
液压系统进水智能检测报警保护技术应用
2018-11-14 05:35杨文哲
铸造设备与工艺 2018年5期
杨文哲
(共享铸钢有限公司,宁夏银川 750021)
水进入液压系统能够与液压油起反应形成酸、胶质和油泥。水能析出油中的添加剂,能降低润滑性,溶于液压油中的微量水加速液压高应力部件的磨损,特别给熔炼设备安全运行造成严重安全隐患。冶炼设备电弧炉、精炼炉驱动系统主要靠液压动力来实现,通过液压系统来完成升降、旋转、电极夹持等各部位动作。
本文中冶炼设备全导电水冷横臂是冶炼设备主要的部件之一,该部件主要用来夹持石墨电极,具有大截面导电功能,腔体内部用水来进行冷却,液压管道设置预埋其中,如果液压管道腐蚀损坏就会出现油水倒流,水进入液压系统造成严重安全隐患。如图1为全导电水冷横臂结构图,三根全导电水冷横臂电极夹持器的液压管路(4)分别在水冷横臂腔体(5)内部穿越,每根液压管穿越水冷横臂(6)的内腔水道。由于三根液压管线镶套在全导电横臂腔体中,长期浸泡在有水的全导电水冷横臂腔体(5)内部,长此以往会出现管壁变薄腐蚀、内漏,会对液压系统和水循环系统造成严重污染,甚至造成事故,严重影响冶炼设备的可靠性和安全性。通过对熔炼电弧炉、精炼炉液压设备液压系统进水的智能检测报警护保,实现液压系统智能检测自动化,自动切断、报警,提高冶炼设备的可靠性安全性。
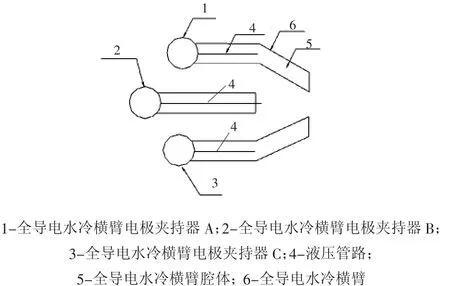
图1 全导电水冷横臂结构示意图
1 改造过程
1.1 液压系统进水原因分析
1)全导电水冷横臂液压管道如果腐蚀泄漏,冶炼时电弧炉、精炼炉三根全导电水冷横臂腔体内部水压为0.3 M Pa,当液压系统不工作时管道是零压力,这时液压管道周围水压会大于液压管道压力,水就会进入液压管道(4)里。
2)全导电水冷横臂液压管道腐蚀泄漏,不冶炼的时候,横臂腔体内部没有冷却循环水,操作人员如果准备冶炼期间接放电极,这时候开启液压设备,电极夹持管道液压压力为16 M Pa,而电弧炉、精炼炉三根全导电水冷横臂腔体内部水压为零,液油就会进入全导电水冷横臂腔体(5)里。
1.2 液压系统智能检测报警技术的应用
通过在电弧炉、精炼炉三根全导电水冷横臂电极夹持液压油管上安装流量检测仪,利用PLC电控系统采取电连接方式,实时对电弧炉、精炼炉三根全导电水冷横臂电极夹持液压油管进行流量监控,一旦发现在操作控制时没有流量发生就会自动关闭液压管道,PLC接收到流量仪的4-20M A信号时,PLC给报警器发出报警指令,报警器报警提示维修人员检修处理。
液压系统进水的智能检测报警保护装置包括:液压阀、流量检测仪、PLC电控系统流量保护柜、液压系统操作按钮开关、流量报警器、液压油箱、液压马达、水冷横臂电极夹持器,如图2所示。
电弧炉、精炼炉三根全导电水冷横臂电极夹持液压油管智能检测报警保护装置原理为:在每项液压阀(1)前段200 mm位置分别安装流量检测仪(2)。由于每根电极夹持器工作原理相同,电极夹持器主要是用来夹持电极,其内部由液压缸、碟簧、夹持器组成,需要接放电极时候启动液压系统操作按钮开关(4),液压开关、液压缸开始向前推动,打开水冷横臂电极夹持器(8),同时压缩里面碟簧,待接放电极工作完成后关闭液压系统操作按钮开关(4)液压开关,碟簧会自动释放恢复原有的压缩状态,夹紧电极状态工作完成。由于电极夹持液压管线镶套在水冷电极横臂腔体中和设备融为一体可以防止连电打火,但是设备老化腐蚀易产生内漏。通过PLC电控系统流量保护柜(2)设置连锁,流量检测仪器(2)始终处于得电状态;流量仪一旦检测到油管内漏水进入油里,流量检测仪会给PLC电控系统发送4-20M A模拟量信号(1),PLC电控系统接受到4 M A~20 M A模拟信号1后,PLC向流量检测仪发送(报警)关闭装置的信号(信号2),流量检测仪收到信号2后,流量检测仪内置的阀口关闭,流量报警器(11)发出警报,系统就是这样进行连锁保护的。
