检测管材加工双V型坡口,焊接方法采用手工钨极氩弧焊打底+焊条电弧焊填充+埋弧自动焊填充盖面。严格按照DL/T 869《火力发电厂焊接技术规程》和经过评定的P92钢焊接工艺要求进行预热、焊接和后热工作。完成后经射线检测,焊缝一次合格。
2.2 试件分片及热处理
将该焊接试件进炉进行第一次回火热处理,之后将其锯切割为6片试块。取其中1片试块作为第一次热处理的试件,编号为S001,进行理化试验;其余5片继续进行第二次热处理,之后取第二片试块,编号为S002,进行理化试验;此后每进行一次热处理,即取1片进行理化试验,直至完成。按热处理次数将试件编号为S001-S006。热处理规范如下:保温温度:750-770℃;保温时间:6-7h;升降温速度:≤140℃/h。
2.3 理化试验
编号为S001~S006的6片试块,分别代表进行了1~6次热处理后的试件。
3 试验结果及分析
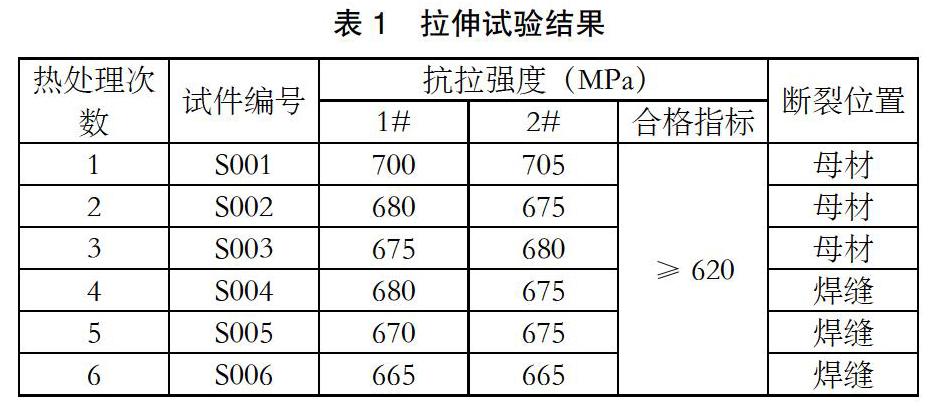
3.1 拉伸试验
从表1拉伸强度的数值可知,随着热处理次数的增加,焊接接头拉伸强度值呈下降趋势,但降低幅度不大,且均大于标准要求。但从断裂位置的变化可以得出,在第4次热处理前,焊缝强度高于母材,第4次热处理后焊缝强度开始低于母材,可见,在多次热处理后,焊缝强度降低的速度大于母材强度降低速度。从焊缝强度应高于母材强度的角度出差,热处理次数不宜超过3次,即返修次数不宜超过2次。文献[3]中论述,“多次焊接修复会导致P92钢焊接接头高温蠕变性能明显低于正常热处理接头,因此P92钢主蒸汽管道焊接接头返修需谨慎处理,必须返修时次数不应超过2次”,该结论与本文得出结果相同。
3.2 冲击试验图略
从冲击值数据可知,冲击值随着热处理的增加而增加,表明热处理次数可改善焊接接头的冲击韧性。
3.3 硬度试验
从上表可知,硬度值随热处理次数的增加而减小,焊缝硬度的降低要比母材快,在第4次热处理后基本持平,第5、6次后逐渐低于母材,但未低于母材的90%。
4 试验结论
(1)按现行SA335P92热处理规范对焊接接头进行多次焊后热处理,消除了内应力,焊接接头抗拉强度降低、冲击韧性提高、硬度值逐步降低;
(2)试件进行4次热处理后,焊接接头中焊缝抗拉强度、硬度均开始低于母材,证明焊缝强度和硬度的下降速度高于母材;
(3)多次回火使金相组织更加均匀细小,马氏体板条界变得模糊,发生多边化,位错明显降低,密度下降,碳化物析出更多,组织为正常的回火马氏体组织;
(4)对SA335P92钢焊接接头进行多次热处理对改善焊接接头的综合性能是有利的,但从焊缝强度应高于母材的要求出发,应控制次数,按本试验分析,最佳控制在3次以内,即返修次数不超过2次。
参考文献:
[1]DL/T869-2012火力发电厂焊接技术规程[S].
[2]毛敏,徐在林,张燕飞等.超(超)临界机组P92钢焊接质量控制[C].超超临界机组新型国产化研讨会报告文集,2009:267-274.
[3]梁军.P92钢焊接工艺技术应用研究,[C].第九届电站金属材料学术年论文集,2011:245-246.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
建筑科学与工程学报(2016年6期)2017-01-18
建材发展导向(2016年6期)2017-01-17
现代商贸工业(2016年28期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
科技视界(2016年7期)2016-04-01
