
单缸液压圆锥CC600创新设计和应用
2018-11-07 07:18姜俊雄刘鸿滨刘玉龙
世界有色金属 2018年15期
姜俊雄,刘鸿滨,刘玉龙
(南昌矿山机械有限公司,江西 南昌 330004)
随着我国加大对基础建设的投资,水电、核电、公路、高铁、矿山和非金属矿山等项目得到大幅度发展,需要固定破碎系统1000套左右,移动破碎系统500套,预计破碎筛分及系统年需求达500亿。近年来,全球资源的减少及各国对资源和环保的控制,国家逐步减少小型矿山项目开发,更多的在于原生产线的技术改造以及采用大型项目提高资源利用率。我国传统圆锥破碎机大部分为弹簧结构,与单缸和多缸液压圆锥破碎机相比:耗能高、产量低、可靠性差、缺乏先进技术,与国外先进圆锥破碎机竞争力低,因此国内市场大部分被国外占领。为改变国产技术落后的局面,南昌矿机抓住发展机遇,通过长时间的调研与研发,于2012年04月进行CC600单缸液压圆锥试制,并于2013年03月进行工业性实验,各项技术指标均达到国际先进水平。传统的弹簧圆锥破碎机,难以满足市场和客户的需求,而南矿公司所研发及生产的CC600单缸液压圆锥破碎机设备产能高耗能低、自动化程度高、运行经济成本低等特点,已经完全可以替代进口设备。
1 工作原理

图1 破碎机剖面结构图
单缸液压圆锥破在运行过程中,由小齿轮总成通过大、小齿轮传动带动偏心总成旋转,从而带动主轴总成做圆锥旋摆运动。当主轴做旋摆运动时,主轴总成相对于上机架总成做周期性转动。当主轴总成(动锥衬板)接近于上机架总成(定锥衬板)时,处于两者之间的矿石就被挤压而破碎,主轴总成远离离开上机架总成时,破碎后的矿石通过自重向下经排矿口排出。通过向液压缸总成中泵入液压油,调节活塞的位置,从而使得主轴总成上升或者下降,达到合适的排矿口,最终实现控制产品粒度。
2 基本参数
2.1 原始条件
原料各类矿石,二段或三段破碎,入料粒度D进料≤300mm。
2.2 设备主参数确定
最大入料粒度达300mm,最大生产能力达1200t/h,排料口调节范围13mm~70mm;最大装机功率为630kW,主机重量约46995kg,整机重量约67000kg。
2.3 设计方案
我公司深入研究了国内外同类产品,并根据CC100-CC400的设计经验,确定了详细设计方案。
三维主机模型如图1所示。
2.3.1 生产力确定
Q=60Vnμγ=188nμ△b△lDcγ[1]
μ---松散系数,μ=0.55-0.7
γ---物料堆密度,γ=1.6(t/m³)
e---偏心距(m)
△b---物料被压缩时料层厚度,近似等于e---偏心距(m),见图3。
△l---动锥摆动一次物料的位移(m)见图3。
Dc---物料压缩层平均直径,近似等于动锥底部直径D(m),见图3。
n---动锥转速(r/min)
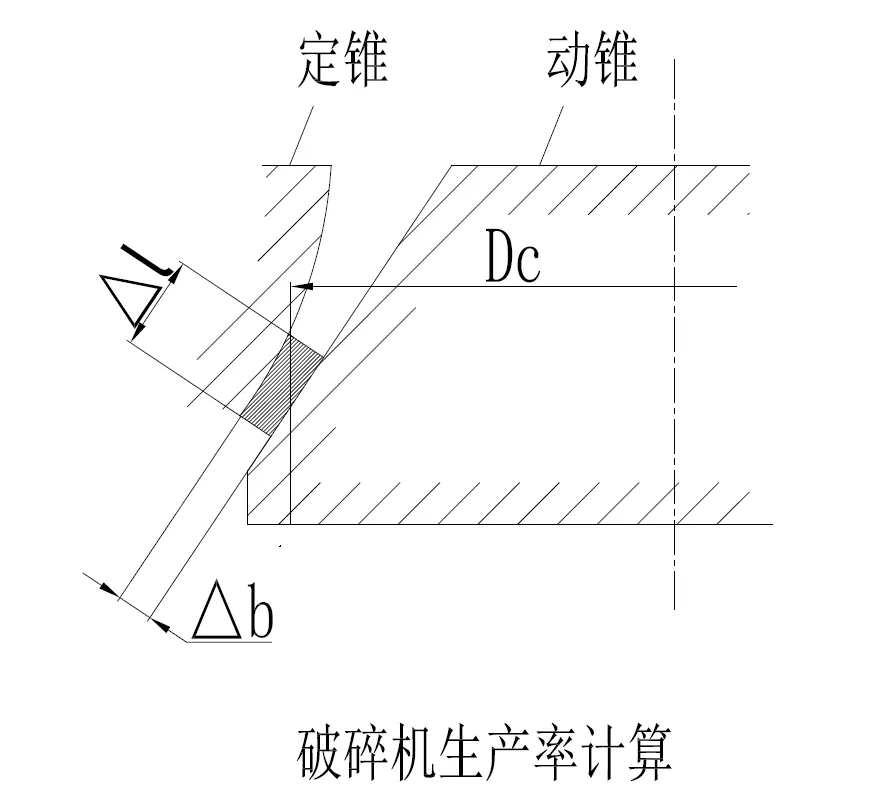
图2 圆锥破碎机处理能力计算

