空压机高压缸轴振动异常的原因分析与处理
2018-12-07 11:11:04李新凯
中氮肥 2018年6期
赵 飞,李新凯,张 冲
(中石油塔里木油田分公司塔西南勘探开发公司炼油化工厂,新疆泽普 844804)
1 概 述
中石油塔里木油田分公司塔西南勘探开发公司炼油化工厂合成氨装置配套工艺空气压缩机(101-J,简称空压机)是由1台透平 (101-JT)驱动的两缸四段离心式压缩机,机组由低压缸(2MCL605)、增 速 箱 (25HS)、高 压 缸(2MCL357,高压缸简图见图1)组成,并通过膜片联轴器串联而成;空压机高压缸、低压缸与增速箱安装在1个公用底座上;段间设置有3台循环水冷却器 (101-JC1/JC2/JC3,浮头换热器)和 3台液滴分离器 (147-F/148-F/149-F)。
空压机主要性能参数如下:一段流量33091 kg/h,一段入口温度32℃、入口压力83.4kPa;四段出口温度197℃、出口压力3651kPa;功率4960kW;低压缸主轴转速9735r/min,低压缸临界转速 (一阶/二阶)3321/12289r/min;高压缸进口流量108m3/min,高压缸主轴转速14691r/min,高压缸临界转速 (一阶/二阶)5359/21668r/min,速比1.509。
101-J属离心式压缩机 (具有喘振特性),有2路防喘振设置:一路由101-J低压缸出口引出1条放空管线,由HV-23控制;另一路由101-J高压缸出口引出1条放空管线,由FV-4控制 (FV-4还具有调节合成气氢氮比的作用)。
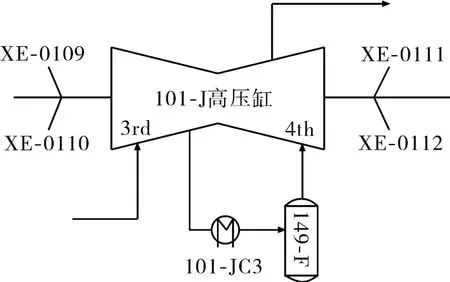
图1 空压机高压缸简图
2 空压机检修及运行情况
2.1 空压机近几年检修和运行情况
空压机按照每4a大修1次、每2a项修1次的原则开展检修维护工作。2014—2016年,空压机高压缸进行了1次大修和1次项修作业:2014年9月装置停工检修,空压机进行开缸大修,检修后开车机组运行正常;2016年对高、低压缸轴瓦进行检查,复查对中。2014—2016年期间空压机共经历2次冬季长停,分别是2014年12月底—2015年5月和2015年12月17日—2016年3月15日,长停期间坚持按每半月对机组进行充氮吹扫和保护、每周启动润滑油泵1次、机组润滑后盘车的要求进行维护。
2.2 2016年复工检修和开机情况
2016年3月中旬,合成氨装置进行复工检修,空压机高压缸进行了项修,主要检查测量了空压机各部位轴承间隙、瓦背紧力、转子窜量,并对轴瓦磨损、转子轴颈和止推盘等进行了检查。项修完成后,共开机5次,具体情况如下。
第1次开机 (2016年5月23日),二段炉吹灰,空压机高压缸转速8700r/min左右,运行约3h;每次吹灰过程高压缸轴振值有波动,整体呈上涨趋势,整个吹灰过程中XE-0109(轴振值测点,见图1;下同)由20μm逐渐涨至40μm,期间最大振值为83μm(机组轴振动报警值69μm、联锁值115μm)。
第2次开机 (2016年5月26日),一段炉进行氮气升温,空压机高压缸转速8000r/min,运行12h,过程中空压机高压缸振值较稳定,XE-0109最大值为23μm。
第3次开机 (2016年 5月 27日 01:20—04:18),运行3h,空压机高压缸转速达9095 r/min时因振值高联锁停机,停机后机组未作检修,待下一次开机观察跳车原因。
第4次开机 (2016年 5月 27日 04:40—08:20),空压机高压缸转速升至 9035r/min,因振动大,降转速至8300r/min后轴振值XE-0109维持在54μm左右,相对较稳。经分析后,停机检查段间入口空气过滤器、防喘阀,防喘阀无异物堵塞,状态正常;入口空气过滤器内有异物,进行清理;检查期间还发现二段段间冷却器(101-JC2)浮头侧积水较多,加强了排水。
