增产对二甲苯的方法探讨
2018-10-31 09:01孙艳朋
当代石油石化 2018年10期
孙艳朋
(中化泉州石化有限公司,福建泉州 362103)
近几年,我国对二甲苯(PX)产业发展明显滞后于下游精对苯二甲酸(PTA)和聚酯产业发展。截至2017年,国内PX产能1 439.6万吨/年,占世界的28%,产品自给率不足50%。国内PX产能虽然在增长,但是由于下游市场的旺盛需求量,PX的缺口呈逐年增大态势。预计到2020年,PTA产量约5 875万吨,对PX的需求量约3 850万吨,而同期PX产量仅约为2 653万吨,供应缺口达1 197万吨,自给率约为68.9%。PX过度依赖进口,给我国PX产业链下游产业带来隐患。为适应我国化纤产业发展的需要,提高炼厂的经济效益,拟通过原油安排优化、催化重整优化、PX装置扩能改造等方法扩宽和优化芳烃资源,提高装置生产规模,实现增产PX,提高企业经济效益的目的。
1 催化重整优化
1.1 提高重整负荷率
1.1.1 优化原油选择,提高石脑油产率
目前,炼厂PX主要采用石脑油催化重整工艺,再经过系列反应和分离过程来生产,但国内的一些企业,由于连续重整装置扩能改造,装置规模增加,原有的石脑油产量不足以满足催化重整装置规模增加的需求,因此,若要实现增产PX的目的,首要应该解决芳烃生产原料—石脑油不足的问题,这就要求炼厂在原油安排时选择多产优质石脑油的原油。理论上,炼厂应该以凝析油作为首选,因为凝析油的石脑油收率一般在50%左右[1]。以卡塔尔凝析油为例,其65~175℃直馏重石脑油收率约43.94%,较常规原油高30%左右,但凝析油资源相对紧张,且价格较高。因此,炼厂可在原油安排时考虑掺炼部分凝析油,以提高石脑油产率。
1.1.2 扩宽石脑油来源
我国炼厂采用原油的直馏石脑油收率较低,而且以石脑油为裂解原料的乙烯装置逐年增加,因此,为消除石脑油不足给芳烃生产带来的短板效应,需要在优化炼油与化工资源互补的基础上,扩宽重整石脑油来源。目前,为解决重整原料不足的问题,炼厂经常将加氢裂化重石脑油、催化裂化汽油、焦化汽油、裂解汽油抽余油作为重整原料。其中,裂解汽油抽余油中环烷烃含量非常高(达60%以上),远大于石脑油芳潜量,是理想的重整原料。加氢裂化重石脑油的环状烃(环烷烃和芳烃)在50%左右,也是良好的催化重整原料。
1.1.3 优化馏程选择[2]
适宜芳烃生产的催化重整装置的原料馏程是110~145℃,但为了最大化生产混二甲苯,通过歧化装置的反应过程,可以将石脑油馏程扩宽至110~165℃。催化重整装置不同石脑油馏程对应适宜生产的目的产物见表1。

表1 不同石脑油馏程对应适宜的目的产物
但在实际生产中,考虑到多种因素的影响,可以将石脑油馏程控制在60~175℃,可以比60~165℃的馏程增加1.58%的收率。同时,N+2A值也得到改善,见表2。