当水冷横臂电极夹持器(8)处于工作状态时,操作人员按动液压系统操作按钮开关(4),PLC电控系统流量保护柜(3)给信号正常开启。当液压系统启动时,液压系统压力为16 M Pa,水压力为0.3 M Pa~0.4 M Pa,流量仪的模拟量信号是4 M A~20 M A,所以PLC电控系统接收的信号依然采集的是流量仪4 M A~20 M A信号,液压正常开启工作时液压流量大于流量仪检测范围信号,该信号不会影响系统正常工作。如果液压管道腐蚀内漏、当液压正常工作供油时,液压油瞬间会失去压力,油液随着泄露油管进入水冷导电横臂腔体。失去压力后,液压系统本身设计的防爆阀使液压液流量慢慢变小,此时流量检测仪检测到模拟量信号4 M A~20 M A范围就会给PLC电控系统发出信号,流量检测仪关闭,流量报警器(5)发出警报。
当操作人员没有按动液压系统操作按钮开关(4)流量检测仪检测液压管路中是否有液体流量流过,一旦检测到就是油管内漏水进入油里,流量检测仪(2)会给PLC电控系统(3)发送4 M A~20 M A模拟量信号,PLC电控系统接受到4 M A~20 M A模拟信号,PLC向流量检测仪发送报警关闭装置的信号(5),流量检测仪收到信号,流量检测仪关闭,流量报警器(5)发出警报。PLC接收到流量仪的4 M A~20 M A信号时,PLC给报警器发出报警指令,报警器报警。起到系统智能检测报警保护自动化,杜绝事故的发生。
2 改造结果
通过应用液压系统进水的智能检测报警保护装置,采用流量检测仪,流量报警器利用PLC电控系统采取电连接方式,实现了实时对电弧炉、精炼炉三根全导电水冷横臂电极夹持液压油管进行流量监控。改变了之前液压管道腐蚀有泄露无法检查发现,事后发现水进入液压系统或者油进入冷却水池,已经造成油水严重污染和经济损失。经过技术改造几年来再没有发生类似事故,收到了良好效果,安全生产得到了有力保证,提高了冶炼设备的安全可靠性,保障了安全生产。
3 结 论
1)流量仪安装在电弧炉、精炼炉液压系统时要注意分别安装在三项各自液压管路上,流量检测仪检测范围在4M A~20 M A.安装时要考虑检测仪进出口的安装方向是否正确,提高其检测灵敏度,检测仪必须选择不锈钢体防止腐蚀,安装后要每周对其进行信号检查,保证其有效性,防止误报警。
2)在设计安装上要充分考虑现场液压设备管线的长度,要根据管径的大小来选择检测仪的管径,检测仪安装在直线管线500 mm范围内,保证流量压力稳定、不会有气泡产生,防止检测信号误差。
3)对流量仪设备,应设立专项检查,定期检测,每半年要对检测仪进行清洗校准,防止液压油液里面污染物粘结卡阻,以保证设备的安全运行。
猜你喜欢
盐科学与化工(2022年9期)2022-10-10
交通科技与管理(2021年13期)2021-09-10
中国新通信(2020年3期)2020-07-06
上海节能(2020年3期)2020-04-13
电子制作(2019年7期)2019-04-25
电子制作(2018年23期)2018-12-26
电子制作(2017年20期)2017-04-26
电脑爱好者(2016年17期)2016-10-08
电子制作(2016年19期)2016-08-24
科技视界(2015年18期)2015-12-25
