
关于35kV环氧树脂浇注干式变压器局放的控制探讨
2018-11-14 09:02:50吴洽
中国设备工程 2018年21期
吴洽
(中山凯旋真空科技股份有限公司,广东 中山 528478)
变压器内部绝缘在长期运行的过程中,在工作电压不稳定的情况下,容易在其绝域的薄弱处产生局部放电的情况,就会对变压器造成伤害,毁坏变压器内的绝缘材料,导致变压器不能正常的进行工作。严重的情况下,局部放电附近的绝缘材料在受损后,影响变压器的使用效果,或者导致发生安全事故,最终会导致整个变压器被损坏。
1 局部放电的要素分析
1.1 材料的选择与控制
(1)导体的选择。导体的选择对变压器局部放电产生的影响十分巨大,由于干式变压器的高、低压绕组一般是沿轴向段来设计,这种设计往往会存在一定的安全隐患,如果在导体上存在毛刺,绕阻就会出现不紧密的现象,在浇注、装配后,在进行电场测试时,在毛刺的地方就会形成电场,试验加电压时,就会形成电场,对变压器的内部产生危害。毛刺处的电场强度就会很大,当电场达到一定强度时,就会形成尖端放电的情况,而且放电量的大小主要与毛刺的大小与数量有关。因此,在对变压器的导体进行设计时,选择专用的材料十分重要,达到控制变压器局部放电的效果。
(2)环氧树脂料的选择。由于环氧树脂具有不同的特征,在变压器中需要整体考虑这些内容,对变压器的局部放电、综合性能的影响十分巨大。在选择环氧树脂料时,需要选择豁度小、韧性好、绝缘强度高的树脂,可以提高变压器的安全性,并制定相应的工艺规范,防止在树脂部位出现放电的情况。
(3)层间绝缘材料的选择。干式变压器局部放电与各个绕阻之间的绝缘材料有着密切的相关性,而且绝缘材料的优劣直接影响着变压器局部放电量的大小,在选择绝缘材料时,一般主要选择0.05~0.1mm的聚醋薄膜,并选择与相对应的10kV和35kV的DMD绝缘纸作为绕阻的绝缘材料。
1.2 绕阻结构的设计
(1)变压器的主绝缘材料之间的距离。在进行绕阻设计时,需要认真分析变压器的高低压线圈、高压线圈之间的距离,防止产生放电的现象,这就需要保证它们之间的绝缘距离,一般情况下,高低压线圈、高压线圈之间选择的绝缘距离在85~95mm之间,高压导体以变压器的铁扼的绝缘距离可以控制在180~200mm,将变压器的端绝缘距离控制在40~50mm之间,在允许的情况下,可以将高低压线圈的距离设计得越大越好,例如可以将10kV变压器高低压线圈的绝缘距离扩大至2~3mm,35kV的变压器可取4~6mm,以达到降低高低压绝缘线圈的外部场强,提高变压器整体的安全性。
(2)层间、段间电压控制。电压的控制是保证变压器安全的重要前提条件,如果在变压器的高压绕组段,采用分段式铜箔绕制,这时变压器的层间电压就等于匝间电压,在规定的情况下比较安全,但是如果分段式电磁线结构的线圈层间电压可达400~800V之间,需要将分段控制在18段以上,才能有效地控制层间电压。
(3)屏蔽控制。在变压器的高低压线圈上采用屏蔽措施,将变压器的尖角、毛刺等控制在屏蔽层内,能够有效的减少尖端与气隙放电,在变压器的高压与低压屏蔽的端电压之间,应该采用可靠的连接线,而且需要整个屏蔽层保持清洁,没有尖端出现。
2 真空浇注工艺的控制
干式变压器在真空浇注时,需要对整个过程进行控制,浇注过程混料罐与浇注罐之间的真空度控制十分重要,防止形成二次脱气,在浇注过程中如果出现一个微小的气孔,都会对变压器造成局放的现象,在具体的浇注过程中,需要整体进行控制。
2.1 配料与脱气
在实施真空浇注之前,需要对整个配料进行严格的控制,依据配料与脱气的工艺要求,分别配置环氧树脂及固化剂,配料需要按照具体设计的要求进行配置,然后将配置好的环氧树脂与填料的混合物打入树脂罐,并对材料进行具体的控制,然后利用脱气设备对树脂、固化剂进行脱气处理,要求脱气的时间至少在8h以上,以保证材料能够有效的对线圈进行浇注。
