波峰焊工艺喷雾均匀性的影响分析
2019-01-29 08:16李永刚廖声礼
日用电器 2019年1期
李永刚 廖声礼
(珠海格力电器股份有限公司 珠海 519070)
引言
随着电子产品的小型化和密集化,对PCBA的组装工艺的要求越来越高,特别是免清洗技术的实行,PCB板面的助焊剂残留平整性显得尤为重要,而残留的平整性与波峰焊喷雾均匀性密切相关。
1 问题描述
使用国外某品牌高固含助焊剂,导致PCB板面残留物过多的问题。结合高倍放大镜成像观察,助焊剂残留物内部容易混杂粘连锡炉氧化物(如图1),这部分残留物如果集中在细引脚间距位置,容易导绝缘电阻下降。助焊剂残留过多的原因除了与助焊剂本身特性有关以外,还与波峰焊设备喷雾均匀性有关。
2 设计研究实验方案
2.1 材料选择
助焊剂:选择国外某品牌高固含助焊剂,助焊剂A,产品符合《GB/T 31474-2015 电子装联高质量内部互连用助焊剂》要求,且型号符合IPC J-STD-004B中的ROL0型;
印制电路板组装件( PCBA),同批次生产的某种印制电路板组装件;
波峰焊焊料:SnCu0.7,GB/T 31476-2015 电子装联高质量内部互连用焊料。
传真纸、波峰焊设备。
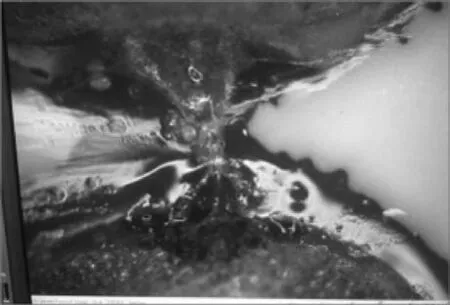
图1 PCB焊后局部外观
2.2 试验方案的制定
根据型号产品使用要求,使用工艺试验印制板,为研究喷雾均匀性,进行试验的项目如下:
1)流量与气压对喷雾均匀性试验;
2)改变波峰焊喷头朝向喷雾均匀性试验;
3)不同波峰焊喷头朝向对应喷雾效果试验。
3 试验过程
3.1 流量与气压对喷雾均匀性试验
传真纸测试助焊剂喷雾均匀性是业内普遍的、认可度较高的验证手段之一,喷雾后传真纸能长时间保留。
3.1.1 试验方法
设置不同助焊剂流量,20 ml/min和30 ml/min,从小到大调整不同的喷雾压力。其它波峰焊参数不变,波峰焊链速:1 400 mm/min;喷雾速度:380 mm/min;喷嘴高度:90 mm。
3.1.2 流量与气压对喷雾均匀性试验结果
不同助焊剂流量和不同气压的喷雾传真纸试验结果见图2和图3。助焊剂流量在20、30 ml/min时,喷雾压力在0.035~0.040 MPa,喷雾均匀性较好;喷雾压力过小的情况时,如在0.015~0.025 MPa,助焊剂颗粒较大,喷雾均匀性差。
3.2 改变波峰焊喷头朝向喷雾均匀性试验
