
高锰钢辙叉焊接工艺研究
2019-01-24 08:29姜丽丽李向前尉小明
铁道建筑 2019年1期
姜丽丽,李向前,尉小明,李 忙
(铁科(北京)轨道装备技术有限公司,北京 102202)
由于高锰钢具备优秀的加工硬化性能,采用高锰钢制造的辙叉在受到冲击后表面会产生明显的加工硬化现象,保证了辙叉工作的稳定性[1-3]。高锰钢辙叉被广泛应用于马来西亚、印度尼西亚等东南亚国家及其他海外区域的道岔产品上,因此其制造技术是我国道岔厂家开拓海外市场的关键技术之一。本文基于铁科(北京)轨道装备技术有限公司承接的新加坡高铁项目,进行高锰钢辙叉焊接工艺的研究。
高锰钢属单相奥氏体钢,这种组织有较高的热裂纹敏感性,在热影响区极易诱发液化裂纹,因此焊接时应减少受热程度和受热时间[4-6]。而钢轨含碳量高,焊接时为防止焊接裂纹的产生,需焊接前预热,焊接后缓冷。将高锰钢辙叉和高碳钢钢轨直接进行焊接,无论是焊接工艺还是焊接材料的选择难度都比较大。因此目前世界上比较先进的技术就是选择一种焊接性能好的材料作为中间介质,实现2种材料的焊接连接[7-9]。