
大型厚饼类锻件锻造工艺研究
2018-11-29 03:03张晓旭郭海萍王志峰
大型铸锻件 2018年6期
张晓旭 郭海萍 王志峰
(沈阳铸锻工业有限公司锻造分公司,辽宁110142)
大型厚饼类锻件常出现的内部质量问题是超声检测超标,存在大面积的密集型缺陷,严重时,底波降低甚至完全消失。这些缺陷一般位于饼类锻件2/3半径之内、厚度的中间位置附近,平行于端面呈层状分布。这些层状裂纹性缺陷,从缺陷的形状及分布的位置来看,类似于“夹馅饼状”。RST效应(Rigid Slid Tearing Effect即刚性滑动撕裂效应)和静水应力区力学模型的切应力理论对这种“夹馅饼”缺陷均有比较深刻的认识。本文主要利用这些理论来控制锻造工艺过程参数,优化设计合理的冶金辅具形状和尺寸,降低饼类锻件的废品率。
1 产品实例
材质为20MnMo的管板锻件,锻件尺寸∅2100 mm×310 mm,锻件重8.430 t,用11.5 t真空精炼钢锭生产。锻造变形过程为:一火,压钳口,倒棱,错水口;二火,镦粗至∅1400 mm,拔长下料8.96 t(∅880 mm×1880 mm);三~五火,镦粗,滚圆,平整出成品。
超声检测执行JB/T 47013.3—2015 Ⅱ级标准。具体验收标准如下:单个缺陷当量平底孔直径≤∅4 mm+6 dB,由缺陷引起的底波降低量BG/BF≤12 dB,密集区缺陷当量直径≤∅3 mm,反射波幅≥∅2 mm当量平底孔直径的密集区缺陷面积占检测总面积的百分比≤5%。
2 切应力理论
根据刚塑性拉应力力学模型(见图1),变形体在平板间镦粗时,存在刚性区、主动塑性变形区、被动塑性变形区和均匀压缩区。拉应力引起的萌生与扩展的裂纹都存在于被动塑性变形Ⅲ区内。在高径比H/D>1的圆柱体镦粗时,由于难变形区或刚性区未相遇,毛坯端部不产生滑动。当高径比H/D<1时,镦粗体内部的刚性区(Ⅰ区)相遇,进入静水应力区切应力模型(见图2),上下刚性Ⅰ区相交的公共区域上作用着从圆中心向外的附加径向拉应力,从而引起剪切变形。在镦粗过程中,随着H/D的不断降低,在静水应力区内引起的剪切变形强度急剧增强。当剪切变形时产生的切应力超过材料的抗剪强度时,就会在剪切变形剧烈处引起呈层状出现、平行于接触端面的剪切裂纹,锻件中就会出现内部夹层裂纹性缺陷,产生刚性滑动撕裂效应。
