
某钨锡矿山选矿废水处理及回用研究
2019-01-13 01:25王庆凤
科技风 2019年36期
关键词:处理
王庆凤

摘 要:本文介绍了某钨锡矿山选矿废水的来源及性质、选矿废水的处理方法、回用现状及效果等内容。废水通过分工段处理后,循环回用于生产工艺,能彻底消除回用废水中的锌、铜、砷等重金属和选矿药剂对环境的污染,实现尾矿、选矿废水零外排,对矿山实现经济-资源-环境一体发展有一定的指导意义。
关键词:选矿废水;处理;回用
广西某钨锡矿山选矿厂重选车间原尾矿废水处理系统设备处理能力不足,Ф24m浓密池沉降面积不足,溢流水浑浊,回用会对选厂流程造成不利影响;且原过滤设备处理能力小,经处理的细泥含水量大,因此重选尾矿废水处理系统需改造升级,扩大废水处理能力,降低风险。精选车间原尾矿废水处理系统仅是简单沉淀处理,因精选废水中含有难分解的选矿药剂,长期在选矿系统中循环会影响生产指标,故需建立新的精选尾矿废水处理系统,提高废水处理效果,降低对产品的不利影响,使选矿废水高质量处理回用,最终实现选矿废水零外排。
1 选矿废水来源及性质
1.1 废水的来源
矿山年采矿规模为33万吨,配套建设有日处理规模为1000吨的选矿厂。选矿工程由粗选、重选、精选三个工段组成,整个破碎采用“三段一闭路”的工艺,选矿采用“两段磨矿,多段选别,矿泥归类处理”的工艺。
在选矿过程中,工艺、产品带走以及蒸发等原因消耗的选矿用水是由矿坑涌水经矿井涌水综合处理系统处理达标后,部分排至选厂补充使用。选厂最主要的废水来源是重选、精选中段工艺生产过程产生的废水,还有少部分废水是尾矿临时堆场及装车外售的淋溶水,车间清洗地板及机械等产生的废水。其中,精选工段废水来源有:细泥反浮选废水,枱浮摇床尾矿废水,硫化矿综合回收系统铜、锌、砷精矿产品的脱水废水。
选矿总能力设计为1000t/d,其中重选尾矿量391.6t/d,重选废水最大量为5890m3/d;精选工段矿处理量为88.4t/d,按每吨矿20t水,选矿所用总水量为1768t/d,精选废水约为1800m3/d,选厂水平衡图如图1:
图1 选厂水平衡图
1.2 废水的性质
重选、精选两个工段的选矿废水性质不同,重选工段采用跳汰选别、摇床选别等重选选矿法,重选尾矿颗粒较精选粗,不含浮选药剂,重选废水悬浮颗粒浓度高,水质浑浊,主要处理工作是脱泥脱水。
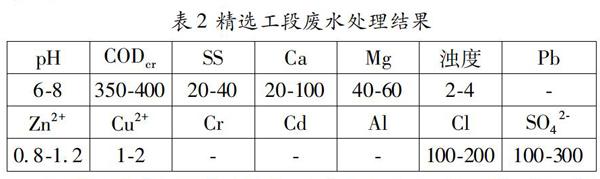
精选工段采用枱浮摇床、浮选等工艺,尾矿粒度较细,需要经过浓密脱水,废水中含有残留选矿药剂,如长期循环使用,药剂在回水中累积,会恶化选别环境,影响选别指标,因此精选工段废水处理工作是脱泥及分解残留浮选药剂。精选工段废水性质见表1:
2 废水处理及回用现状
2.1 重选工段废水的处理及回用
之前重选车间使用的重尾处理工艺流程为先螺旋分级再浓缩脱水。该流程配备设备为2台1.2m单螺旋分级机,1台Ф24m浓密机,1台皮带过滤机,1台陶瓷过滤机。由于重选尾矿量大,该套设备处于超負荷运行状态。具体表现为浓密池沉降面积不足,细粒级悬浮物难以沉降,溢流水呈浑浊状态,回用影响选别指标;两台过滤机的处理能力过小,浓密池底流流出速度慢,造成尾矿在底部沉积,潜在浓密机搅拌浆断裂风险。经论证,重选尾矿处理工艺流程是可行的,存在问题是配套设备超负荷运行。
针对重选尾矿废水的情况及目前处理系统的使用情况,继续采用先螺旋分级出粗砂,溢流进行浓密过滤脱水的工艺流程,选用更大处理能力的设备。具体流程见图2:
图2 重选工段废水处理工艺流程图
