
高频焊铝合金冷凝器集流管线能量的研究
2018-11-20 07:24曹国富曹丽珠
有色金属材料与工程 2018年5期
曹国富, 曹丽珠
(南京凯博勒教育咨询有限公司,江苏 南京 210008)
冷凝器集流管的制备工艺为:首先,用复合铝合金带通过焊管成型机组成型为开口圆管筒,然后经高频焊接制备而成,广泛应用于汽车空调、家用空调等领域。十万量级不泄漏是铝合金冷凝器行业的基本要求,百万量级不泄漏是铝合金冷凝器集流管(以下简称集流管)生产者追逐的目标,由此可见集流管焊接要求之严苛。然而,仍有关于高频焊接集流管焊缝泄漏的报道,故本文拟从综合反映焊接电流、焊接电压与焊接速度关系密切的焊接线能量入手,尝试建立与焊接不同规格集流管相匹配的线能量模型,以期实现稳定集流管的焊接,确保焊缝的可靠性。
1 用线能量稳定集流管焊接的可行性
1.1 高频焊接铝管用焊接线能量的内涵
高频直缝焊接铝管用焊接线能量是指,由高频电功率转换的、供焊接单位长度铝焊缝的热量,定义为[1]:

式中:I为高频电流;U为与高频电流相匹配的电压;ν为焊接速度;q为焊接线能量(为了与本文的无量纲线能量qw相区别,以下称单位“J·mm-1”的线能量为标准线能量qb);η为电能转换成焊接热能的效率,当铝焊管规格、磁棒、感应卷、焊接压力等工艺参数确定之后,认为η不再变化,为便于讨论分析,本文中取1。
由式(1)可知,高频焊接线能量综合反映了高频电流、电压和焊接速度这3个主要焊接工艺参数对铝管焊缝性能的影响。基于铝合金焊接接头易软化、强度系数低、焊接温度范围窄的特点,若焊接线能量过高,轻则造成焊缝晶粒粗大、出现复熔组织,重则导致焊缝难成型、易穿孔、甚致泄漏;反之,由于铝合金热导率大,若焊接线能量不足,焊缝极易产生冷焊、氧化物夹杂、微裂纹等焊接缺陷[2]。可见,焊接线能量对铝焊管焊缝品质有着举足轻重的作用。
1.2 实际焊接工艺参数的支持
理论上讲,当成型管筒状态和焊接压力等确定之后,焊接单位长度焊管所需要的焊接热量为定值,而且只有为定值,焊缝强度才有保障。实际焊接工艺参数的统计结果也显示,相同规格的集流管,尽管焊接速度有别,尽管操作者不同,但是,实际施加的焊接线能量差别却不大,以φ25 mm×(1.15~2.10 mm)集流管为例,参见表1~表6。

表1 φ25 mm×1.15 mm高频焊接铝合金冷凝器集流管Tab.1 High-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×1.15 mm
1.2.1 两种线能量的解读
图1是根据表1中的标准焊接线能量和无量钢焊接线能量绘制而成,虽然它们的计算口径不同、数值不同,但是两条折线所反映的工艺参数波动规律高度一致;不仅如此,从表2~表6中的线能量与焊接速度关系图(图略)看,它们所反映的特征都与图1类似,说明两种计算线能量的方法都可行。区别在于:前者的计算口径与式(1)完全一致,数值接近真实,适合理论研究;后者只是套用,数值并不反映真实,只能供生产现场快速比较。但是,由于计算数据可直接从设备显示屏上获得,不需要繁琐换算,方法简便,因而更适合操作者即时检查与纠偏,对生产的实时性指导意义更大。
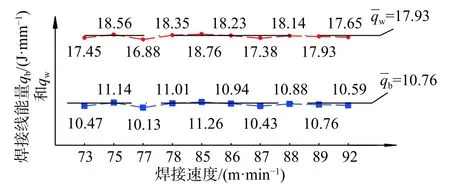
图1 实录φ25 mm×1.15 mm高频焊接铝合金冷凝器集流管焊接线能量与焊接速度图Fig.1 Variation of heat input with welding speed for the high-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×1.15 mm

表2 φ25 mm×1.25 mm高频焊接铝合金冷凝器集流管Tab.2 High-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×1.25 mm

表3 φ25 mm×1.3 mm高频焊接铝合金冷凝器集流管Tab.3 High-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×1.3 mm

表4 φ25 mm×1.5 mm高频焊接铝合金冷凝器集流管Tab.4 High-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×1.5 mm

表5 φ25 mm×1.8 mm高频焊接铝合金冷凝器集流管Tab.5 High-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×1.8 mm

