氯酸钠与石灰石的混合浆液同时脱除NO和SO2的实验研究
2018-11-01 10:41:02汪建光李雨轩郭瑞堂
上海节能 2018年10期
汪建光 李雨轩 郭瑞堂 李 彦
1.福建省锅炉压力容器检验研究院;2.上海电力学院能源与机械工程学院
1 研究背景和意义
NOX和SO2为火电厂排放的主要大气污染物,国内外一般采用分别加装脱硫设备和脱硝设备的方式进行控制[1]。目前,国内外常用的脱硫工艺是湿式石灰石-石膏法,而脱硝工艺是选择性催化还原法(SCR)和选择性非催化还原法(SNCR)[2]。这种分项治理的方式不但占地面积大,而且投资和运行费用也高[3]。为满足日益严格的环保标准,同时降低烟气净化的费用,开发联合脱硫脱硝的新技术、新设备已成为烟气净化技术发展的总趋势。
湿法FGD技术已经被验证具有很高的脱硫效率,但却难以同时脱硝[4],这主要是因为实际工业烟气中的NOX中90%以上都是NO,而NO除了生成络合物以外,几乎不被水或碱液吸收[5]。因此,在实际应用中要达到较好的湿法脱硝效率,可以采用氧化剂将NO氧化[6]。近几十年来,国内外的科学工作者广泛尝试了在液相中添加氧化剂促进NO吸收的方法,如 P4、KMnO4[7]、NaClO2[8]、H2O2[9]、NaClO[10]、ClO2[11]等,虽然取得了一定的效果,但这些氧化剂中的很多种类都价格昂贵,同时在实际运行中具有一定的安全隐患[12]。因此,寻找一种价廉易得,氧化效果好的氧化剂显得尤为必要。
氯酸钠(NaClO3)是一种使用较多的,而且对于SO2和NO氧化性非常强的氧化剂,已经被广泛用于农业、印染、冶金、材料等诸多工业方面[13]。目前已有的使用NaClO3或是NaClO等氧化剂进行脱硫脱硝的研究[14],尤其是其中对于NO成分的脱除,主要是依赖于先用氧化剂将NO氧化为NO2,再将产生的NO2进行吸收从而完成脱硝的过程[15]。但是,这种方法一般用在脱硫过程完成之后,且操作程序繁琐,投入资金较大,诸多不利的因素都阻碍了这一技术的进一步发展[16]。本文采用NaClO3与电厂常用湿法脱硫技术中的石灰石浆液进行混合,在脱除SO2的同时,研究不同因素的变化情况对于NaClO3脱除SO2和NO的影响情况并作出简要分析,旨在使该工艺具有设备管理和操作更方便、投资运行费用更经济、实用效果更好等优点。
2 实验装置
实验采用的氧化剂为固体氯酸钠(NaClO3,RG,≥99%),并采用固体粉末状石灰石(CaCO3,AR,≥99%)来配制浆液。实验装置如图1所示,主要由气体供应与混合装置、鼓泡反应吸收装置、恒温离心搅拌装置、气体成分分析装置和尾气处理装置五个部分组成。鼓泡反应洗气瓶的内径9 cm,高18 cm,可以容纳溶液的体积为1 L。反应气体(NO,SO2,Ar)经过质量流量计进入混气装置进行气体混合,再通向洗气瓶底部,利用转子的搅拌与吸收液充分混合后与瓶内的液体接触反应,吸收液的温度由鼓泡瓶的夹层连通恒温水浴锅控制,吸收液的p H采用p H计进行检测。烟气测量采用便携式红外烟气分析仪进行分析,以得到进出口混合气体中SO2与NO的浓度。
3 石灰石—NaClO3浆液脱除NO和SO2影响因素实验结果
3.1 NaClO3浓度对NO和SO2脱除率的影响
图2为NaClO3的浓度对NO和SO2脱除效率的影响,由图可知,SO2在实验的测试区间内可以被完全脱除,NO的脱除率随着NaClO3浓度的增加呈现明显的上升趋势,且在NaClO3浓度为0.008mol/L时,达到75.1%的NO脱除率,在此之后NO的脱除率曲线趋于稳定。由于NO溶解度较小,在溶液对其的吸收过程中液相传质阻力决定了反应的传质速率[17],而液相氧化剂的浓度也就能够在很大程度上影响溶液中有效反应离子的浓度,更易将NO氧化为其它易溶的氮氧化物从而减小了液相的传质分阻力,从而达到提高脱硝效率的目的[18]。当NaClO3的浓度达到对应脱除率最大值时,NO脱除率趋于稳定,其原因是NO的溶解度很有限,此时盐浓度因素所起作用逐渐降低,NO液相传质所产生的阻力成为了反应主要阻力[19],此时若再继续增大NaClO3浓度对脱硝效率的提升作用并不大,且会增加运行成本[20]。因此,选择0.007mol/L作为同时脱硫脱硝的实验条件。

图2 NaClO3浓度对NO和SO 2脱除率的影响实验结果图
3.2 温度对NO和SO2脱除率的影响
图3 为混合浆液的温度对NO和SO2脱除效率的影响。由图中曲线可知,SO2气体在实验的测试区间内可以被浆液完全吸收。对于NO的脱除来说,随着吸收液的温度从25℃升高,NO的脱除效率有明显的上升且在55℃的测试值时达到最佳状态76.7%。但是当反应浆液温度继续增长至超过55℃之后,NO的吸收效果有所下降。显然在一定温度范围内,温度升高不仅使化学反应的速率得以加快,而且有利于提高NaClO3的氧化性,提升对于NO的吸收效果[21]。但当温度超过55℃后继续增加,过高的温度会带来氧化剂的逐渐分解,这将导致主反应物在溶液中的含量下降,从而使NO的脱除效率整体下滑[22]。在电厂中普遍所采用的湿法脱硫技术的脱硫塔内,温度一般保持在55℃[23]左右,因此,不论是从反应的最佳条件,还是从实际电厂脱硫环境温度,都宜选择55℃左右作为NaClO3混合浆液同时脱硫脱硝的条件。