第5次开机 (2016年 5月 27日 16:28—18:42),空压机高压缸转速升至 8900r/min,XE-0109涨至 106μm,降转速至 8300r/min,XE-0109降至45μm,其后提高转速轴振值即上涨。于是决定停机检查南侧径向轴瓦 (简称南侧瓦)、北侧径向轴瓦 (简称北侧瓦)。
3 空压机高压缸的检修情况
第1次停机检查:北侧瓦背有0.01mm间隙,调整至0.02mm过盈量,北侧径向瓦沿轴向有约50%瓦接触不好,瓦面右半边有摩擦痕迹,于是更换径向瓦1付,检查瓦面与轴的接触情况,调整使之与轴接触均匀,更换调整后轴瓦间隙为0.14mm,瓦背过盈量为0.02mm;检查南侧瓦,一切正常,没有发现问题。
第1次停机检查完成后,第6次开机 (2016年5月28日 10:30—16:30),空压机高压缸转速升至9000r/min,轴振值 XE-0109和 XE-0110分别在43μm和56μm,缓慢将机组提压升速,最高提到9600r/min、压力3269kPa,XE-0109、XE-0110、XE-0111、XE-0112分别达到53μm、68μm、29μm、30μm。经讨论认为,机组当前这种状况无法满足夏季满负荷运行需要,决定再次检查瓦背过盈、瓦间隙,并复查对中情况。
第2次停机检查:复查对中正常;北侧瓦背又存在间隙,修整瓦背接触,将瓦背过盈调整合适,径向瓦间隙超差0.01mm,再次更换径向瓦1付;检查南侧瓦,一切正常。
第2次停机检查完成后,第7次开机 (2016年5月29日 18:36—23:15),空压机高压缸转速升至9000r/min,振值波动较大,降转速至8500r/min,XE-0109和 XE-0110为 48μm和49μm。经讨论认为,转子可能存在不平衡。于是决定停机,高压缸大修更换备用转子,换下的转子紧急返厂维修和做高速动平衡试验。
第3次停机检查:复查对中正常;北侧瓦背紧力多次测量不一致,检查轴承体与轴承座接触情况,其下部有点空,更换轴承体后,检查接触,紧力正常;高压缸开缸后发现锈迹较多,转子叶流道锈蚀结垢较多,两侧汽封处污垢较多,高压缸转子跳动正常,三段后两级叶轮背面靠轴径锈垢颗粒较粗,高压缸两端轴端汽封凹涡内油泥和结垢较多 (机组平衡管由此引出)。更换备用转子和转子上带的轮毂,联轴器成套使用,转子跳动正常。
第3次停机大修更换高压缸转子后,第8次开机 (2016年6月2日05:50—11:00),空压机高压缸转速升至9400r/min、压力最高提至3.3 MPa,轴振值波动大,联锁停机。
第4次停机检查:再次检查瓦间隙及瓦背紧力,将瓦背过盈量调整到0.04mm,轴瓦间隙正常。
第4次停机检查完成后,第9次开机 (2016年6月2日23:20),空压机高压缸转速升至9300 r/min;6月3日10:00,缓慢提压至2.9MPa,轴振值XE-0109和XE-0110为49μm和52μm,试着向二段炉配空气,装置低负荷运行。
紧急返厂维修转子运回现场后,安排第5次高压缸大修:复查对中正常,北侧径向瓦间隙0.17mm,发现中分面上又有锈迹;更换上经紧急返厂维修并完成高速动平衡试验的转子后,再次更换北侧径向瓦1付,瓦背过盈量0.02mm,重新对中,达到要求。
4 空压机高压缸轴振动异常的原因排查
为查找空压机高压缸轴振动异常的原因,主要从检修装配质量、设备档案、转子系统对中、转子运行情况、振动检测探头、操作变动等方面逐一进行分析与排查。
(1)据高压缸轴两侧轴振值同时波动且均呈增大的态势,以及两侧振动检测探头基本上不可能同时发生故障的分析,我们认为仪表探头应该没有问题。
(2)经查设备档案,近几年机组未发生过喘振,机组因发生喘振导致高压缸轴振值高的可能性基本上可以排除。
(3)针对是否因操作变动引起高压缸轴振值高的可能,分析认为,本次检修后二段炉吹灰流程由原来的由二段炉入口阀控制改为由空压机出口MOV-6开关控制,而空压机出口到MOV-6开关的管线距离较短,短时间内间断开关阀门的吹灰方式可能对机组的运行造成一定的影响,使得每次吹灰时空压机高压缸轴振值都有波动。
(4)通过2次停机检查轴瓦间隙、瓦背紧力、轴系对中、转子扬度、轴颈跳动及瓦座口、瓦座与瓦架接触情况,对怀疑可能存在问题的部位进行重点检查,通过调整修研或备件更换,装配数据均达到了设计要求,故排除检修装配质量不良而造成高压缸轴振值高的可能。
