数控立式加工中心主轴热变形实验测试与分析*
2018-12-03 08:24罗忠辉谢泽兵吴俊兰
机电工程技术 2018年11期
白 路,罗忠辉※,阮 毅,余 宁,谢泽兵,吴俊兰
(1.广东技术师范学院机电学院,广东广州 510665;2.广东省机械研究所,广东广州 510635)
0 引言
精密加工中心在精密制造中起着至关重要的决定性作用。据研究表明,在数控机床加工系统的各类误差中,平均占比最大的是几何误差和热误差。通常情况下,该两项误差可占机床加工系统总误差的45%~65%,而且越是精密的机床,该两项误差所占比例就越大。所以,在加工过程中有效减小机床几何误差和热误差的影响是提高机床整体加工精度的重中之重。要提高机床加工精度,减少热误差,目前主要是采用主动减小误差法和误差补偿法两种途径来实现。
主动误差减小法是通过设计和制造环节消除或减小热误差源,提高机床的加工精度,或者控制温度来满足精度要求。主动误差减小法存在成本大幅度上升的局限性,以及无法修正在加工过程中产生的一些干扰因素而引起的误差等问题。
误差补偿法是应用传感器及控制技术,在机床现有加工精度下,通过对加工过程误差的测量与建模手段,在线获得误差补偿值,将该误差值反馈到数控系统中,通过修正实际坐标驱动量来实现误差修正,可以使被加工的工件获得有可能比机床母机更高的精度,经济效益非常显著。正因为热误差补偿技术具有强大的技术生命力,因而迅速地被各国学者、专家所认同,并使之在机械精密制造行业中得以迅速发展。目前,该项技术已成为精密装备制造的研究热点[1-5]。
1 测试系统硬件设计
测试系统由温度传感器、涡电流位移传感及数据采集卡组成,如图1所示。温度传感器采用薄片式PT100温度传感器及其配套的温度变送器,量程0~100℃,变送器为标准电流信号输出,4~20 mA。