图3 温度对NO和SO2脱除率的影响实验结果图
3.3 p H对NO和SO2脱除率的影响
图4 为NO的脱除率随混合浆液整体p H值的变化曲线。对于已经完成配制的石灰石与NaClO3的混合溶液而言,其整体的p H值约为5.0左右,用NaOH溶液和醋酸溶液来达到实验所需的p H条件。根据实验测得,SO2在与混合浆液的反应过程中得以被完全吸收,而NO的吸收率随着溶液p H值从强酸条件向中性甚至碱性的条件转化的过程中呈现明显的下降趋势,由此可知NaClO3对于NO的氧化能力在酸性条件下较强。然而,考虑到电厂脱硫塔内溶液的工作环境p H为5.5左右[24],且强酸条件下溶液会对设备造成一定的腐蚀[25],因此p H值一般取5.0左右。
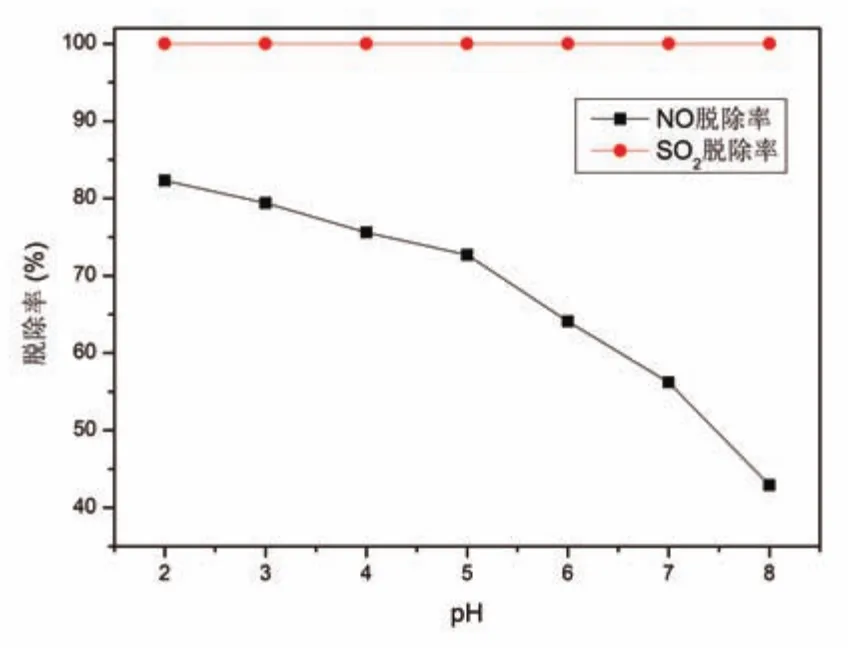
图4 p H对NO和SO2脱除率的影响实验结果图
3.4 NO通入浓度对NO和SO2脱除率的影响
由图5可知,当NO的入口浓度的变化对于SO2的完全吸收几乎没有影响。对于NO的脱除而言,当NO的通入浓度从200ppm增大到500ppm时,脱硝效率明显地从42.6%增大到了75.7%,这是因为当NO的进气浓度在一定范围内时,气体吸收过程主要由动力学控制,而提高NO的浓度,能一定程度的增加气液传质推动力,从而使NO的吸收率呈现明显增加[26]。在此之后,若NO入口浓度从500ppm再增加,NO的脱除效率除了小幅度的波动之外,基本上呈现平稳趋势。因此,选择NO的进口浓度为500ppm较为合适。

图5 NO通入浓度对NO和SO2脱除率的影响实验结果图
4 结论
利用氯酸钠与石灰石浆液的混合配制实现了对于该工艺用于脱硫脱硝方面的研究。实验结果表明,混合浆液中氯酸钠的浓度、反应浆液温度、浆液整体的p H值以及NO通入浓度这些因素的变化对脱硫效率的影响不大且脱硫效率在实验测试范围内都可以达到100%。对于脱硝而言,混合浆液中氯酸钠浓度的增加明显提升了NO的脱除效率,之后趋于稳定;反应浆液温度从低温向55℃提升的过程中对NO的吸收有明显促进作用,但过高的温度则会带来负面影响;浆液整体的p H值的上升则对于NO的脱除不利,但出于实际操作考虑,一般在p H为5.0左右进行工作;NO通入浓度的提高对脱硝效率也有促进的作用。在选定的适宜操作条件下,混合浆液的脱硝效率一般可以达到75%以上。将氯酸钠氧化剂与石灰石浆液进行结合从而达到同时脱硫脱硝的目的是具有可行性的。
猜你喜欢
地下水(2024年1期)2024-03-08 10:44:36
中国氯碱(2023年1期)2023-02-22 06:35:04
中国临床医学影像杂志(2022年5期)2022-07-26 07:11:56
水泵技术(2022年2期)2022-06-16 07:08:02
中学化学(2019年4期)2019-08-06 13:59:37
中学化学(2019年4期)2019-08-06 13:59:37
中医眼耳鼻喉杂志(2019年3期)2019-04-13 05:26:46
浙江农业学报(2017年1期)2017-05-17 06:13:45
造纸化学品(2016年3期)2016-02-06 18:41:57
中国氯碱(2014年11期)2014-02-28 01:05:07