
交流励磁机故障原因及处理
2019-01-29 07:14杨龙于洪立
鞍钢技术 2019年1期
杨龙,于洪立
(攀钢集团工程技术有限公司修建分公司,四川 攀枝花617000)
由于交流励磁机不存在电流换向问题,其制造容量可提高,而且维护工作量小,因此在大容量透平发电机中普遍采用。交流励磁机的稳定运行在励磁系统和整个电网中,都占有非常重要的地位,一旦出现故障将对发电机和电网的正常运行带来严重影响。西昌钢钒公司能动中心TRT25000 kW同步发电机的130 kW交流励磁机在运行中发生故障,发电机被迫下网检修,通过对交流励磁机故障原因进行分析并采取相应措施,成功修复了交流励磁机。
1 交流励磁机故障情况
对交流励磁机进行分解,发现交流励磁机的转子绕组端部在运行中被大量甩断、严重变形,转子绕组需全部进行更换;同时定子绕组短路环、定子磁极绕组的局部严重受损,需要修复。交流励磁机故障情况见图1。
2 故障原因分析
(1)转子并头套的焊接采用的是搪锡工艺,由于焊锡的熔点(183℃)较低,该工艺焊接的并头套耐热能力较差,且焊接时由于温度不好掌握,焊锡无法填满整个并头套的内部空间,造成并头套与导线焊接不良、接触电阻增大,在运行时温度升高,将焊锡融化而甩出。
(2)转子绕组两端无纬带的绑扎工艺不当,如绑扎拉力不够、无纬带固化时间有误等,在运行中并头套产生的高温作用下,无纬带断裂、甩开。
(3)转子绕组和并头套表面集聚了较多的油污和粉尘,导致并头套之间短路,最终造成转子绕组在并头套烧损后甩出。
(4)并头套烧损脱落及无纬带断裂后,转子绕组端部径向甩开,脱落的并头套和无纬带在电机气隙中随转子高速运转,与定子磁极线圈和短路环发生摩擦,导致定子磁极线圈和短路环刮伤受损。
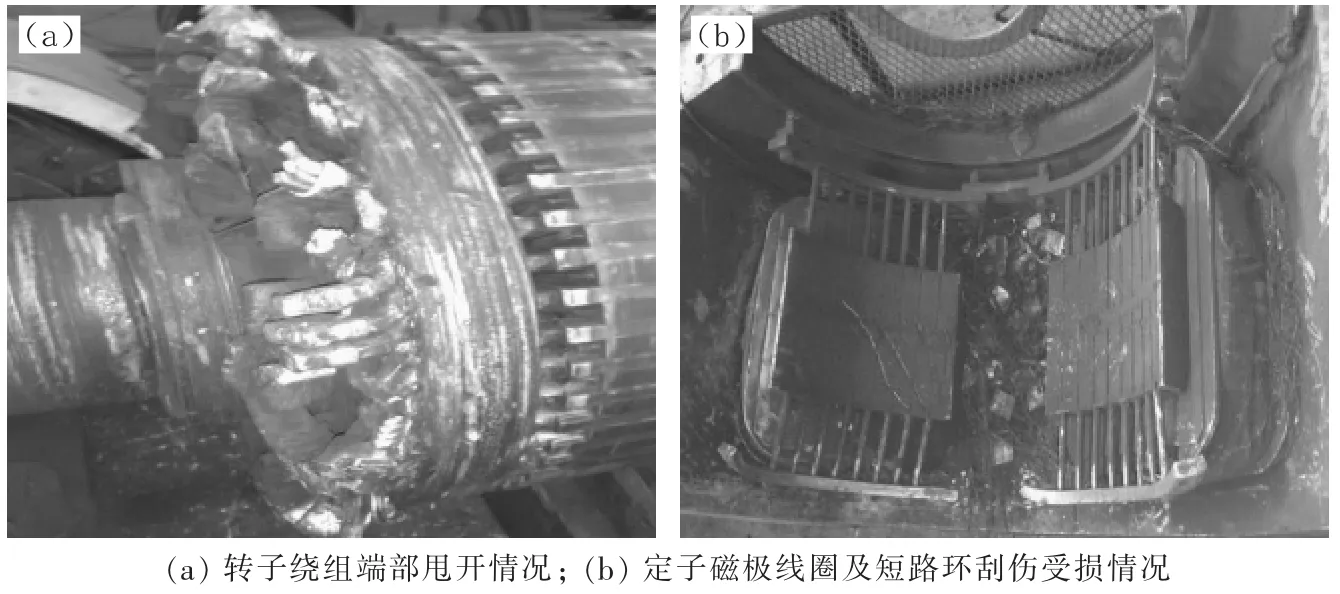
图1 交流励磁机故障情况
3 交流励磁机修复
3.1 励磁机转子修复
3.1.1 转子绕组设计制作
由于交流励磁机的转子绕组损伤严重,需全部进行更换,但已无法直接看出转子绕组接线方式。因此,必须根据转子绕组已知的部分参数,来核算出制作转子绕组的相关参数,重新设计制作转子绕组。转子绕组已知的部分参数见表1。