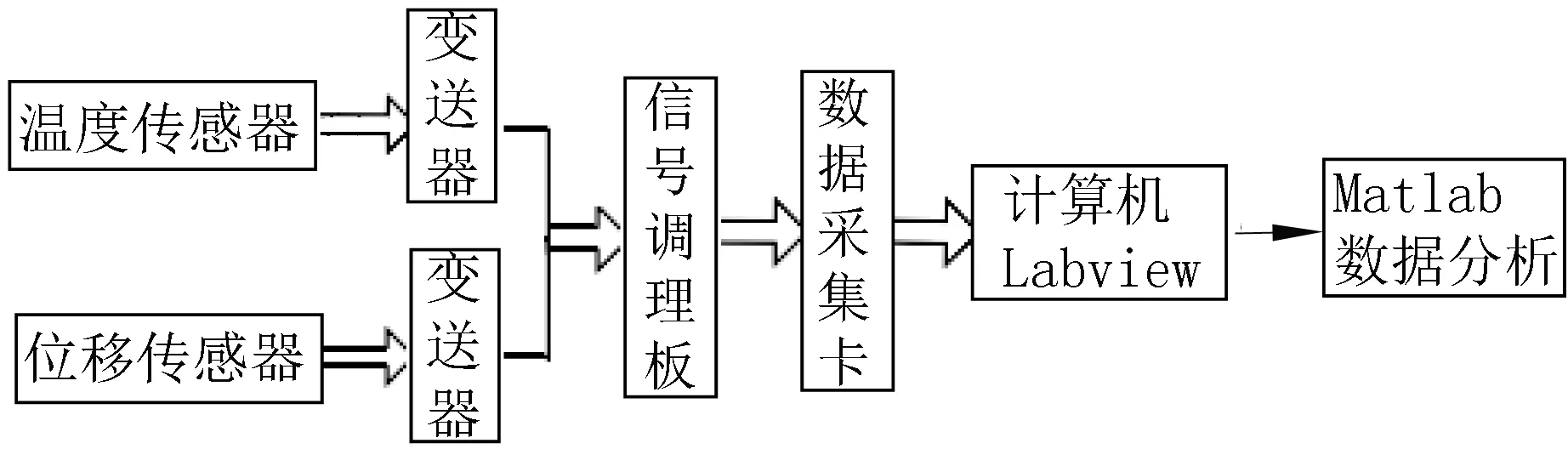
图1 机床主轴热变形测试系统组成
热变形传感器选用基恩士EX-416涡电流位移传感器以及EX-205控制器,电涡流传感器属于无接触测量,具有精度高、线性度好的特点,量程0~5 mm;控制器输出为电压型标准信号:0~5 V。
数据采集卡选用SMACQ品牌的USB1252多通道数据采集卡,USB-1252A数据采集卡属于高性价比的数据采集解决方案,具有12-bit的垂直分辨率和最高500 kSa/s的模拟采集能力的同时,USB-1252A系列数据采集卡有16个通道数字输出、16个通道数字输入和4通道计数器;自带常规功能的DAQ-Sensor数据采集软件,兼容Lab view软件平台开发的应用程序,采集数据保存为通用文本格式,方便后续用大型数据分析软件Matlab做进一步的分析与处理。
2 测试系统软件设计
温度和热位移数据采集软件在LabVIEW 8.0环境下开发,开发的数据采集软件运行界面如图2所示。

图2 机床主轴热变形数据采集界面
(1)温度、热位移信号采集
温度信号与热变形信号同时进行数据采集与分析。采集数据前先设置好系统参数,如采样频率和采样点数,在后面板程序框图中采用顺序结构;由DAQ数据采集卡对温度传感器和直线位移传感器传入的数据进行A/D转换成数字信号,采集的动态数据如图2所示,采集的温度信号数据在24℃附近上下波动,热位移信号数据在47μm附近波动[6]。
(2)信号存储
系统可以实时更新从数据采集卡采集得到的温度和热位移数据并同时实时显示,其中温度信号的数据分为摄氏和华氏温度,通过LabVIEW前面板新式控件中布尔子选板垂直摇杆开关控制,机床热位移量由新式控件中的量表显示。
3 主轴热变形测试实验