分析不同波峰焊喷头朝向对喷雾均匀性的影响。
3.2.1 试验方法
选取两种参数:①波峰焊链速:1 400 mm/min;喷雾速度:350 mm/s;喷嘴高度:90 mm;助焊剂流量:40 ml/min;②波峰焊链速:1 200 mm/min;喷雾速度:350 mm/s;喷嘴高度:90 mm;助焊剂流量:30 ml/min。调整对比不同波峰焊喷头朝向,观察喷雾均匀性效果。波峰焊喷头朝向示意图如图4和图5。
3.2.2 试验结果
参数①的结果如图6(a)垂直方向和图6(b)平行方向,参数②的结果如图6(c)垂直方向和图6(d)平行方向。
从以上实验,波峰焊喷头朝向与喷雾效果具有一定对应关系。按照喷雾均匀性测试实验的规律,纸上颜色浅的位置助焊剂量较大,纸上颜色深的位置助焊剂量较小。因此可以分析得出结论:垂直方向喷头朝向,靠近链爪PCB板边上的助焊剂量聚集较多,相同条件下喷出的助焊剂喷雾形状较扩散;平行方向喷头朝向,具有较明显的喷雾痕迹,PCB板中间位置的助焊剂量较多,在相同条件下喷出的助焊剂喷雾形状较聚集。
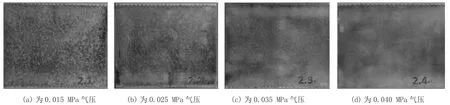
图2 20 ml/min流量不同喷雾压力传真纸表现
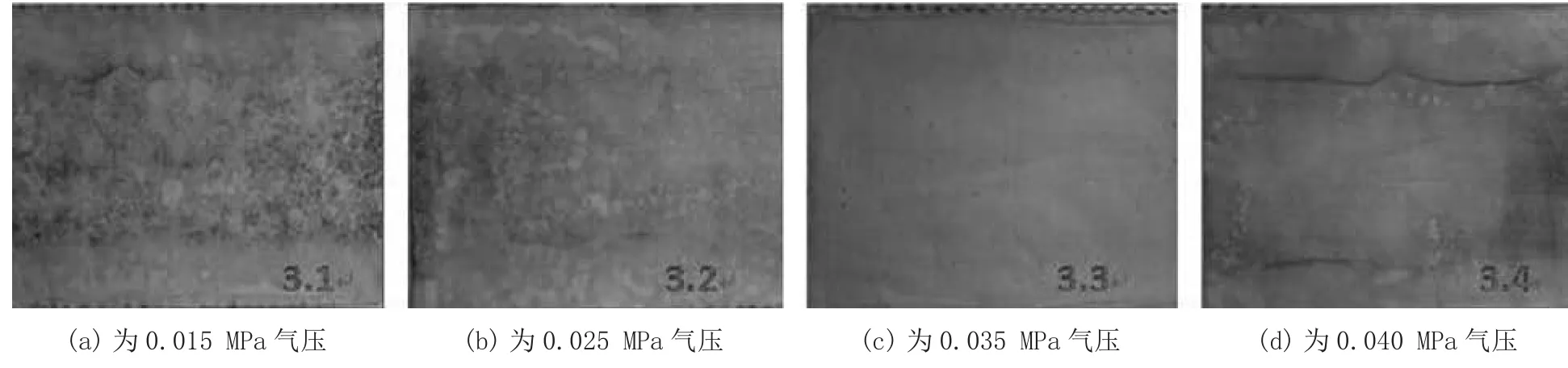
图3 30 ml/min流量不同喷雾压力传真纸表现
3.3 不同波峰焊喷头朝向对应喷雾效果试验
分析不同波峰焊喷头朝向和不同喷嘴高度对应的喷雾效果和形状规律。

图4 喷头与PCB过板方向垂直

图5 喷头与过板方向平行
3.3.1 试验方法
采用离线式喷雾实验,将助焊剂喷头拆卸下来放置波峰焊外,然后调整不同喷头朝向。使用直尺测量实际喷雾高度,将PCB板粘贴传真纸,固定在特定距离的喷头上方,开启助焊剂喷雾3 s,实验对比分析喷雾效果规律。
① 使用直尺测量喷雾高度,喷雾高度选取50 mm、70 mm、100 mm、120 mm。
② 喷头朝向选取垂直、平行、45 °等3个不同方向。
③ 助焊剂流量固定25 ml/min,每次实验喷涂时间为3秒钟。
④ 将传真纸粘贴在PCB板上,放置在设定的喷雾高度位置,测试喷雾实际喷雾效果。
⑤ 改变喷头朝向、喷雾高度、喷雾气压等参数,重复喷雾效果实验。
3.3.2 不同波峰焊喷头朝向对应喷雾效果试验结果
观察所有实验喷雾效果,发现喷雾在传真纸上的效果图形呈现椭圆状,如图7所示。每组实验后,测量传真纸上椭圆形喷雾图形的长宽,相关数据见表1。