表1 转子绕组已知的部分参数
(1)转子绕组并联支路数确定
转子绕组为Y形接法,则转子绕组的相电流为370A;
线圈的导电面积为:2.80×7.10×4=79.52 mm2;
如果转子绕组的并联支路数为1,则转子绕组的电流密度为:370/(79.52×1)=4.65 A/mm2;
如果转子绕组的并联支路数为2,则转子绕组的电流密度为:370/(79.52×2)=2.33 A/mm2;
根据电枢绕组的电流密度设计规范一般为3~5.5 A/mm2,可以确认该电机的转子电枢绕组并联支路数为1。
(2)转子绕组接线方式确定
为了确定转子绕组接线方式,首先计算每极每相槽数q:

式中,Z为转子槽数,54;p为极对数,2;m为相数,3。 则
由于此台电机的转子每极每相槽数为分数,即为分数槽绕组。
其次,根据相邻两槽导线电势的电角度规律,确认转子绕组的接线方式。转子电枢绕组的接线简化图见图2。
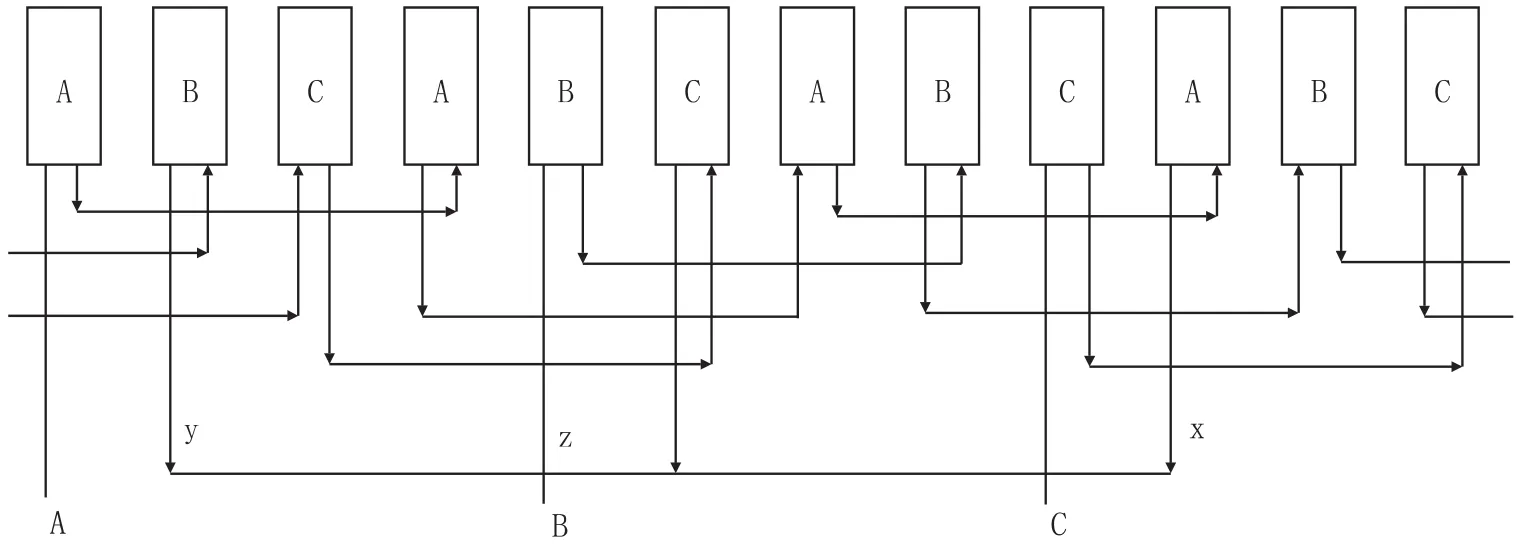
图2 转子电枢绕组接线简化图
(3)转子绕组绝缘结构设计
由于转子绕组线圈的绝缘结构材料无法判定,根据转子绕组中通过的是100 Hz的中频电流,并结合转子的槽形尺寸,重新设计了转子绕组绝缘结构,如图3所示。转子绕组绝缘结构的具体参数见表2。
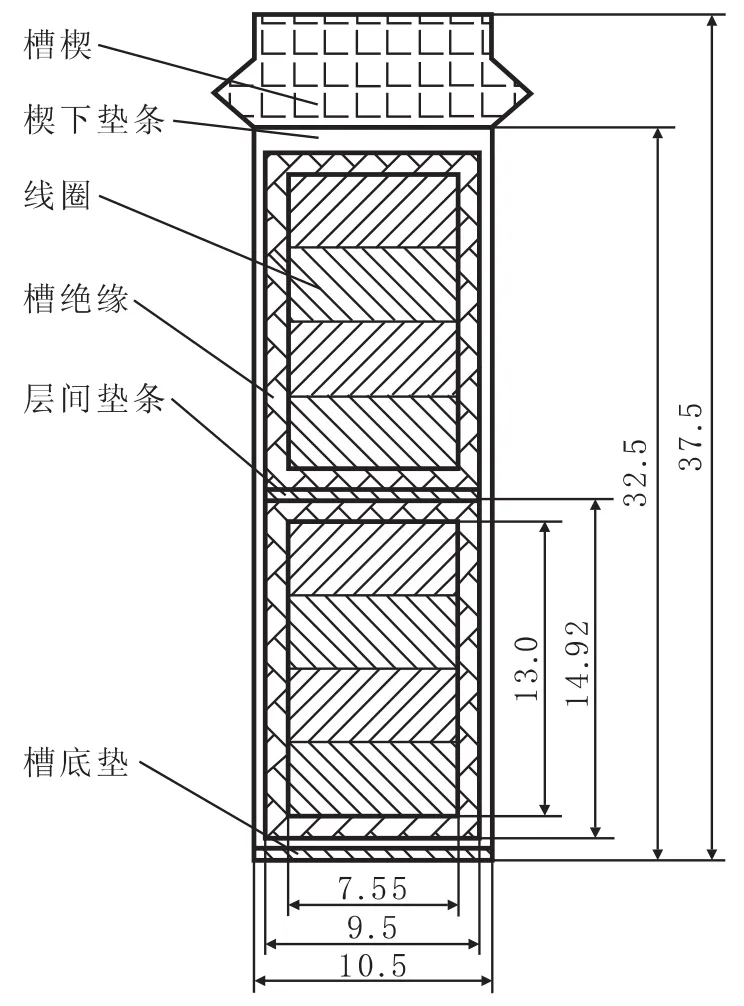
图3 转子绕组绝缘结构图