以前只有奥地利、法国等少数几个国家掌握了该项焊接技术,后来包括我国在内的世界各国科研工作者经过不懈的努力,利用闪光对焊的方法将高锰钢辙叉和高碳钢钢轨成功地焊接在一起。本文通过试验,比较采用2种不锈钢介质的焊接接头性能,从而判定2种介质的优劣,优选出较为合适的不锈钢焊接介质。
1 试验概况
1.1 试验材料
试件分别为R350HT钢轨和高锰钢辙叉。不锈钢介质采用单相奥氏体不锈钢及双相不锈钢,2种介质的化学成分和机械性能见表1。

表1 不锈钢介质的化学成分和机械性能
1.2 接头形式及试验方案
每个焊接接头均由2次焊接完成。首先进行钢轨和不锈钢介质的焊接,焊接完成后对焊接接头介质侧进行划线锯切,正火后再进行高锰钢辙叉与介质的焊接。分别使用单相不锈钢和双相不锈钢2种不锈钢介质进行焊接试验,接头形式如图1所示。
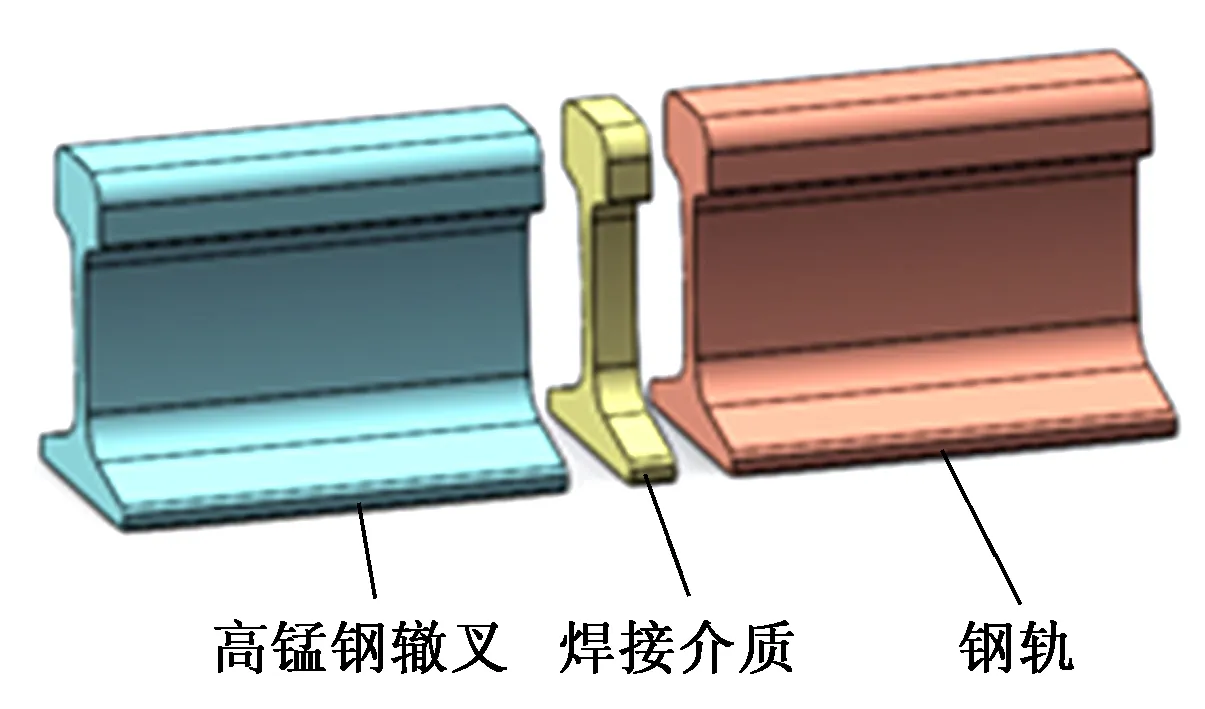
图1 焊接接头形式示意
2 试验结果及分析
