轧制温度及终轧速度对热轧带肋钢筋金相组织和晶粒度影响的探讨
2018-11-14 07:54:34宋维兆
新疆钢铁 2018年3期
宋维兆
(新疆八一钢铁股份有限公司)
1 前言
GB/T 1499.2-2018《钢筋混凝土用钢第2部分:热轧带肋钢筋》于2018年2月6日经国家质量监督检验检疫总局、国家标准化管理委员会以2018年第2号公告批准发布。该标准将于2018年11月1日正式实施。修订后的标准整体水平达到了国际先进水平,增加金相组织检验要求及其配套检验方法,以此作为判定热轧钢筋和穿水钢筋的依据,从而更严格规范热轧带肋钢筋产品的标准。文章介绍了通过工业试验,探索不同开轧温度、不同上冷床温度以及不同轧制速度对较大规格HRB400/500E级(以φ20~32mm为例)金相组织和晶粒度的影响。
2 工业试验条件
在八钢一棒生产线进行工业试验。设备条件:步进梁式加热炉;18架轧机,采用平-立交替的布置,可单线和切分轧制,所有轧机均为无牌坊短应力线卡盘式轧机;11~18架之间设有7个活套器,采用无张力轧制;设置三台飞剪;在18机架后和3#剪之间,设置了控冷水箱,采用控制冷却工艺。
采用150×150(mm)方坯;热轧带肋钢筋冶炼采用钒氮合金化;HRB400E/HRB500E成分范围C≤0.25%,Mn≤1.6%,Si≤0.8%,V按设计要求执行。
3 工业试验方案
(1)针对成分相同同炉钢,轧制Φ20mm规格HRB400E:加热炉出钢温度条件保持不变,采用控制冷却工艺,在18机架后和3#剪之间控制冷却水量,以此来调整不同上床温度、不同终轧速度。对不同上床温度、不同终轧速度轧材分别取样检测金相组织和晶粒度,检测上床温度、终轧速度对金相组织和晶粒度的影响。
(2)相同试验方案,轧制Φ28mmHRB400E,检测不同上床温度、不同终轧速度轧材的金相组织和晶粒度。
(3)针对不同炉次钢的成分,成分符合HRB400E、HRB500E钢标准要求,采取终轧后不进行控制冷却工艺,试验不同开轧温度、不同终轧速度对φ32mm HRB400E、HRB500E金相组织和晶粒度影响。
4 工业试验结果及讨论
4.1 Φ20mmHRB400E双切分轧制工业试验
针对同一炉相同成分的方坯,进行5组对比试验,开轧温度保持不变,即开轧温度为1050(方坯尾)~1080℃(方坯头),测试不同轧制速度和上冷床温度对金相组织和晶粒度的影响。其试验结果如表1,金相组织见图1。

表1 Φ20mmHRB400E工业试验

图1 Φ20mmHRB400E1#~5#金相组织
分析和讨论:(1)对于1#和2#样试验,控冷水量条件不变,仅调整终轧速度,由10m/s提到11m/s,上床温度由980℃升高到1025℃。轧制速度影响上床温度温升45℃,晶粒度由8级降为6级,同时组织中铁素体由块状分布为主变为网状分布为主、出现魏氏组织,其级别为3.0级。
(2)对于2#和3#样试验,固定终轧速度11m/s不变,终轧后增强控冷水量,降低上床温度,由1025℃降为950℃,晶粒度由6级提升为7.5级,且魏氏组织级别由3.0级降为1级。
(3)对于1#和4#样试验,固定上床温度(980℃),调整终轧速度,由10m/s增加到10.5m/s,晶粒度由8级降为为7.5级,且有少量魏氏组织出现。
(4)对于4#和5#样试验,固定终轧速度(10.5 m/s)不变,终轧后再增强控冷水量,将上床温度由980℃降为950℃,晶粒度由7.5级提升为8.5级,金相组织达到1#试样金相结果。
从试验结果看:控冷控制的上床温度和合适终轧速度是控制金相组织和晶粒度关键。对于Φ20mm规格双切分HRB400E,终轧速度由10 m/s提高到10.5 m/s,上床温度须控制在约950℃,可以保证金相组织和晶粒度正常。
4.2 单线轧制Φ28mmHRB400E工业试验
针对同一炉相同成分的方坯,进行3组对比试验,固定开轧温度不变,即开轧温度为1050℃(方坯尾)-1080℃(方坯头),测试不同轧制速度和上冷床温度对金相组织和晶粒度的影响。其试验结果如表2,金相组织见图2。