因此,要防止饼类锻件内部出现这种层状裂纹性或夹杂性缺陷,除了要主动控制夹杂物形貌不超标,减少或消除剪切变形的薄弱之处外,避免静水应力区过大切应力的出现是保证饼类锻件内部质量的行之有效的上策。
3 锻造工艺参数控制
饼类锻件(如管板)几何形状并不复杂,传统的锻造工艺方案是由钢锭直接拔长下料或者镦粗拔长下料,然后镦粗成形。根据静水应力区力学模型的切应力理论表明,只要合理控制锻造过程中的工艺条件,使坯料内部的上下两个刚性体不发生接触,就可以避免因RST效应导致的锻件内部撕裂现象。一般,在大型锻造生产的热态压力加工条件下,完全消除表面摩擦的影响,几乎是不可能的。因此,合理控制其他工艺参数是切实可行的途径。
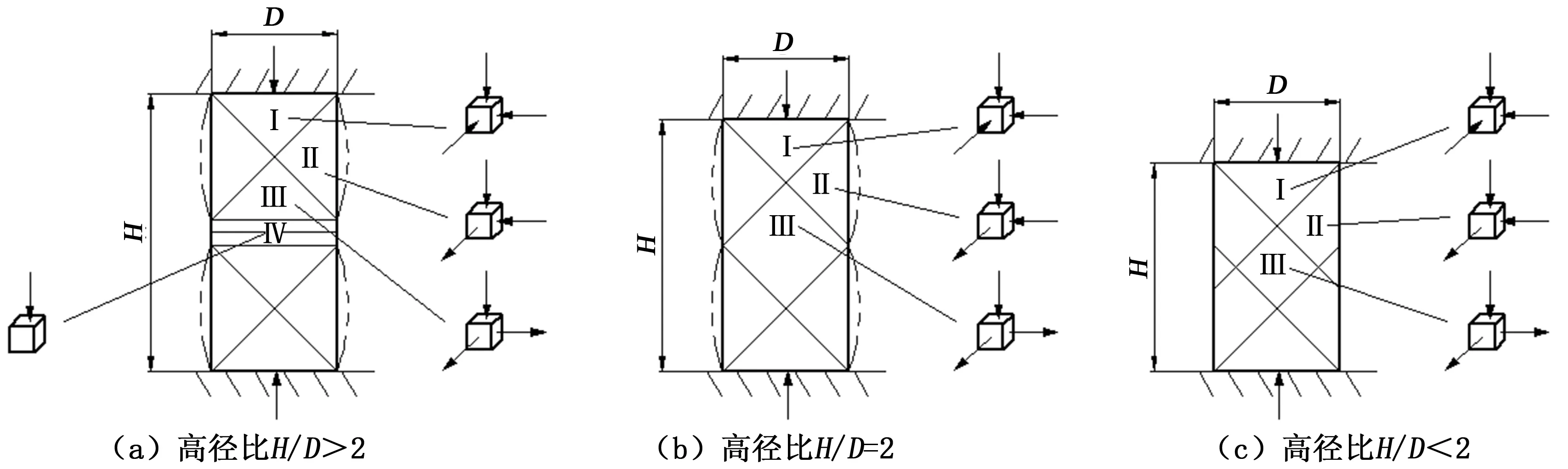
Ⅰ—刚性区 Ⅱ—主动塑性变形区 Ⅲ—被动塑性变形区 Ⅳ—均匀压缩区图1 刚塑性拉应力力学模型Figure 1 Mechanical model of rigid plastic tension stress
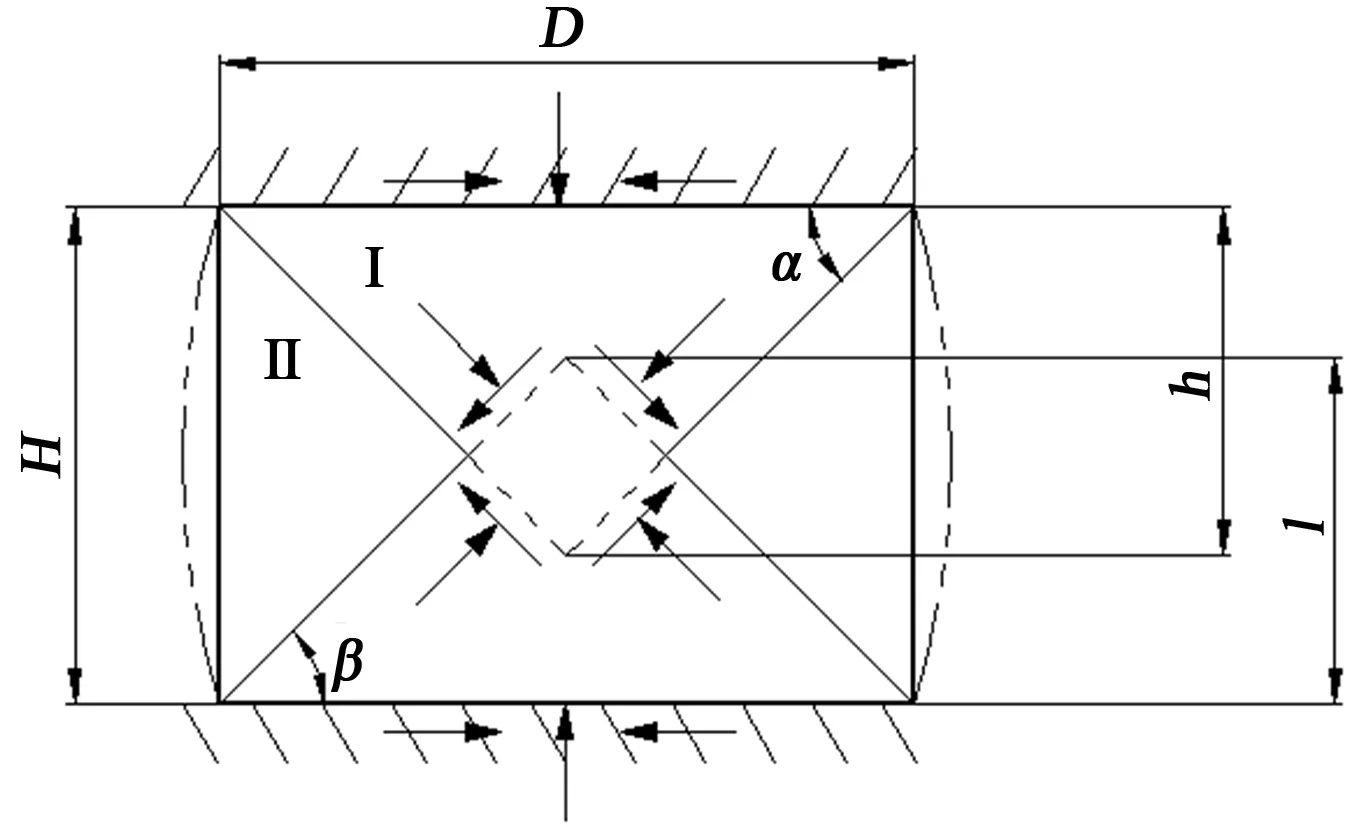
图2 静水应力区切应力力学模型(高径比H/D<1)Figure 2 Mechanical model of shear stress at static water stress zone (H/D<1)
(1)镦粗体坯料尺寸规格的选择,主要考虑镦粗体要有足够大的锻造比,使原始钢锭的内部疏松缺陷得到充分焊合,锻件得到中心压实。因此下料尺寸规格选择高径比H/D为2.15,坯料尺寸规格为∅880 mm×1880 mm。
(2)镦粗过程首先是在上镦粗板下平台间进行的,变形方式是上下对称的,上下两刚性区摩擦角和高度相等,有如下的关系式:α=β,h=l。随着镦粗过程的进行,高径比减小,镦粗体直径增加,变形坯料的尺寸发生变化。然而镦粗坯料端部的面积增加是靠侧表面翻边形成的,因此属于难变形区或刚性区的金属仍是原始坯料的直径范围∅880 mm。