使用2种不锈钢介质各焊接7个接头后,进行静弯强度和拉伸强度测试、无损探伤及显微组织检验。试验结果如下。
2.1 静弯强度测试
静弯强度测试在智能型电液伺服 3 000 kN 钢轨静弯试验机上进行,支座间距1 m。各检测5根静弯试件,结果见表2。可知2种不锈钢介质焊接接头静弯强度均满足要求。

表2 静弯试验结果
注:标准要求破断载荷≥880 kN。
2.2 拉伸强度测试
拉伸强度测试结果见表3,可知单相不锈钢介质焊接接头平均抗拉强度及断裂伸长率均满足标准,双相不锈钢介质焊接接头平均抗拉强度及断裂伸长率不合格。
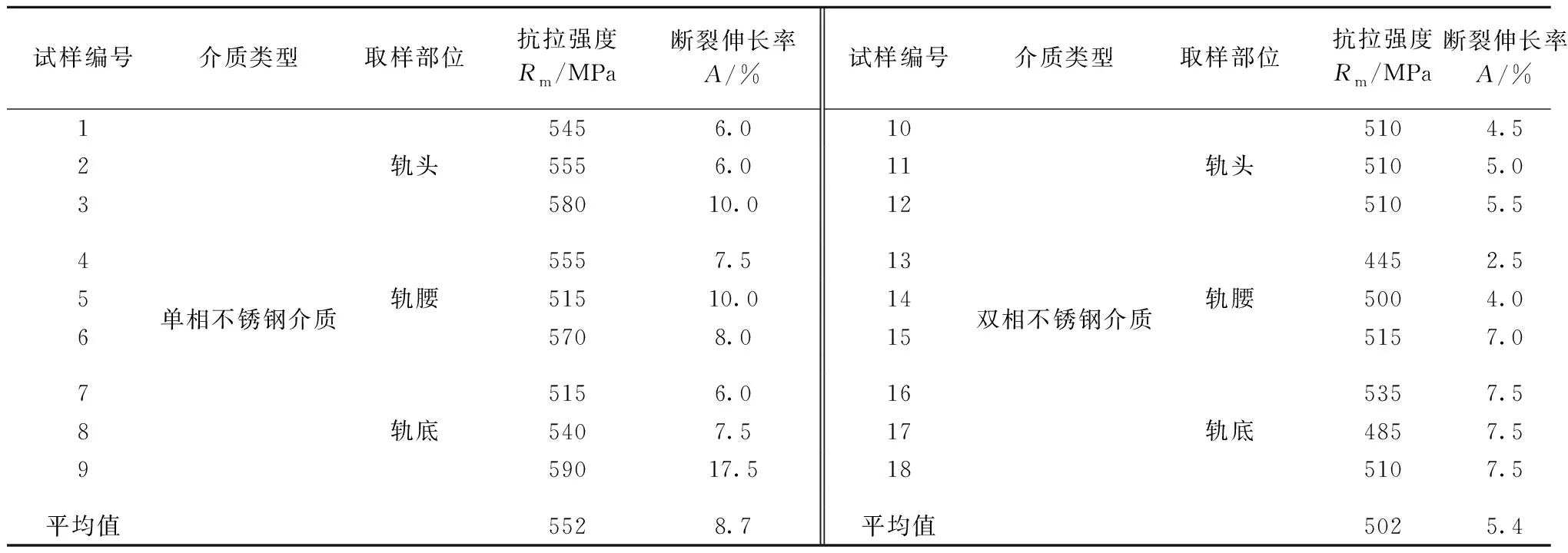
表3 拉伸试验结果
注:标准要求平均抗拉强度Rm≥520 MPa,平均断裂伸长率A≥8%。
2.3 无损探伤
对采用2种介质焊接的静弯试件进行着色探伤检验。单相不锈钢介质焊接接头探伤结果见图2,可知表面无缺陷显示,符合要求。双相不锈钢介质焊接接头探伤结果见图3,可知轨头踏面中间位置出现沿钢轨横向分布的裂纹,不满足要求。