表2 Φ28mmHRB400E工业试验

图2 Φ28mmHRB400金相组织
分析和讨论:(1)对于1#和2#样试验,通过调整冷却水量控制上床温度在980℃和970℃,上床温度变化不多,调整终轧速度,由10m/s提到10.5m/s,晶粒度由8.5级降为8.0级,同时出现魏氏组织,其级别为1.0级。
(2)对于2#和3#样试验,固定终轧速度10.5m/s不变,终轧后增强控冷水量,上床温度由970℃降为950℃,3#样晶粒度均为8级,无魏氏组织。
从试验结果看:对于φ28mm规格HRB400E,终轧速度由10 m/s提高到10.5 m/s,上床温度控制在950℃,可保证金相组织和晶粒度正常
4.3 φ32mmHRB400E、HRB500E工业试验
针对不同炉次钢成分,其成分符合HRB400E、HRB 500E钢要求,分别进行19个试样对比,其试验结果见表3,金相组织见图3。

表3 Φ32mmHRB400E、HRB500E工业试验
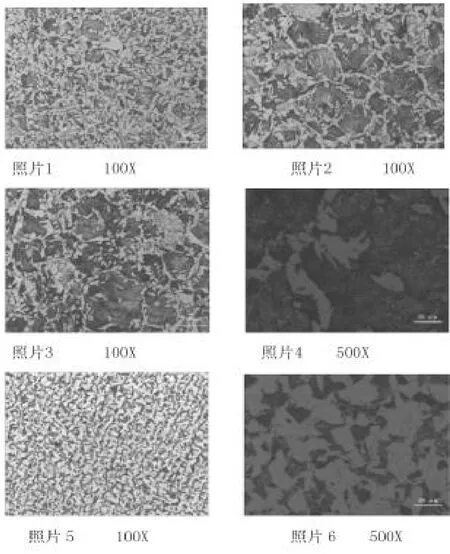
图3 Φ32mmHRB400E、HRB500E金相组织
分析和讨论:
(1)对比 1#~2#和 3#~7#,轧制大规格 Φ32mm 的HRB400E和HRB500E,终轧后无控冷。在开轧温度1050~1070℃,上床温度1075~1095℃,终轧速度8m/s情况下,大部分组织为铁素体围绕大块珠光体团,铁素体呈网状分布,且有部分魏氏组织,晶粒度中心与边部差异大,低的4级,高的8级。这是因为提高温度幅度过大,晶粒粗大,组织结构网状明显〔1〕
(2)对比 3#~7#和 8#~17#,轧制 φ32mm 大规格HRB500E,在终轧无控冷条件下,通过降低开轧温度、降低终轧速度可达到金相组织和晶粒度正常。通过对比试验发现:当开轧温度由1050~1070℃降低至1035~1055℃,降低15℃;速度由8 m/s降低至7m/s时,上床温度由 1075~1095℃降为1030~1045℃,降为 40~50℃。
试验结果表明:轧制φ32mm大规格热轧带肋钢筋,终轧后无控冷,必须降低开轧温度和控制合适的终轧速度。开轧温度控制在1035~1055℃,上床温度控制在1030~1045℃,终轧速度控制在7m/s时,可以保证φ32mm大规格热轧带肋钢筋金相组织和晶粒度正常。
5 结论
通过工业试验,保证热轧带肋钢筋金相组织和晶粒度的正常,须控制合适开轧温度、终轧速度和控冷上床温度。其轧制关键过程控制规范为:在控冷条件下控制上床温度950℃±15℃,对于φ20mm和φ28mm热轧带肋钢筋终轧速度控制在10.5m/s;在无控冷条件下,对于大规格φ32mm热轧带肋钢筋,开轧温度控制在1035~1055℃,上床温度保证在1030~1045℃,终轧速度控制在 7m/s。
猜你喜欢
昆钢科技(2022年2期)2022-07-08 06:36:12
高技术通讯(2021年8期)2021-10-13 07:14:12
昆钢科技(2021年1期)2021-04-13 07:54:50
山东冶金(2019年5期)2019-11-16 09:09:32
世界有色金属(2019年4期)2019-05-11 03:00:16
中华戏曲(2019年1期)2019-02-06 06:51:02
影剧新作(2018年4期)2018-07-27 01:18:04
山东工业技术(2017年9期)2017-05-16 21:17:50
上海金属(2014年1期)2014-12-18 06:52:12
中国高新技术企业(2014年23期)2014-11-28 19:54:15