1.2 选择合适催化剂
催化重整装置按生产目的不同,可分为汽油型催化重整装置和芳烃型催化重整装置,前者以生产高辛烷值汽油调和组分为主要目的,后者以生产芳烃为主要目的。而催化重整催化剂是装置的核心,对催化重整装置的技术指标起决定性作用。因此,根据生产目的的不同而选择不同催化剂是必然。如某公司催化重整装置采用UOP公司生产的R-234型低铂催化剂,为提高装置芳烃产率,可将其更换为适合芳烃生产的高铂型催化剂,或采用性能更佳的新一代R-274型低铂催化剂。
1.3 优化操作
1.3.1 提高反应温度
一般来讲,要提高重整反应的芳烃产率,首先应提高重整反应的苛刻度,而反应温度是调节催化重整装置苛刻度最有效和最直接的手段。随着反应温度的升高,产物辛烷值越高,芳烃产率和氢气产率增加。但是反应温度也不能随意提高,因为随着反应温度的提高,催化剂的积炭速率增大,且反应温度的提高受加热炉负荷的限制。因此,应适当提高催化重整的反应温度。

表2 不同馏程的石脑油情况对比
1.3.2 降低反应压力
反应压力降低,有利于反应平衡向芳烃产率增加的方向移动。因此,在循环氢压缩机和其他设备以及催化剂积炭速率允许的前提下,降低反应压力,能够增加重整装置的芳烃、液体、氢气等收率,有利于增产芳烃。
1.3.3 降低氢油比
氢油比是调整催化重整反应苛刻度的有效手段。随着氢油比降低,液体收率、氢气和芳烃产率均增加。但是,氢油比降低,催化剂积炭速率增加,因此,氢油比调整需要在一个适宜的范围内。
2 提高吸附单元能力
目前,国内大多数PX装置采用UOP公司的Parex工艺和法国AXENS公司的Eluxyl工艺,而中国石化作为世界上拥有大型化芳烃生产成套技术的第3个专利商,成功打破了国外公司在全球的长期垄断局面,并将该技术成功应用在海南炼化60 万t/a 的PX生产装置上。
典型的PX装置一般包括甲苯歧化及烷基转移、二甲苯异构化、PX分离以及二甲苯分馏4个单元。提高PX产量,除新建PX装置外,依靠技术进步创造性地利用现有的芳烃(甲苯、C8、C9及C10芳烃)及相关资源,也可以挖掘出更多的能力,主要有改进工艺,提高吸附单元加工负荷以及更换高效的吸附剂和催化剂等途径。
2.1 吸附工艺改进
美国UOP公司对模拟移动床旋转阀技术(ACCS)进行改进,不仅研发出大流通量的Ⅴ号旋转阀,突破Ⅳ号旋转阀性能的限制,而且为了扩大装置加工能力,提出了“双塔双阀”的加工方案,即2个吸附塔、2个旋转阀。据了解,采用2台Ⅴ号旋转阀的“双塔双阀”的加工方案理论上可以达到110万t/a的PX产量。