在理想状况下,摩擦系数μ=0.5,α=β=45°,h=l=440 mm。在一般的热加工高温变形过程中,摩擦系数μ的数值大约在0.37~0.42之间,因此有α=33.3°~37°,h=l=325~370 mm。此时,坯料内部刚性区发生接触,砧宽比W/H=1.35~1.19。这样,为避免上下两刚性区相遇,上下平板间镦粗时的镦粗高度应大于740 mm,因此第三火次镦粗高度参数控制在750 mm。
(3)第四、五火次继续镦粗时,从避免RST效应或使坯料内部的刚性体在整个压下变形过程中不发生接触的角度出发,需要采用上平砧下平台进行局部镦粗变形,砧宽比选择W/H≤1.35。该管板锻件高度为310 mm,因此砧宽应小于418 mm。砧子长度方向尺寸同理也应小于418 mm。为此,我们专门设计了长宽均为400 mm的小方砧进行局部镦粗变形,改善毛坯内部的应力状态,使变形时静水应力剪切模型不存在或减小剪切变形。同时,为防止折叠和保证一定的变形效率,方截面尖角采用R50 mm的大圆角,局部镦粗时控制压下量在10%~15%。用400 mm小方砧局部变形压一面两道次后,再翻转180℃压另一面,压至工艺尺寸。
按照上述工艺方案,生产的2件管板锻件均一次性超声检测合格。
4 结论
根据静水应力区力学模型的切应力理论,采用上下平板镦粗至两刚性区相遇之前,改用小方砧进行局部镦粗变形,可以改善变形体内部的应力状态,避免上下两刚性区相遇产生附加的剪切变形,保证锻件的内部质量,满足实际生产需求。
猜你喜欢
锻压装备与制造技术(2022年5期)2022-11-22
中南林业科技大学学报(2022年7期)2022-09-26
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
房地产导刊(2022年4期)2022-04-19
河南工学院学报(2021年3期)2021-09-27
中国矿业(2020年5期)2020-05-22
文化交流(2019年3期)2019-03-18
文苑(2016年14期)2016-11-26
超硬材料工程(2016年1期)2016-02-28