表2 转子绕组绝缘结构参数
3.1.2 转子并头套焊接方式改进
为了避免转子并头套在高速运转过程中产生高温而开焊,在转子并头套的焊接方式上进行了改进,将原来的搪锡工艺改为焊接强度高、导电性好、间隙填充能力强的HL204银焊条进行焊接。HL204银焊条钎料的熔点高(640~815℃)、电导率(%LACS)为 10 S/m、抗拉强度为 530 MPa,这种焊接结构的机械强度和电气性能均较高,适用于高速转子绕组的焊接。
3.1.3 转子绕组的绑扎工艺改进
交流励磁机转子线圈嵌装、接线及试验检测完成合格后,将转子吊放在车床上进行端部无纬带的缠绕绑扎。无纬带选用2844-W环氧树脂浸渍高强度玻璃纤维网状无纬绑扎带,绑扎工艺参数见表3。在实际绑扎过程中,严格做到无纬带绑扎后表面平整、光滑,不能高出铁芯表面。
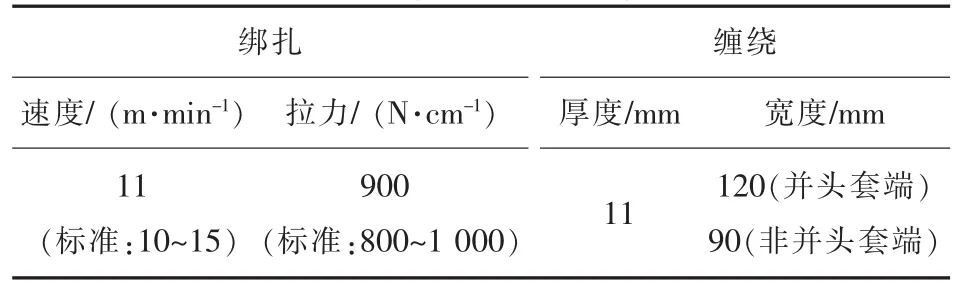
表3 无纬带绑扎工艺参数
同时,为了避免励磁机转子同轴安装的旋转整流器因高温而损坏,制作了专用的转子线圈和无纬带干燥固化装置,如图4所示。对励磁机转子线圈和无纬带单独进行干燥固化,固化过程的温度按照 90℃下 2 h、110℃下 2 h、130℃下 24 h的标准进行控制,升温时间不计算在内。