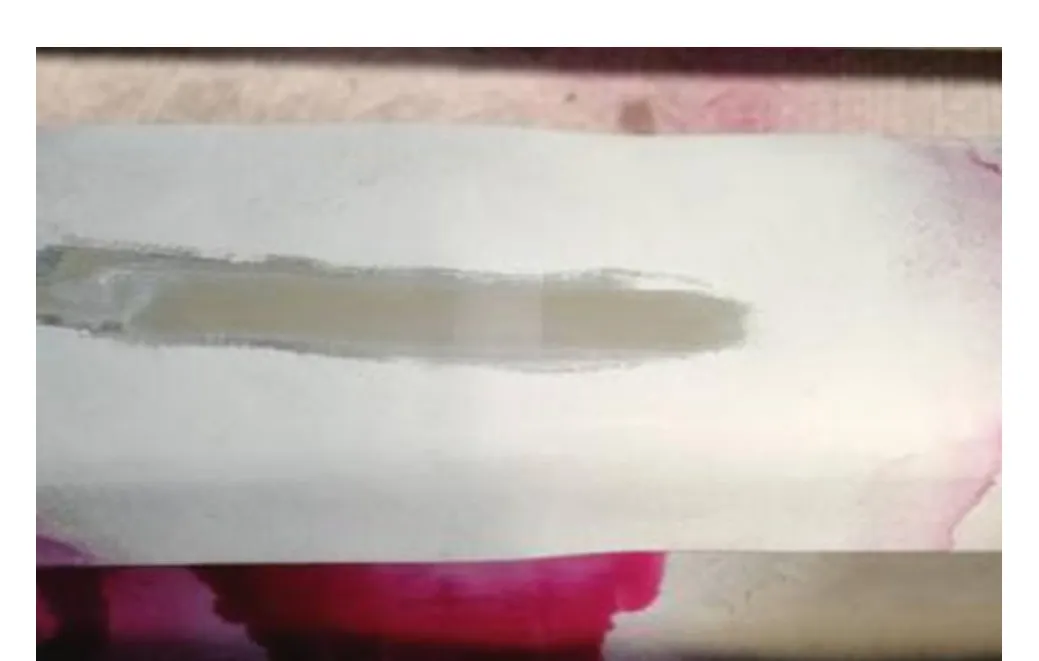
图2 单相不锈钢介质焊接接头探伤结果

图3 双相不锈钢介质焊接接头探伤结果
2.4 显微组织检验
2.4.1 双相不锈钢介质焊接接头
将其中1个出现裂纹的双相不锈钢介质焊接接头轨头部位进行锯切取样,其宏观形貌见图4,接头总长度约为40 mm,将轨头切成3部分,分别标记为1#—3#。在2#试块的不锈钢焊接介质区域内,轨头踏面靠近中间位置可见一条沿钢轨横向分布的表面裂纹。为观察2#试块不锈钢焊接介质的显微组织,对2#试块的金相磨样浸蚀后,宏观形貌见图5。
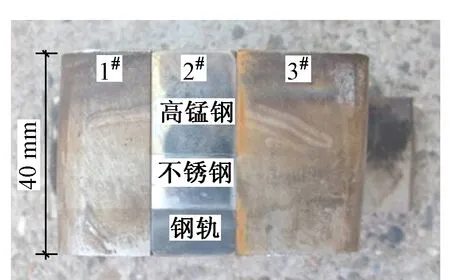
图4 焊接接头宏观形貌
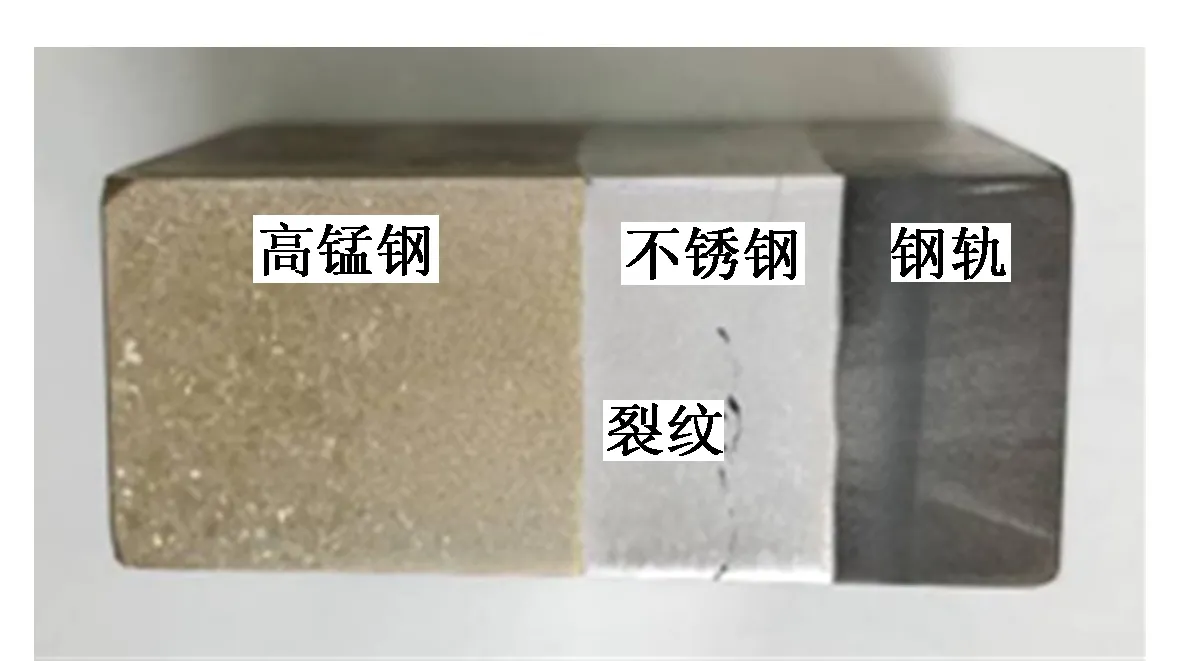
图5 2#试块金相磨样的宏观形貌
