Φ25 mm螺纹钢筋两切分新工艺开发
2018-11-23 06:06邓元江
山西冶金 2018年5期
邓元江
(江西省萍乡萍钢安源钢铁有限公司安源轧钢厂, 江西 萍乡 337039)
螺纹钢筋广泛应用在建筑工程中,为了进一步降低Φ25 mm螺纹钢筋成本、提升产量,江西省萍乡萍钢安源钢铁有限公司安源轧钢厂(全文简称安源轧钢厂)对高棒生产设备进行论证和改造,在不改变高棒现有设备的前提下,开展Φ25 mm螺纹钢筋两切分新工艺开发。在确保Φ25 mm螺纹钢两切分产品质量性能符合GB 1499.2—2007标准的前提下降低生产成本,提高产品竞争力。
1 工艺装备
安源轧钢厂高棒车间于2003年6月动工兴建,2004年8月建成投产。采用全连续式平立交替无扭轧制、控轧、控冷等先进工艺,自动化程度较高。2015年2月对加热炉进行改造后,轧制坯料规格为170 mm×170 mm×9 800 mm,产品生产规格为Φ10 mm~Φ28 mm螺纹钢及圆钢,年设计生产能力为80万t。其工艺流程:连铸坯料→编组→称重→排钢→加热炉加热→出钢→粗轧6机架轧制(平立交替)→1号飞剪切头→中轧6机架轧制(平立交替)→预水冷→2号飞剪切头尾→精轧→穿水冷→3号飞剪→冷床冷却→冷飞剪定尺剪切→成品及短尺收集区、检验→挑钢、点数→打包→称质量→挂牌、入库。
2 开发内容
2.1 孔型设计
1号~9号轧机、18号成品架次孔型共用现有孔型,11号、12号架次空过,10号轧机及后续孔型重新设计。10号—17号孔型示意图见图1。
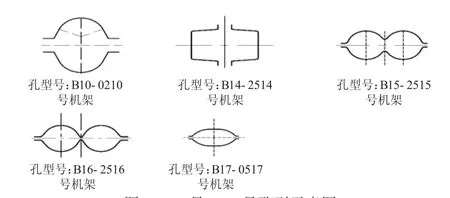
图1 10号—17号孔型示意图
2.2 设备准备
Φ25 mm规格由单线轧制改为两切分轧制,3号飞剪剪切力增加,基于3号飞剪本体反复经过修理的情况,重新购置更换3号飞剪。
3 生产过程控制
安源轧钢厂2016年8月5日早班进行生产调试,随后进行正常生产,中班及8月6日晚班生产稳定,生产过程控制情况如下:
1)初始轧速设定7.5 m/s,根据各架次电流情况,逐步提速至8.5 m/s。
2)结合成品速度上冷床扣板全扣,调试过程中未出现成品不上冷床的现象。
3)Φ25 mm规格两切分上冷床后,两线紧靠,冷床采用双步进的形式进行生产操作以便对齐。
