注塑模具斜抽芯结构设计原理分析
2018-12-17 07:25
新教育时代电子杂志(教师版) 2018年40期
(益阳职业技术学院 湖南益阳 413000)
当塑胶产品上存在“倒勾”结构,而又不适合强制脱模时,我们通常要设计斜抽芯结构,把“倒勾”部分做成活动的,开模时,斜抽芯机构在垂直开模力的带动下,沿斜向分解成水平的抽芯动作,从而保证产品顶出前“倒勾”脱离合模位置,把产品顺利顶出。一般地,按照“倒勾”内、外位置不同,斜抽芯机构有“滑块”和“斜销”两种形式,本文以“滑块”为例,对斜抽芯结构的原理进行分析。
一、典型斜抽芯机构的组成,如图1所示
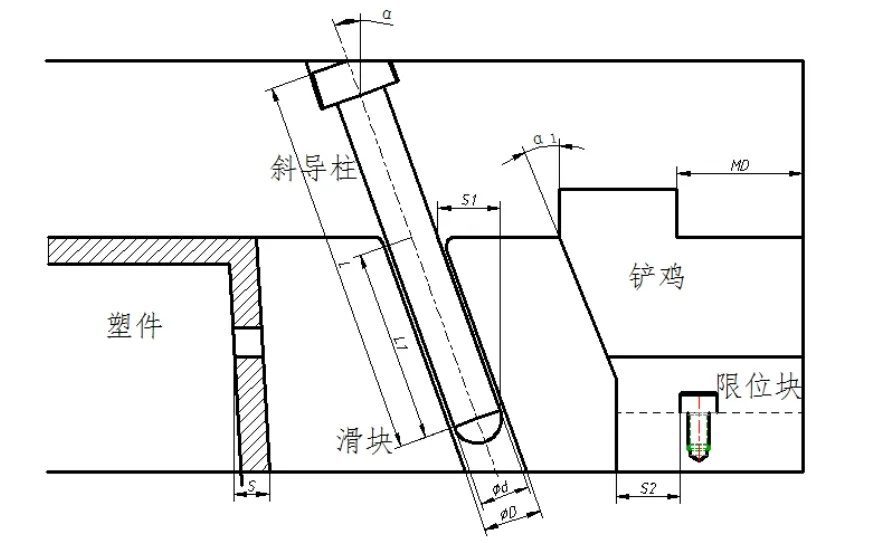
图1 典型斜抽芯机构的组成
图中部件的作用如下:
1.滑块 主体部分,抽芯部分的成型机构,是核心部件,其他部分都是为它服务的。
2.铲鸡 锁紧部分,锁紧滑块,承受注塑压力。由于产品在注塑时产生很大的压力,为防此滑块受到压力而产生位移,从而影响成品的尺寸与外观,因此,需采用锁紧装置。
3.斜导柱 回位部分 纵向导向并回位滑块。只有“斜”,才能产生侧向位移。
4.限位块 定位部分 横向定位滑块,限制滑块横向移动。因为滑块在开模过程中要移动一段距离,要使滑块能安全回位(合模时导柱不撞在滑块上),必须给滑块安装定位装置,此定位装置要灵活可靠。
5.压条、导向槽等(图中未画出)导向部分 引导运动方向与平稳性,防止滑块窜动。滑块在导滑时,运动必须顺畅、平稳,才能保证滑块在生产中发生卡滞和跳动现象,以免影响产品质量和模具寿命。
6.耐磨块等(图中未画出)降低铲鸡和滑块等相对运动部件的磨损,一般耐磨块表面须做氮化处理。
二、斜抽芯机构设计原理分析
上图中各设计要素的含义:
S——产品倒勾距离 S1——滑块行程 S2——限位行程
d——斜导柱直径 D——斜导柱孔直径 MD——安全距离
α——斜导柱角度 α1——铲鸡角度 L——斜导柱总长
L1——有效长度
上述各设计要素的设计原则是:
1.倒勾距离S<滑块行程S1<限位行程S2
倒勾距离小于滑块行程,才能保证倒勾完全脱离产品,同时,避免在加工斜导柱孔圆角时过大所引起的滑块行程不足。一般的,S1=S+2~3,S2=S1+0.2~0.5;