根据文献[4],设置2个温度传感器测点,温度传感器T1设置在刀柄外套上,温度传感器T2设置在主轴箱正面的中间位置,电涡流传感器设置在刀柄的端面,如图3所示。温度传感器的初始温度视为环境温度。实验方案为:机床先1 500 r/min、3 000 r/min两种工况下连续空转运行。
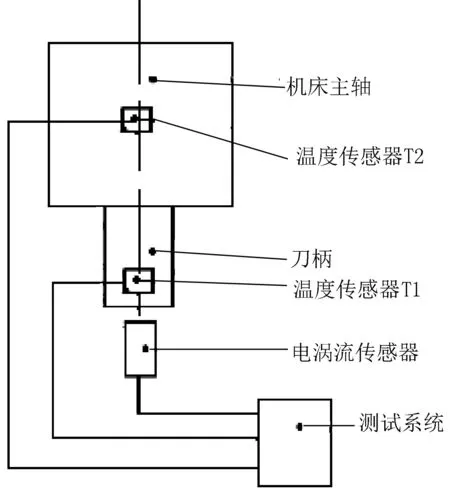
图3 热位移测试传感器的布置
4 实验数据与分析
机床主轴分别以1 500 r/min、3 000 r/min运转,每间隔5 min测量1次,直到温度达到热平衡状态,基本稳定不变为止,作为1次测量周期,已获取的18个样本数据分别如表1、2所示。其中温度单位为℃,热变形单位为μm。为了了解T1、T2这两个温度传感器,哪一个与热变形δ更敏感,分别做相关分析。在两种转速工况下,T1、T2的相关系数分别为0.995 7、0.996 3;T2与热变形量δ的相关系数分别为0.992 4、0.982 9。
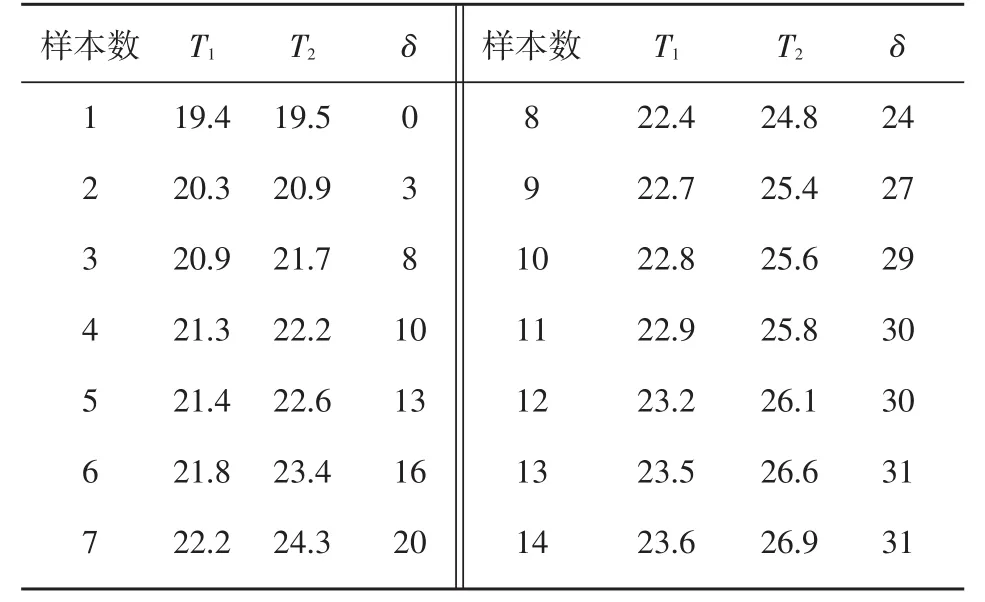
表1 1 500 r/min测试数据

表2 3 000 r/min测试数据
图4是机床在1 500 r/min工况下,T1T2的相关分析曲线。根据T1与T2的相关分析曲线可知,两种工况下,T1与T2高度相关。图5是机床在3 000 r/min工况下,T2与热变形δ的相关分析曲线,根据温度与变形量的相关分析,选择其中一个相关系数大的温度作为机床的温度值,文中选择T2。热变形δ与温度T的关系为非线性关系,采用线性回归方法,存在较大的误差,误差范围为-3.6~2.1μm,最大相对误差为7.3%。本文作者尝试采用非线性神经网络建模方法。根据文献[7-8],采用概率径向基网络(PNN),它具有结构简单、训练速度快等特点,特别适合于模式分类问题的解决。3层神经网络的结构模型如图6所示。用温度T2数据作为样本,神经网络训练过程如图7所示。