4)成品质量控制。成品上冷床共3段,内径24.2 mm,受17号料型偏小影响,机架间拉钢,头部外径尺寸24.5 mm,尾部外径尺寸28.5 mm,符合国标要求,但头尾尺寸偏差较大,两线差控制在300~400 mm,影响成材率和定尺率。Φ25 mm两切分轧制产品屈服强度在460~480 MPa、抗拉强度在580~610 MPa、延伸率19%~22%,产品完全满足质量的要求。
5)经济技术指标见下页表1。
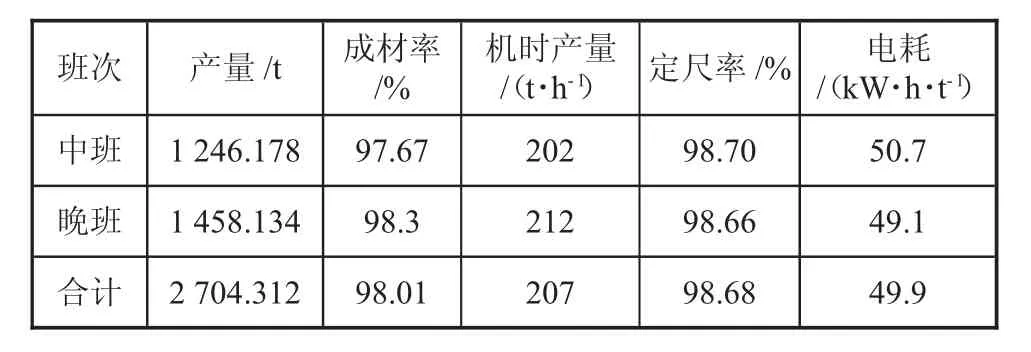
表1 经济技术指标
4 存在的问题及解决措施
4.1 改善线差
Φ25 mm两切分轧制工艺受孔型设计、料型控制及岗位工操作熟练程度的影响,两线差较大。
改进措施是优化14号—16号孔型,孔型示意图见图2,增大来料面积,提高17号充满度,改善线差。
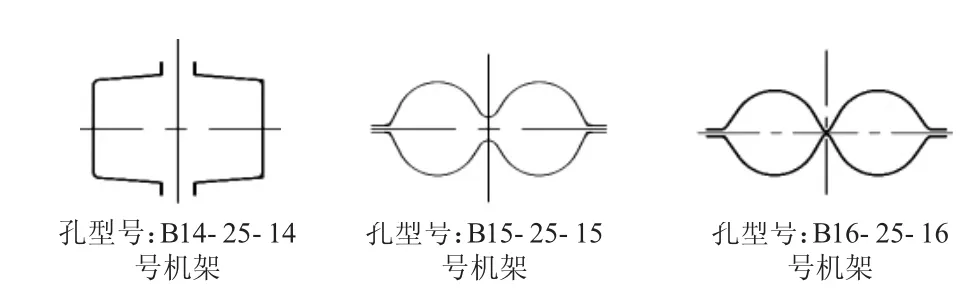
图2 14号—16号优化孔型示意图
4.2 改造供油管
精轧16号下切分轮油气润滑设计的接口无法接驳油气软管,切分轮轴承易损坏。17号出口扭转辊因油气润滑不足炸裂。
改进措施是增大供油管路压缩空气管至一寸半;对各供气点进行堵漏,确保气压充足。
4.3 改造导卫插件
轧件出中轧后产生扭立进入精轧,精轧13号使用80 mm×55 mm的入口易碰钢。
改进措施是将原有的进口导卫插件尺寸改为Φ75 mm的圆形。
5 改进后的生产情况
安源轧钢厂通过8月份试轧过程中出现的问题进行改进,员工操作技能的不断提高,9月—11月Φ25 mm螺纹钢筋采用两切分轧制稳定,各项指标有较大的提升,具体数据见表2。

表2 改进后的生产情况的具体数据
6 结语
安源轧钢厂Φ25 mm螺纹钢筋采用两切分生产通过对首轮轧制存在的问题进行改进及岗位员工的操作熟练度的提升,目前生产工艺满足生产要求,实现了连续稳定生产,且产品各项指标均满足国标要求,Φ25 mm两切分生产机时产量达207 t,相比单线轧制提高10%,电耗为51.39 kW·h/t,相比单线轧制降低 5 kW·h/t。
猜你喜欢
少先队活动(2022年5期)2022-06-06
心声歌刊(2022年6期)2022-02-14
心声歌刊(2022年6期)2022-02-14
心声歌刊(2022年6期)2022-02-14
昆钢科技(2021年1期)2021-04-13
冶金设备(2019年6期)2019-12-25
魅力中国(2019年30期)2019-01-13
现代冶金(2016年6期)2016-02-28
科技与创新(2015年10期)2015-07-07
中国新技术新产品(2014年7期)2014-01-24