数控机床中利用PLC进行故障诊断的方法
2019-01-09 03:45:14易昊
时代农机 2018年11期
易 昊
(江苏省徐州技师学院,江苏 徐州 221000)
PLC可编程控制器,本质上是一种工业控制计算机。它的硬件结构类似于一般微机系统。
PLC可分成内置式(以模板形式装在CNC系统内的与外置式。外置式的PLC可控制编程器,往往是为了满足大量而复杂的多开关信号的控制要求,而独立于CNC主机之外安装的。外置式的缺点是附属设备导致可靠性下降,同时增人了设备体积。
PLC是“模块化”结构。即:硬件模块化(易于配置)与软件模块化(整个软件由标准的功能软件包构成)。一旦PLC装置发生故障时,往往只是某个模块问题(无论是软件模块或硬件模块),更换方便。
PLC除了数据的处理与通讯功能外,主要功能是“控制”。因此,如果PLC装置本身存在故障,必然出现控制类的故障现象。反过来说,凡是控制类的故障,PLC装置是个应该考虑的环节。
1 PLC的硬件结构及其输入与输出信号
PLC主要由含有CPU、RAM与EPROM的主体板与输入/输出接口板构成。
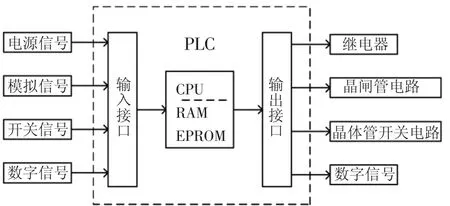
图1 PLC的硬件结构
PLC的在数控机床中的作用是介于CNC系统与数控机床电器部分之间信号传递,当出现控制类故障时,信号传递是否正常,(I/O接口)端口的通畅或阻断,PLC控制单元是否被破坏。
接口信号的状态特点,是PLC装置对外信号交换所固有的特点。关于PLC装置的输入与输出接口信号,参见图2。错误的接口信号状态,PLC将发出报警。
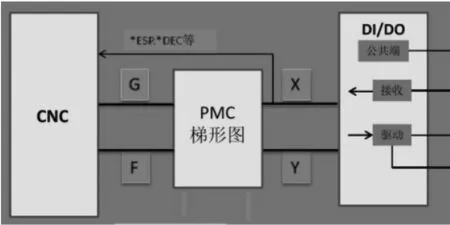
图2 PLC输入与输出信号
2 PLC软件结构与PLC自诊断
PLC软件结构包括了参数、程序和报警文本三种内容。
PLC具备自诊断功能,按下“诊断软键”开启诊断功能,按照自诊断程序,PLC硬件装置来实施对所有存储器内容的总和检查、对关键硬件接口特定标志位的循环检测。输出的PLC软件报警,是由PLC装置的软件与硬件共同控制工作的结果。
PLC程序存储在系统程序存储器和用户程序存储器中,系统存储器存储的是机床参数,用户存储器存储的是用户编写的程序。机床PLC调试应遵循先软后硬检查参数与用户程序,
如发现PLC有报警故障,阅读PLC自诊断给出的信息,大致确定故障位置。即便没有PLC故障报警,也可以应用“诊断软键”在显示器上调出相关控制件的实时状态参数表,显示特定标志位的逻辑状态,来判断故障位置。
3 结语
PLC是起到NC与机床电器之间的信号交换控制作用。通过PLC的报警故障信号,能够判断出机床故障位置,简化故障诊断步骤。
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
北京航空航天大学学报(2021年6期)2021-07-20 07:24:00
World Journal of Clinical Cases(2020年2期)2020-04-22 01:47:48
制造技术与机床(2019年2期)2019-03-06 07:11:42
电子制作(2018年18期)2018-11-14 01:48:24
制造技术与机床(2017年11期)2017-12-18 06:47:01
凿岩机械气动工具(2017年2期)2017-07-19 10:21:16
环球时报(2014-06-18)2014-06-18 16:40:11
电子设计工程(2014年23期)2014-02-27 12:02:22