计算产量:

符合最大设计产量1200t/h的要求。由于采用了大偏心距、主轴总成高转速以及重型化设计,为此笔者团队对CC600圆锥破碎机采用具有世界先进水平的破碎新技术来实现设计要求[2]。
2.3.2 功率的确定
功率采用南昌矿机实际经验,P=11D²neK(kw);
D---动锥底部直径D(m);
n---动锥转速(r/min);
e---偏心距(m);
K=1(和腔型相关);
P=11x1.6²×270×0.07=532.224kW,考虑到实际应用中矿石对设备冲击较大,因此选用630kW。
3 创新设计
(1)采用超大偏心距设计,且一个偏心铜套有多种偏心距[3]。通过平键安装在偏心铜套不同的键槽中可轻易实现多个偏心距设定,以适应不同矿石和工况的要求,从而实现挤满仓给料。

图3 可调偏心距
(2)轴承由球面调心滚子轴承改进为圆锥滚子轴承,两盘圆锥滚子轴承采用背靠背的安装形式,能承受更大的载荷,为设备大型化设计奠定了基础。
(3)CC600配备电控溢流阀,其安装有压力传感器、位置传感器和电磁阀。当压力传感器监测到过载时,马上控制电磁阀打开溢流阀,通过3根液压胶管溢流,根据位置传感器信号下降至合适的位置;该技术的应用,彻底解决了蓄能器反应慢、压力反弹的缺陷。

图4 圆锥滚子轴承

图5 电控溢流阀
(4)在传统的破碎机设计中,滑动轴承和滚动轴承共用润滑油,但滚动轴承对润滑油的污染程度更加敏感。当防尘效果欠佳或维护不及时,小齿轮总成的滚动轴承寿命严重偏短。南昌矿机结合多年的设计经验,将CC600小齿轮总成采用独立润滑系统,设计单独的油箱对滚动轴承润滑,确保润滑油高度清洁,设备长期稳定的运行。
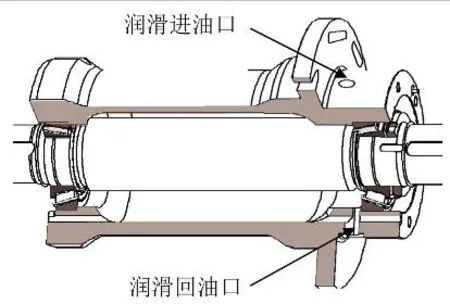
图6 小齿轮总成独立润滑
最大破碎力根据液压系统压力确定。
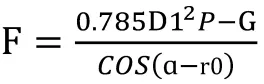
D1--液压缸柱塞直径D(m),设计值0.52m。
p--正常碎矿时,液压缸压力(N/m2),一般p=5x106N/m2。
G--动锥重量(N),设计值57000N。
ɑ--动锥底锥角(°),r0—进动角(°)。
设计值(ɑ-r0)=65°。
按上述公式计算F=2376424 N,按此力用Solidworks核算机架强度,如图3所示,过铁状态下最大极限应力为1.509x108N/m2,小于机架最小屈服强度σ=2.7x108N/m2,机架设计合理。
引用标准。基本参数、技术要求及实验方法等均按“南昌矿机”参与制定的强力圆锥破碎机标准JB/T11295-2012执行[3]。
4 应用与改进
4.1 应用
南昌矿机开发的第一台CC600于2013年11月在天津梅江会展中心展出,取得超过预期的市场效果。在展会现场,来自内蒙古的客户表露出强烈购买的欲望,并与南昌矿机签订了4台CC600的采购合同。如图7,在4台CC600中,两台是EC腔型作为中碎,另外两台是MF腔型作为细碎,用于破碎低品位的铁矿石。CC600成功替代原计划采购的进口设备,为客户节约了大量资金。

图7 金属矿山项目
4.2 重要改进
先导溢流阀改进为电控溢流阀。在早期设计CC600圆锥破碎机时,采用先导阀溢流的方式,对主机实施过载保护。然而在实际应用过程中,尤其是CC600-EC的来料粒度达250mm以上,对液压系统冲击过大。先导阀的弹簧易受到冲击且未达到设定的过载压力而提前溢流,导致破碎机的排矿口频繁变大,影响产品质量。南昌矿机结合多年设计经验,产品部、液压部和电气部共同攻关研发,成功开发了电控溢流阀,即将先导阀换为电磁阀,并配备压力传感器。通过压力传感器准确监控破碎机是否过载,并由PLC监控并控制电磁阀是否打开溢流。
5 结语
CC600是国内较早开发的具有世界先进水平的大型单缸液压圆锥破碎机,经过多年改进,已具备与世界知名厂商同台竞争的实力,且具有较高的性价比优势,已逐渐替代国外同类破碎机。CC600开发成功,标志着“南昌矿机”在为发展破碎机民族品牌上又书写了一个新篇章。
猜你喜欢
汽车实用技术(2022年3期)2022-02-24
冶金设备(2020年3期)2020-12-13
内燃机与配件(2020年12期)2020-09-10
机电设备(2020年3期)2020-06-28
家庭影院技术(2019年12期)2020-01-19
中国计算机报(2019年10期)2019-06-21
装备环境工程(2019年12期)2019-02-06
现代矿业(2018年12期)2019-01-22
中国计算机报(2018年13期)2018-05-23
南方周末(2018-03-01)2018-03-01