图6为2#试块不锈钢焊接介质裂纹的典型形态及显微组织,可见裂纹较宽处已形成孔洞或裂缝。裂纹及其附近区域的显微组织为奥氏体+铁素体不锈钢显微组织,基本为奥氏体组织分布在铁素体基体上,奥氏体与铁素体交替分布,呈条带状,大部分区域的条带状变形较为严重。
2#试块不锈钢焊接介质裂纹及其附近区域在扫描电镜下的微观形貌见图7,能谱分析结果见表4。可知,靠近裂纹端部(能谱1位置)含有大量的 Cr 元素(质量百分比约为30%),应是在奥氏体铁素体相界上析出的富铬σ相。能谱 2 为裂纹附近奥氏体组织的能谱分析结果,显示该处的 Cr元素含量偏高(质量百分比约为21%),其形貌呈凸起光滑态。在奥氏体与奥氏体铁素体相界上均存在少量间断分布的细小凹坑(能谱3,4位置),凹坑处的 Cr 元素含量同样偏高(质量百分比约为20%),分析认为该凹坑所在位置应为富铬的σ相。能谱 5 为裂纹附近铁素体组织的能谱分析结果,显示该区域的Cr含量约为 16%,明显低于奥氏体及奥氏体铁素体相界处的 Cr 含量,其形貌呈相对平坦态。
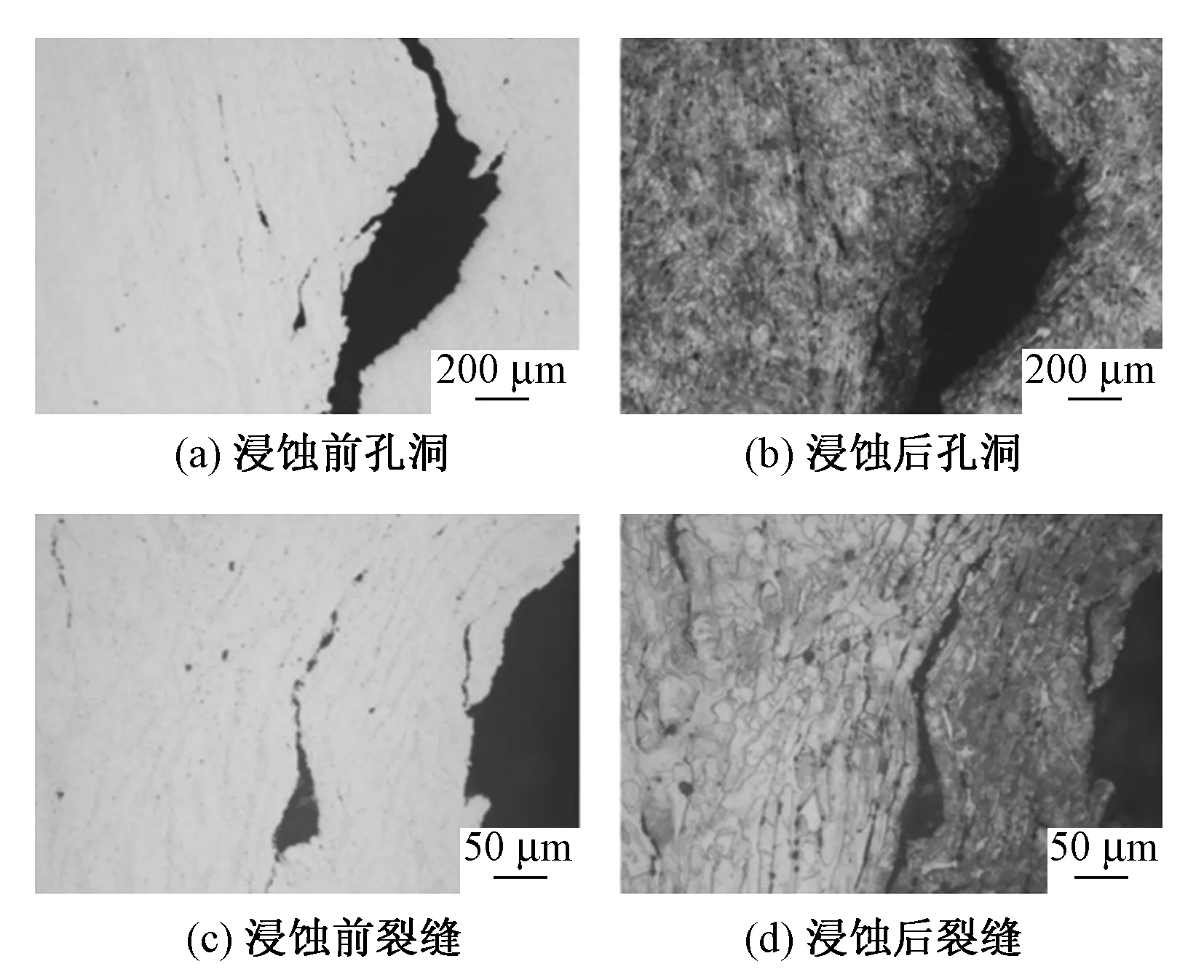