表6 φ25 mm×2.1 mm高频焊接铝合金冷凝器集流管Tab.6 High-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×2.1 mm
1.2.2 相同外径不同壁厚焊管线能量与壁厚存在强正相关关系
将表1~表6中关于线能量的数值与对应壁厚绘制到图2上。图2中显示,无论是标准线能量点,还是无量纲线能量点,都分布在各自的“一条斜率为a的直线”周围。那么,倘若根据统计学原理、运用数学方法能够建立关于这条直线的模型,操作者就能依据模型对号入座,对同一外径、不同壁厚的待焊开口铝管筒施加相应的焊接线能量,达成“恒定”焊接线能量,进而稳定焊接的目的[3]。
1.3 相同规格焊管实用线能量波动小
纵观表1~表6中的线能量,在焊管规格相同的情况下,虽然生产周期、操作者、焊接速度、管坯性能等不尽相同,可是高频焊机输出的焊接线能量却都在一个较窄范围内波动,参见图1。从生产实践看,这些小波动虽然不会对焊缝品质产生致命影响,但是存在不同程度的影响。表1~表6中数据只是出现频率最多的前10组,实际数值偏差远不止这些,有的甚至影响焊缝质量。

图2 实录φ25 mm×(1.15~2.1 mm)高频焊接铝合金冷凝器集流管焊接线能量与璧管厚度相关图Fig. 2 Variation of heat input with wall thickness for the high-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×(1.15-2.1 mm)collector tube
因此,通过对波动数据的分析、比较、理性干涉,结合图表所反映的特征和相应的数理统计方法,有理由相信能找到一个适合焊接φ25 mm×(1.15~2.1 mm)冷凝器集流管用的线能量模型,并规范成工艺文件,进而避免焊接线能量因个人经验、情绪、癖好不同所引起的波动,操作者只需按线能量模型输入焊接热量即可[4]。
2 建立适合焊接铝管用线能量模型
包括选择模型、建立模型和验证模型3个方面内容。
2.1 选择线能量模型
从图 2可以看出,φ25 mm×(1.15~2.10 mm)冷凝器集流管焊接线能量与管壁厚度的交点大致成线性关系,故,可用直线回归方程来表示线能量与管壁厚度变化的函数关系:

式中:t为管壁厚度;q为焊接线能量;a,b为待定系数。由式(3)定义:
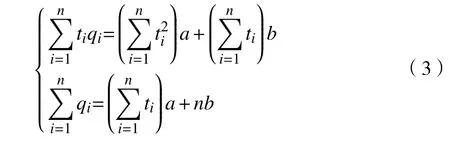
在式(3)中,ti,qi和 n 均已知,显然,待定系数 a,b可解。于是,焊接线能量问题转变成求解二元函数的问题,只要能确定a,b值,就能确定高频焊接集流管线能量与管壁厚度的关系。
2.2 建立模型
第一步:将表1至表6中的线能量平均值与管壁厚度汇集到表7中。
第二步:根据选择的模型和式(3),设计计算表8,同时解得待定系数a,b的值。
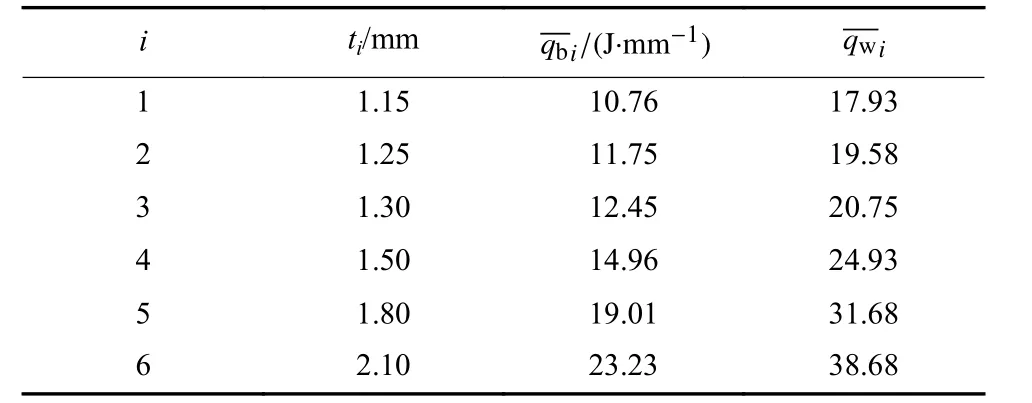
表7 线能量平均值与管壁厚度对照表Tab.7 Comparison between average heat input and wall thickness
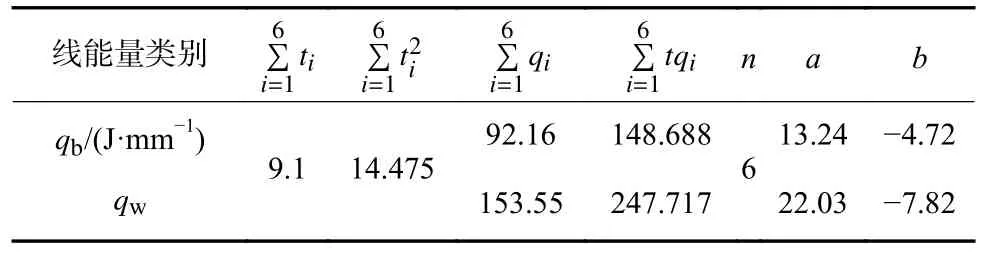
表8 式(3)计算表Tab.8 Calculated table based on formula (3)
第三步:确定模型。将表8中的a,b分别代入式(2)得:

则,式(4)就是关于式(2)的高频焊接集流管线能量模型。
2.3 验证模型
2.3.1 与回归直线方程式特点相符

验证结果说明,上述两坐标点(1.517,25.59)和(1.517,15.36)确实在各自的回归直线上,见图2。
2.3.2 与实用线能量的比较
(1)与无量纲实用焊接线能量的比较。从表9可知,模型给出的线能量与实际施加的线能量最大偏差不超过2.3%,最小仅为0.3%,工序质量检测和焊缝金相检查均证明,焊接线能量的小幅度波动不会引起集流管焊缝泄漏。
表9 无量纲实用线能量 与模型线能量的比较表Tab.9 Comparison between dimensionless utility heat input and model heat input
t/mm 1.15 1.25 1.3 1.5 1.8 2.117.51 19.72 20.82 25.23 31.83 38.44 17.93 19.58 20.75 24.93 31.68 38.680.42 0.14 0.07 0.27 0.15 0.24 2.3 0.7 0.3 1.1 0.5 0.60.1764 0.0196 0.0049 0.0729 0.0225 0.0576
(2)与标准实用焊接线能量的比较。从表10可知,模型给出的标准线能量与实际施加的标准线能量最大偏差与表9相同,说明两种计量线能量的方法等价,生产现场完全可以用无量纲表示的焊接线能量指导焊管生产。
表10 标准实用线能量 与模型线能量的比较表Tab.10 Comparison between standard utility line energy and model line energy
t/mm 1.15 1.25 1.30 1.5 1.8 2.1/(J·mm-1) 10.51 11.83 12.49 15.14 19.11 23.08/(J·mm-1) 10.76 11.75 12.45 14.96 19.01 23.23(J·mm-1) 0.25 0.08 0.04 0.18 0.10 0.15 2.3% 0.7% 0.3% 1.1% 0.5% 0.6%
2.3.3 相关系数
通过相关分析和相关系数,能够说明式(4)中的焊接线能量与管壁厚度之间的联系紧密程度、联系方向以及置信度。


那么,式(9)就是最终要确定的关于高频焊接φ25 mm×t集流管用焊接线能量模型。
(2)模型相关系数r表示为:

3 研究高频焊接铝管线能量的意义
3.1 促进集流管稳定焊接
根据模型给出的线能量,反过来绘制焊接功率与焊接速度对应关系,见图3,或者对照表11,并固化成工艺文件,供操作者严格执行,从而更好地规范焊接工艺[6]。

图3 φ25 mm×1.15 mm高频焊接铝合金冷凝器集流管焊接热量(功率)与焊接速度的对应关系Fig.3 Variation of welding heat (power) with welding speed for the high-frequency-welding aluminum alloy condenser collector tube with size of φ25 mm×1.15 mm collector tube
一年多的生产实践表明,操作者按表11施加焊接线能量,焊缝性能的稳定性显著提高。焊缝离线探伤合格率从99.02%提高到99.97%,扩口、压扁等破坏性试验的合格率提高了1.3%,用户对我司产φ25 mm×(1.15~2.1 mm)高频焊接冷凝器集流管焊缝不泄漏的满意度从85%跃升至95%。

表11 φ25 mm×(1.15~2.10 mm)高频焊接铝合金冷凝器集流管焊接热量(功率)—焊接速度对照表Tab.11 Comparison between welding heat (power) and welding speed for the condenser collector tube with the highfrequency-welding aluminum alloy condenser collector tube with size of φ25 mm×(1.15-2.10 mm)
3.2 避免新品集流管盲目调试
本文关于线能量的研究,不仅适用φ25 mm×(1.15~2.10 mm)高频焊接冷凝器集流管的焊接,对φ25 mm其他厚度高频焊接冷凝器集流管焊接线能量的施加都具有普遍的指导意义,如需要试制φ25 mm×2.3 mm的高频焊接冷凝器集流管,基本焊接线能量由式(9)得:25.73±0.3J/mm 或 42.85±0.5。这样,也许不能快速获得最理想的焊缝强度,但是,能够保证焊缝强度足够好,既避免盲目调试,又极大地缩小了焊接线能量的摸索范围,能更精准地指导新品种集流管的试制[7-10]。
4 结束语
焊接线能量对高频焊接铝合金冷凝器集流管生产的意义怎么高估都不为过。本文虽然仅针对φ25 mm的高频焊接冷凝器集流管,但是其研究思想和研究方法对包括集流管在内的其他高频焊管均具有指导意义。
此外,无论从生产统计报表(见表1~表6)看,还是实际操作过程看,复合铝合金管坯的状态H14,H24以及不同覆层材料AA4045,AA4343等,对高频焊接铝合金冷凝器集流管线能量的施加量几乎没有影响。
猜你喜欢
核科学与工程(2022年3期)2022-10-18
当代化工(2020年11期)2020-12-17
科学与财富(2020年28期)2020-12-14
——副厂冷凝器,“今年不漏明年漏”
汽车维修与保养(2020年5期)2020-09-30
数码设计(2018年12期)2018-10-20
科技创新与应用(2017年14期)2017-05-19
科技与创新(2015年13期)2015-07-03
商业经济研究(2009年3期)2009-02-16