对比表1数据中喷雾估算面积(长×宽),喷雾高度在 70 mm 和 100 mm 时,单位面积为 2 639和 2 781;喷雾高度在 50 mm 和 120 mm 时,单位面积为 2 266和 2 639 。喷雾高度设置在70~100 mm 距离时,喷雾形成面积最大,喷雾形成最有效。喷雾高度较低时,如 50 mm 高度,受距离因素影响较大,面积较小;喷雾高度过高时,如 120 mm 高度,可能受喷雾压力、助焊剂重力等因素影响,面积较小。从实验证实,喷雾高度选择 70~100 mm,能使喷雾面积达到最大,是喷雾达到良好均匀性的条件之一。

图6 改变喷头方向喷雾情况

图7 喷雾效果图,喷雾到传真纸上呈椭圆状
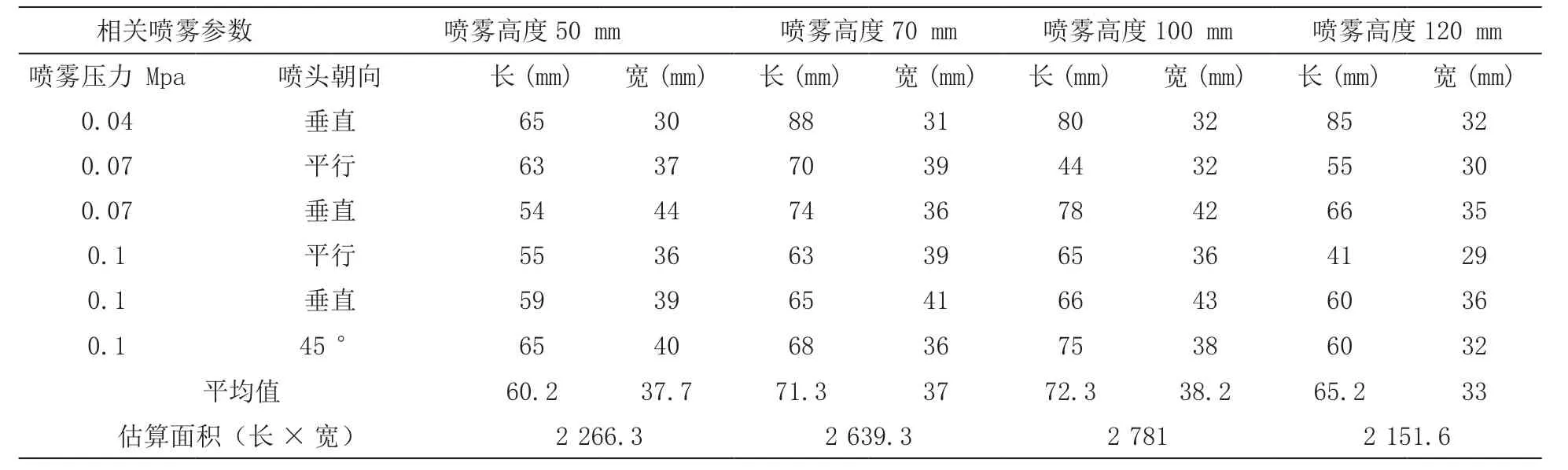
表1 测试数据汇总
4 试验结论
通过验证,喷雾压力是影响喷雾均匀性的因素之一,喷雾压力过小的情况时,助焊剂颗粒较大,喷雾均匀性差,不同设备有一个合适的喷雾压力,如果继续增大喷雾压力均匀扩散性不会再有变化,这时再调整压力只会影响向上的力。波峰焊喷头朝向与喷雾效果具有一定对应关系,非垂直朝向喷口均匀性可能要差。喷雾高度选择 70~100 mm,能使喷雾雾化面积达到最大,是喷雾达到良好均匀性的条件之一。助焊剂喷头与PCB板距离选取 70~100 mm 时,对应的喷雾宽度约为 70 mm。
5 结束语
为了更好的保证波峰焊喷雾均匀性,需要明确助焊剂喷嘴喷口朝向,需要明确生产中气压与喷雾速度和设置关系,由于实际生产中两者的对应关系还受到其他不确定因素的影响(如喷雾移动过程中的停顿时间等),需要通过更全面地对喷雾机构设置及相关工艺参数的优化,来彻底解决改善喷雾均匀性的问题。
猜你喜欢
今日农业(2022年16期)2022-11-09
辽河(2022年1期)2022-02-14
辽河(2022年1期)2022-02-14
好日子(2021年8期)2021-11-04
房地产导刊(2021年8期)2021-10-13
故事作文·高年级(2021年5期)2021-06-01
出版人(2020年4期)2020-11-14
汉语世界(The World of Chinese)(2019年1期)2019-03-18
读者·校园版(2018年24期)2018-12-04
伴侣(2017年7期)2017-07-11