重选尾矿经管道自流至螺旋分级机,经螺旋分级后,螺旋沉砂进入粗砂堆场,螺旋溢流进入Ф38m浓密池浓缩。浓密池底流沉沙进入板框压滤机过滤脱水,滤饼运至细泥临时堆场,外售给第三方用作水泥填充料。浓密池溢流与板框压滤机滤液一同汇入回收池,经水泵泵至选厂中位水池供循环使用。
2.2 精选工段废水的处理及回用
精选流程中的枱浮摇床选别,细泥反浮选,硫化矿浮选过程中有加入丁基黄药、2#油等浮选药剂,因此其选矿废水中含有残留的浮选药剂,造成CODCr值较高。浮选要求粒度较细,硫化矿浮选磨矿要求-200目在80%,精选工段废水中含有大量不易下沉的微细矿粒和化学反应生成的交替沉淀物,固体悬浮物(SS)和浊度较高。
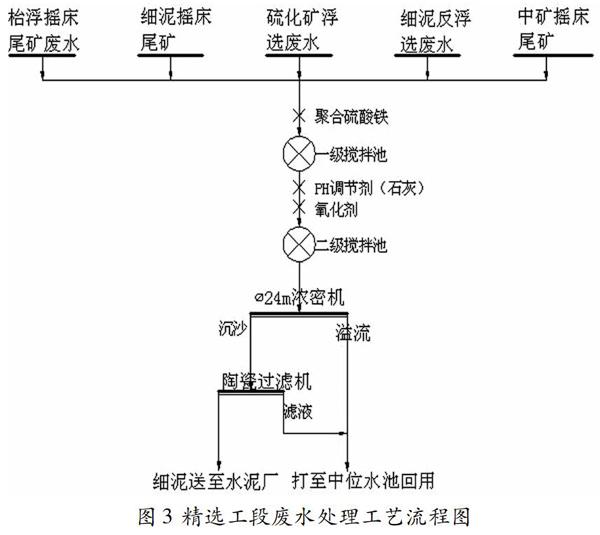
通过比对其它选矿厂的选矿废水处理应用实例,并根据精选废水水质情况:多数工艺在酸性环境下进行,尾矿废水汇集后呈酸性,需加入石灰调节酸碱度,其工艺流程如图3:
图3 精选工段废水处理工艺流程图
尾矿废水汇总至一级搅拌池,充分曝气后,残留药剂得到一定氧化分解,加入絮凝剂聚合硫酸铁,将悬浮细颗粒架桥絮凝,有利于下一步的沉降;之后进入二级搅拌池,残留药剂进一步氧化,加入石灰水调pH至7-9,加入氧化剂漂白粉加速残留药剂氧化分解;之后进入Ф24m浓密池沉降,浓密机滤饼进入细泥堆场外售,其滤液自流至回收池,经水泵泵至中位水池循环使用。
3 处理后废水回用效果及可行性分析
3.1 废水处理后回用效果
重选废水处理系统经改造升级,扩大处理能力之后,重选尾矿实现泥砂分离,含水量低于15%,能够装车外售;重选废水SS值在40mg/L以下,浊度在4%以下,回水使用不影响选厂生产指标。
精选通过建立新尾矿废水处理系统,精选尾矿含水率低于19%,废水水质能满足选矿回用水标准;细泥尾矿外售给第三方,实现选矿废水和尾矿零排放。精选工段废水处理结果见表2:
处理后的水回用效果良好,出水指标稳定,满足选厂选矿回用水标准。
3.2 可行性分析
从上述回用效果可以看出,该处理方案效果较好,满足矿山的选矿需求,且浓密机等机械设备的运行管理,具有广泛的适应性,技术成熟,设备操作安全、可靠。因此,在技术层面是可行的。
经济效益层面,通过废水处理之后,实现尾矿废水分离,粗砂尾矿作为土建石材外售,细泥尾矿作为水泥填充料外售,能创造一定的经济效益,矿山废水可循环回用于生产工艺,即节约了水资源,又实现废水零外排,做到了循环经济。
环境及社会效益层面,废水处理回用既保护了生态环境,又实现了清洁生产,并且该项目属废水治理项目,符合国家相关产业政策,是国家鼓励项目。
4 结论
本文通过讨论分析某钨锡矿山选矿废水的处理及回用现状,可得出以下结论:本项目对实现矿山选矿废水零外排,消除选矿废水对环境的不利影响,实现资源利用与环境保护和谐发展,有一定的指导意义。不同矿石产品、不同选矿工艺会产生不同性质的选矿废水,须探索研究不同的处理方法,来达到绿色矿山的要求。
参考文献:
[1]张胜东,童雄,谢贤,等.我国选矿废水回用处理方法研究进展[J].矿产保护与利用,2016,(3):69-71.
[2]张学洪,陈志强,张颖,等.混凝沉淀法处理钨矿选矿废水生产实践研究[J].吉林化工学院学报,2000,17(3):38-40.
[3]吴烈善,覃登攀,唐景静,等.化学混凝法处理选矿废水的实验研究[J].矿山安全与环保,2007,34(5):15-17.
[4]张帆.高磷赤铁矿选矿废水分质处理与回用分析研究[D].武汉:武汉理工大学,2010:3-4.