图4 转子线圈及无纬带干燥固化装置
3.1.4 转子绕组并头套防尘处理
为防止电机运行过程中在转子绕组端部和并头套表面集聚灰尘和油污而造成短路事故,在转子并头套焊接完成后,用复合箔对并头套进行包裹,并在外面加套玻璃丝管,同时在并头套之间用涤玻毡进行填充,消除并头套之间的间隙,如图5所示。修复后的励磁机转子如图6所示。

图5 转子绕组并头套防尘措施

图6 修复后的励磁机转子
3.2 励磁机定子修复
检修发现励磁机定子磁极绕组的表面有明显的刮伤迹象,存在匝间短路的风险。为了节约成本同时保证检修质量,采取了局部修复的方式,将有问题的导线挑出,并包扎亚胺薄膜,之后对磁极绕组进行浸渍处理。处理结束后,对磁极绕组进行匝间耐压试验。同时,为确保磁极绕组对地绝缘良好,对磁极绕组进行对地耐压试验。
定子磁极绕组额定电压为122 V,四个磁极串联接线,即每个磁极的额定电压为30.5 V,匝间试验电压为额定电压的10倍[1]。磁极绕组匝间试验和对地耐压试验数据见表4。试验结果表明,经处理后的定子磁极绕组质量达到标准要求。
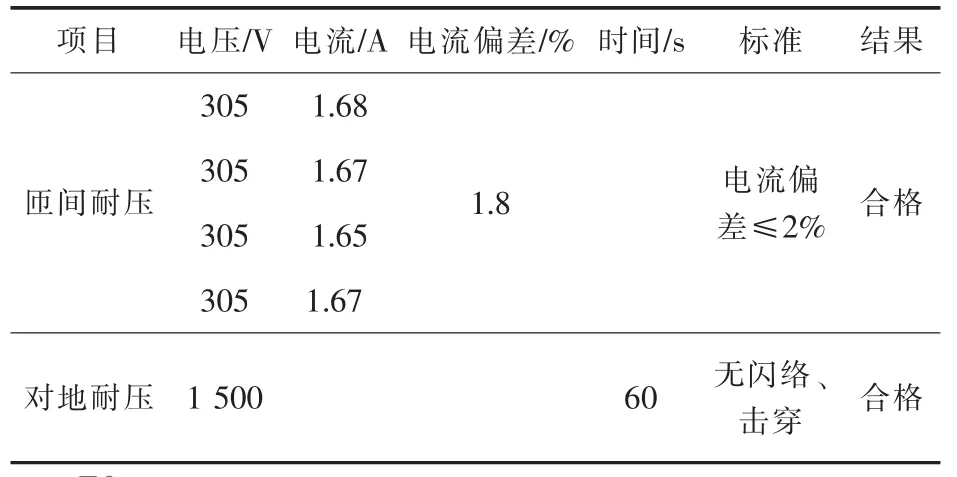
表4 磁极绕组匝间试验和对地耐压试验数据
同时,将损伤的定子磁极绕组短路环拆除,重新进行补焊、打磨处理,处理结束后,对其同心度进行检测,结果显示达到要求。
修复后的励磁机定子如图7所示。

图7 修复后的励磁机定子
4 修复后使用效果
交流励磁机成功修复后,经检测各项数据均处于正常水平,技术参数完全满足主发电机励磁的使用要求,于2014年上线后运行至今。修复后励磁机额定数据和现场运行数据见表5。

表5 修复后励磁机额定数据和现场运行数据
5 结语
西昌钢钒公司能动中心发电机的交流励磁机在运行中发生故障,下网检修过程中观察故障情况并分析原因,采取了励磁机转子绕组重新设计制作、改进转子并头套焊接方式、改进转子绕组的绑扎工艺、转子绕组并头套防尘处理及励磁机定子修复等措施,实现了交流励磁机的成功修复,不仅为公司保产作出了贡献,也为今后类似高速电机的修理及维修提供借鉴和指导,具有推广意义。
猜你喜欢
天然气与石油(2022年4期)2022-09-21
防爆电机(2022年4期)2022-08-17
核科学与工程(2021年4期)2022-01-12
防爆电机(2021年4期)2021-07-28
物理之友(2020年12期)2020-07-16
科学与信息化(2020年10期)2020-06-19
护理与康复(2020年4期)2020-04-25
石油天然气学报(2019年6期)2019-02-12
幼儿教育·父母孩子版(2017年9期)2017-11-15
婚姻与家庭·性情读本(2016年9期)2017-03-17