2.2 真空度与温度的全程控制
在对变压器浇注的过程中,需要考虑变压器内的真空度与温度,同时还要控制好整个环氧树脂、固化剂以及浇注混合物的温度与真空度,要求浇注罐与树脂罐、固化剂罐内的压强保持在规定的真空度,浇注过程中温度的调整就整个浇注罐材料的豁度及脱气的难度有着直接的影响。在浇注的过程中,需要制订详细的工艺参数,对整个真空度与温度进行全程控制,及时调整浇注过程中出现的问题,选择最佳的浇注参数。需要综合的对管道、真空泵的效果与时间进行控制,保证浇注的真空度。
2.3 浇注的过程控制
在浇注时,需要根据变压器线圈树脂的定额与分段的数量来计算出需要的混合料的质量,并结合浇注的实际情况,适当放宽浇注的余量,提高浇注过程的效率,有效对各种混合料进行控制,然后打开终混罐真空泵及终混罐进行搅拌混和,期间保证各个罐体的气压正常,具体的每个罐参数的配置如表1所示。
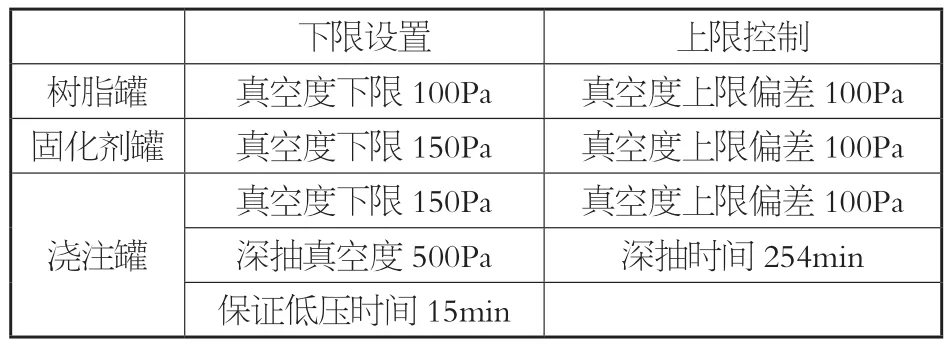
表1 各个浇注罐的参数配置
在浇注时,保证配料的最终混合时间控制在0.5h左右,然后开始浇注,手动控制需要人工控制浇注的流量与速度,一般情况下将流速控制在1.5~2kg/min,需要根据具体的模具大小与结构进行调整,保证罐体内不会出现气隙,浇注时间和终混、静置时间要按照具体的设计标准进行整体性的控制,保证浇注的时间能够保证具体的要求,这时就会直接影响着绕阻浇注的安全。因此,在浇注的过程中,需要密切关注出料口混合料的豁度、气泡,及时控制各个设备仪表的显示温度,并在整个浇注过程中进行控制,整个过程要求匀速进行。但是在浇注时,工作人员要能够掌握具体的控制度,凭借工作人员的长期经验来完成所有的浇注控制,并对浇注的过程进行控制。在浇注完成后,为保证材料在模具内能够流动,必须迅速将浇注件推入固化炉中进行固化,保证浇注后的结实度,同时还要尽量避免在低温环境中停留过长的时间。
2.4 固化及拆模控制
在完成各个过程的浇注之后,需对整个浇注过程进行完整的控制,并将绕组吊入固化炉内固化,要求保证固化时的各个气压均在规定的范围之内,同时固化时需要严格按照固化曲线进行,保证足够的凝胶时间,保证浇注的固化时间符合具体的要求,在低温下进行开炉,可以有效避免线圈的开裂现象,提高整个浇注流程的安全与可靠性。
3 结语
35kV环氧树脂浇注干式变压器局放的因素比较多,外部的结构件的圆角化、毛刺处理的情况、屏蔽材料的选择、绕组控制、装模工序等都是影响其稳定性的重要因素。变压器局部放电的发生,主要原因是制造厂在产品浇注过程中存在的缺陷所引起,在具体的制造过程中,需要制定详细、周密的计划,尽最大努力,减少可能存在局放的因素,积极提高变压器稳定工作的效果。
猜你喜欢
现代雷达(2023年11期)2024-01-05 14:57:44
建材发展导向(2021年11期)2021-07-28 06:58:38
能源工程(2020年6期)2021-01-26 00:55:18
中国奶牛(2019年1期)2019-02-15 07:19:46
电子制作(2018年10期)2018-08-04 03:24:56
电线电缆(2018年3期)2018-06-29 07:41:02
电线电缆(2017年6期)2018-01-03 07:27:08
制造技术与机床(2017年4期)2017-06-22 11:18:08
工业设计(2016年4期)2016-05-04 04:00:27
哈尔滨理工大学学报(2014年4期)2015-01-04 13:28:00