2.斜导柱孔直径D〉斜导柱直径d
斜导柱孔与斜导柱之间必须要有装配间隙,以保证斜导柱与孔之间配合顺畅,进出自如。一般的,D=d+1(单边0.5)
3.铲鸡角度α1>斜导柱角度α
铲鸡角度比斜导柱角度大,保证滑块回位时斜导柱先复位,铲鸡再回位,避免铲鸡回位过快造成斜导柱撞击滑块导致损坏。斜导柱角度一般小于25度,不能太大,α越大,斜导柱受力越大,易损坏。一般的,α1=α+3
4.斜导柱有效长度
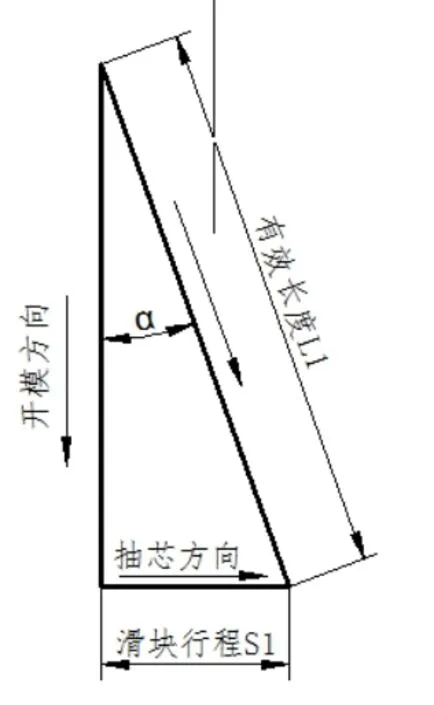
图2 滑块行程计算图解
如图2所示,L1×tan(α)=S1>S,因此,斜导柱要提供足够长的有效长度和一定的角度,以保证抽芯行程达到要求。
5.滑块导向部分尺寸
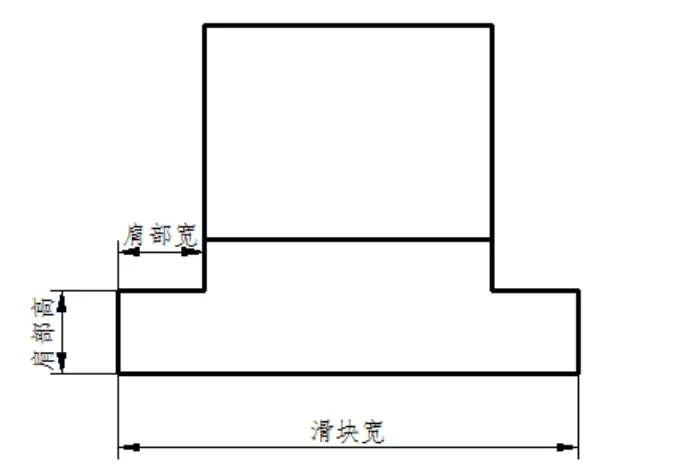
图3 滑块导向部分尺寸示意
一般的,肩部宽=肩部高=5,随滑块大小适度增减。
6.安全距离
铲鸡后部至模具外表面的安全距离,主要作用是支撑铲鸡锁紧滑块的力,当安全距离太小时,在注塑时可能会产生变形,使铲鸡不能锁紧滑块。一般的,MD值需为20以上。
结语
斜抽芯机构设计是注塑模具设计的重点和难点,参数多,各参数间又有联系,常需根据实际情况进行变动,但对初学者而言,核心的是要了解斜抽芯的原理与运动分析,在处理一些复杂的抽芯设计时,“万变不离其宗”,才能举一反三地处理实际所出现的问题。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
健康必读·下旬刊(2020年9期)2020-09-13
哈尔滨轴承(2020年4期)2020-03-17
兵器知识(2019年10期)2019-11-04
猪业科学(2018年4期)2018-05-19
金属加工(冷加工)(2018年2期)2018-03-22
橡塑技术与装备(2018年4期)2018-03-01
新能源科技(2018年1期)2018-02-17
婚姻与家庭·性情读本(2017年1期)2017-02-16
中国塑料(2015年9期)2015-10-14