图4 1 500 r/min工况下,T1T2的相关分析曲线

图5 3 000 r/min工况下,T2与热变形δ的相关分析曲线
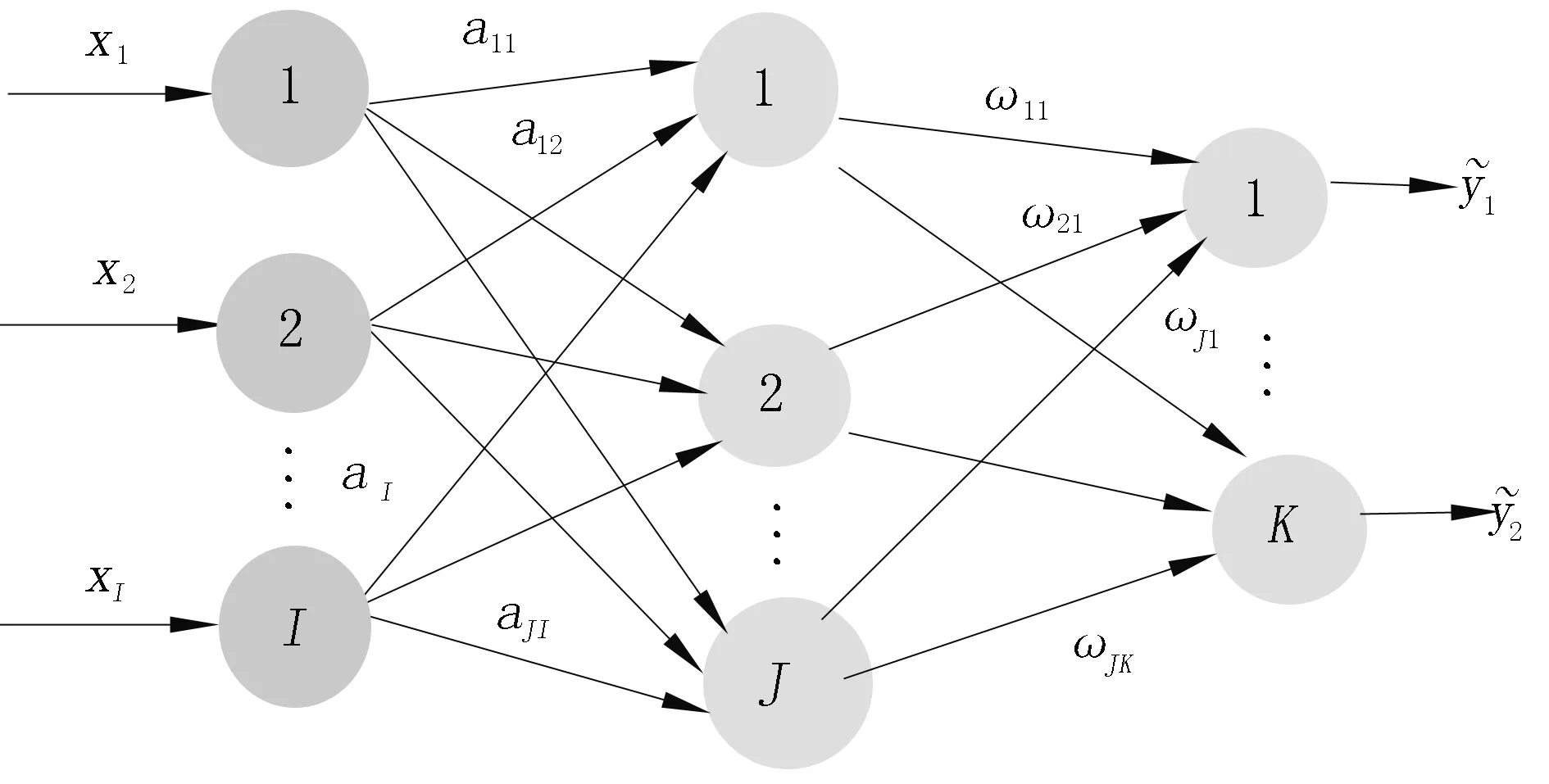
图6 概率神经网络结构
从图7可看出,经过4次迭代,达到很高的精度,训练效率很高。用样本测试数据对训练后的网络进行测试,测试结果表明,误差范围为-2.1~1.6,对应的相对误差小于4.3%,效果良好。通过对测试数据的分析,温升是影响热变形的主要因素,其次,主轴转速也是影响因素,主轴转速影响温度的上升速度,也影响主轴的热变形量。
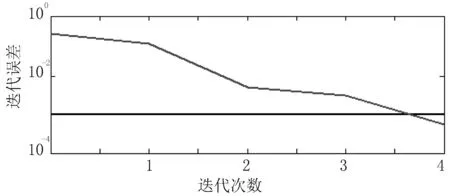
图7 神经网络训练过程
5 结语
热误差是精密数控加工机床的主要误差来源。基于虚拟仪器技术,设计机床热误差数据采集系统,以某立式数控加工中心机床主轴为测试对象,对其温度、Z轴热误差进行测试与分析。实验表明:主轴热误差与温度正相关,且具有非线性特征。建立温度与热误差的映射关系是热误差补偿的前提,研究表明,应用概率型径向基神经网络对机床热误差建模,与传统的线性回归建模方法相比,具有较高的建模精度。
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
中国测试(2022年2期)2022-03-19
当代陕西(2019年24期)2020-01-18
中国临床护理(2019年5期)2019-09-21
电子制作(2019年12期)2019-07-16
成都信息工程大学学报(2019年1期)2019-05-20
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23