图6 2#试块不锈钢焊接介质裂纹的典型形态及显微组织
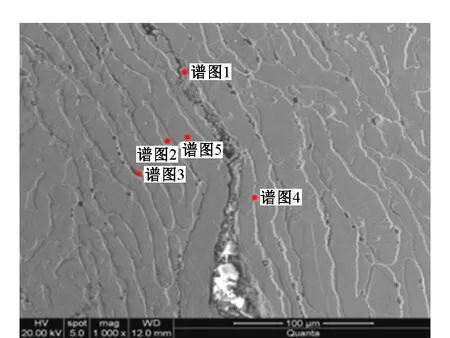
图7 2#试块不锈钢焊接介质裂纹及其附近区域微观形貌
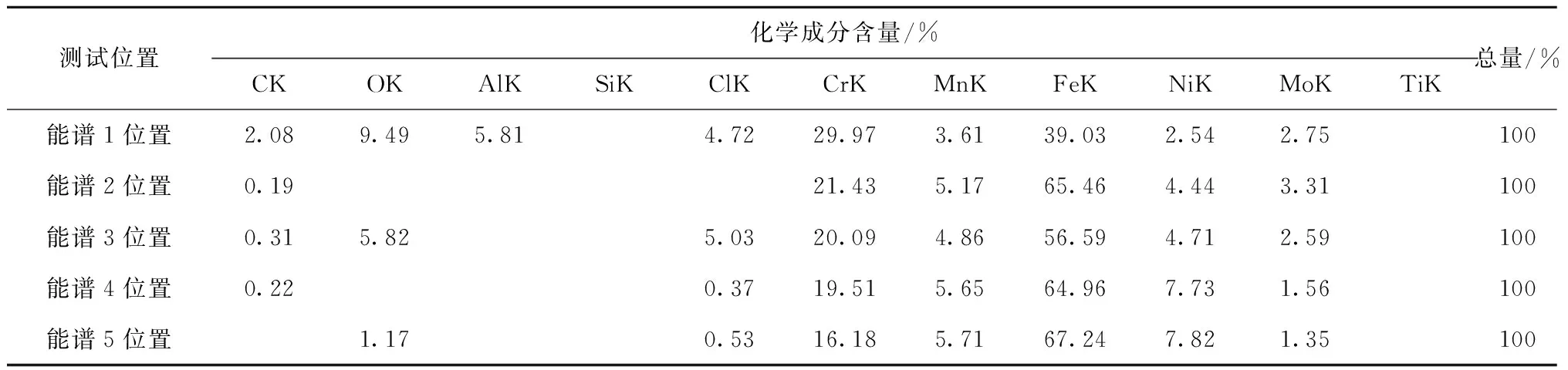
表4 2#试块不锈钢焊接介质能谱分析结果
2.4.2 单相不锈钢介质焊接接头
单相不锈钢介质焊接接头未出现裂纹,其显微组织及晶粒度见图8。可知单相不锈钢介质为单一奥氏体组织,晶粒度在6~8级。
综上分析认为:双相不锈钢介质焊接接头的轨头踏面居中位置存在沿钢轨横向分布的裂纹,裂纹是由双相不锈钢介质Cr偏析导致的;单相不锈钢介质焊接接头未出现裂纹,可能是由于此介质为单一奥氏体组织,且晶粒度级别较高。
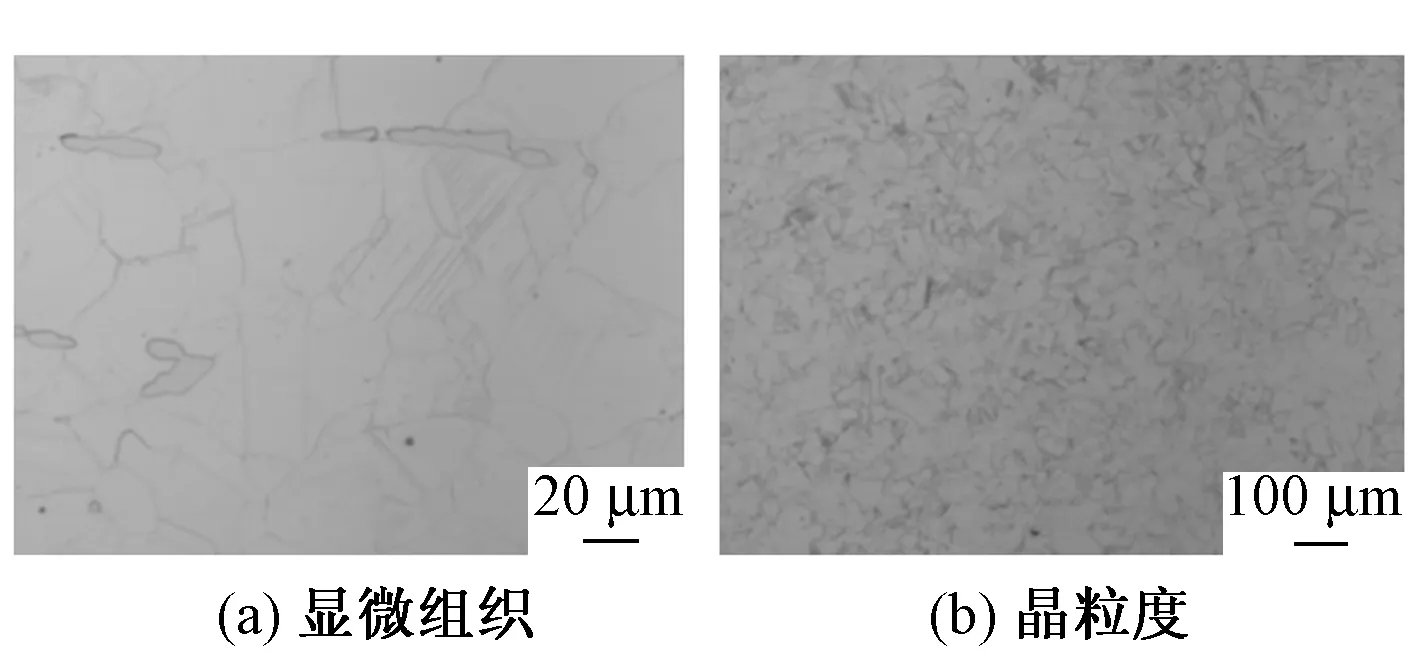
图8 单相不锈钢介质显微组织及晶粒度
3 结论
1)单相不锈钢介质焊接接头表面质量良好,探伤后表面无缺陷显示,各项力学性能符合要求。
2)双相不锈钢介质焊接接头抗拉强度不符合要求。着色探伤发现双相不锈钢介质焊接接头的轨头踏面接近中心位置存在裂纹,不满足要求,分析认为该裂纹是由介质本身Cr偏析导致的。并且双相不锈钢介质呈铁素体、奥氏体交替分布的带状组织,带状组织的存在会使金属的力学性能呈各向异性。
3)由单相不锈钢介质焊接工艺试验确定的焊接参数目前已经应用于新加坡高铁项目的辙叉焊接中,效果良好。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
科学技术创新(2022年1期)2022-02-19
载人航天(2021年5期)2021-11-20
失效分析与预防(2021年6期)2021-02-15
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
中国金属通报(2019年6期)2019-08-20
铸造设备与工艺(2019年2期)2019-07-25
电子制作(2017年2期)2017-05-17