针对上述多次反复检修 (包括更换备用高压缸转子)未能解决空压机高压缸轴振值高的问题,我们结合大机组状态监测系统、多次开停机状况以及振动分析仪提供的振动波形和频谱进行分析。
每一种引发异常振动的故障源都会产生一定频率的振动,据振动信号的频率组成,可以很快排除一批不可能出现的故障:①油膜涡动的振动频率为 (0.42~0.48)×RPM(RPM指转子转速,r/min),油膜涡动的振动频率为转子一阶临界转速频率,振幅不稳定;②转子与固定部件之间的摩擦激发较宽频带的振动,可能包括基频、倍频、次谐波、转子零部件固有频率;③转子组件松动的振动频率以基频为主,可能伴有倍频或1/2×RPM、1/3×RPM等分数倍频,其幅值不稳定;④不对中不但影响基频振动,还可引起2倍频及其他高倍频振动;⑤转子裂纹引起的2倍频振动,水平方向和垂直方向的振幅大小相近——通过转子探伤予以排除。
通过故障振动分析仪提供的振动波形和频谱,高压缸振动频谱主要是1X频,其他频率成分较少,由此排除油膜涡动/振荡、转子与固定部件之间摩擦、基础松动、轴承工作不良 (间隙、紧力、接触、摇摆、油档等)、对中不良等因素。
排除上述因素后,引起空压机高压缸轴振值高的可能原因还有:①转子不平衡,引起基频振动,径向水平和垂直两个方向的振幅同时加大;②高压缸两端轴端汽封凹涡内油泥和结垢较多,导致气流激荡;③二段炉吹灰方案不严谨,对机组的安全运行造成影响;④二段段间冷却器 (101-JC2)浮头侧积水较多,对机组安全运行造成影响;⑤ 第1次更换的备用转子,其自身高速动平衡方面存在问题。
再结合转子返厂检修后的情况来看,我们认为空压机高压缸轴振动异常的主要原因是:冬季长停期间和开车过程中转子被污染结垢,引起转子动不平衡,而转子上的附着物 (铁锈颗粒)并不是很牢固且不均匀,造成运转时转子处于不平衡状态。
5 事故教训和整改建议
5.1 事故教训
(1)对出现的新问题,我们缺乏前瞻性的思考及改进。例如:如何对空压机系统的碳钢管道、分离器、换热器进行保护,使空压机系统始终在氮气保护之下不生锈,这需要后期进行一些改造;在不进行改造的情况下,需要探究如何预防空压机系统管线、分离器、换热器的结垢、生锈问题。
(2)工艺方案不严谨,现场操作细节和关键操作步骤掌控不足。如二段炉吹灰方案,必须加以改进。
(3)关键零部件委外维修时驻厂监造和质量确认不到位。
(4)本次更换转子过程中,可能存在因轮毂和联轴器未配套使用而引起的转子不平衡问题;另外,日常在联轴器、紧固螺栓等细节管理方面存在重视不足等问题。
5.2 整改建议
(1)优化空压机检修后的试车思路。在现有吹灰流程下,当机组检修好以后,将机组试机到额定转速,以鉴定检修质量。
(2)开展空压机附属设备防腐研究工作,选择合适的空压机附属设备内防腐技术,并进行局部试验,成熟后择机实施。
(3)加强开车过程的监督和检查,加强现场操作细节管理,严格操作变动管理。
(4)专题深入研究装置长停机组系统的保护问题。
(5)空压机段间冷却器浮头侧排放管线增设疏水器,以便及时排出工艺空气中的水。
猜你喜欢
湖南电力(2022年2期)2022-05-08 11:29:42
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
应用能源技术(2020年11期)2021-01-26 00:16:42
电子制作(2017年17期)2017-12-18 06:40:54
工业设计(2016年7期)2016-05-04 04:02:44
工业设计(2016年7期)2016-05-04 04:02:17
汽车维护与修理(2016年3期)2016-02-28 13:17:07
少先队活动(2014年6期)2015-03-18 11:19:18
机电信息(2015年6期)2015-02-27 15:55:04
中国新技术新产品(2014年7期)2014-05-11 10:50:42