AXENS公司在原来Eluxyl工艺基础上,通过改进创新,将原有的双塔24床层简化为单塔15床层配置。采用单塔15床层,除了床层数减少外,其他都和双塔24床层一样:相同的塔内件、床层布置和阀门,操作控制和监控都用相同的SCS系统和拉曼光谱仪。流程简化为单塔、单泵送回路带来的好处是更简单的控制方案和更高的可靠性以及减少过程能量的损耗和投资费用。据AXENS介绍,工业试验装置已证明使用15床层、12床层甚至8床层都可达到商业化的产品纯度,且在相同吸附室直径下使用12个床层,可采用和24个床层完全相同的操作参数以达到99.9%的产品纯度,15床层设计是为了确保产品纯度而增加了3个床层余量。UOP的“双塔双阀”工艺在我国几套装置上已成功应用,而AXENS的单塔15床层也将在国内装置上应用。
中国石化根据扬子石化3万t/a工业示范装置的实验结果,提出4次吸附冲洗的床层方案[3];为简化流程、优化操作,创新采用分时冲洗理念,实现了对吸附塔内物料分布的最小扰动,显著提高了吸附分离效率;完成新型格栅、模拟移动床程序控制系统等研究开发,并成功应用于海南炼化60万t/a生产装置上,装置标定的结果显示,PX产品纯度达到99.8%以上,单程收率98%以上[4]。
2.2 更换高效吸附剂
在吸附剂装填量一定的情况下,通过更换高效吸附剂,可以提高吸附塔的处理量,达到增产PX的目的[5]。UOP的新一代ADS-37型吸附剂具有更高的吸附容量、性能指数和机械强度以及颗粒比较均匀等优点,其对PX的吸附容量较ADS-27提高约6%,同时所需的解吸剂循环量(对每吨PX产品)较ADS-27减少近7%,ADS-37型吸附剂的主要性质和规格如表3所示。2011年,UOP又推出了最新的ADS-47,除吸附容量进一步提高外,传质性能也得到了改善,可在更短步进周期下操作,使装置处理能力显著增加。
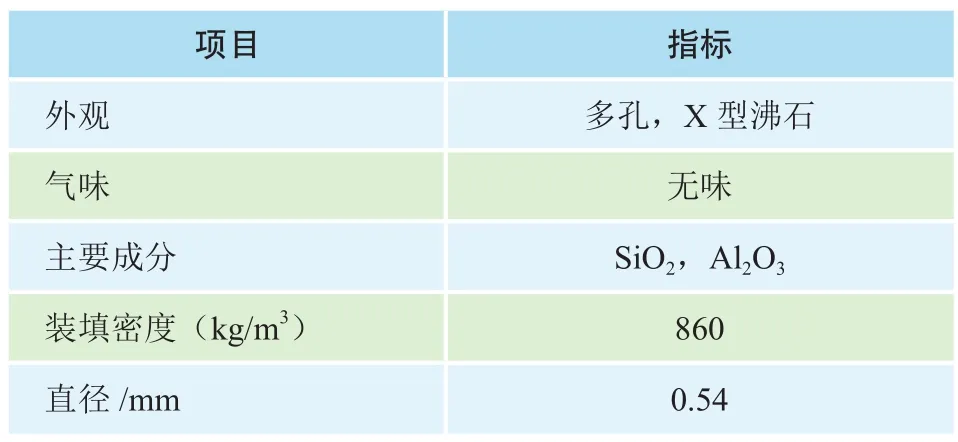
表3 ADS-37吸附剂主要性质和规格
AXENS新一代的SPX-3003吸附剂问世时属于突破性的产品,它把黏接剂的材料更换为活性材料,在保证机械强度的同时,吸附容量显著增加。SPX-3003吸附剂包括Ф0.3~0.8 mm和Ф0.8~1.0 mm两种规格,其主要性质和规格如表4所示。近期,AXENS对SPX-3003的生产过程进行了优化,得到了最新型的SPX-5003型吸附剂,其特点在于对分子筛的原材料进行了优选,获得了更佳的分离效率,并且即将应用于工业生产中,具体效果还待进一步验证。
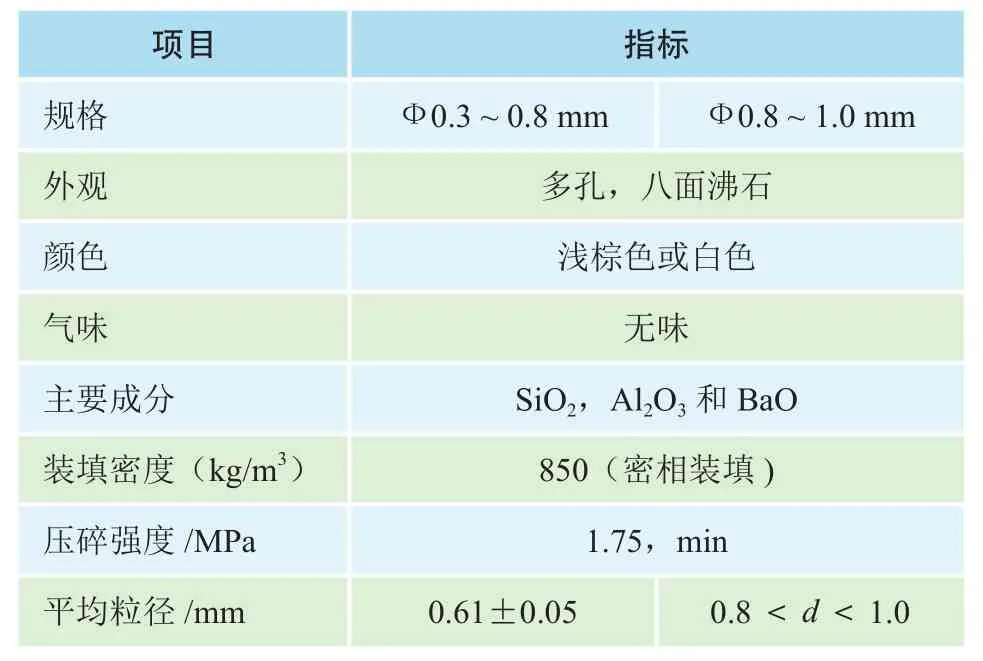
表4 SPX-3003吸附剂主要性质和规格
2004年10月,齐鲁石化PX装置更换由石油化工科学研究院(RIPP)研制、长岭催化剂厂生产的国产RAX-2000A型PX吸附剂,取得了较好的工业应用结果。在此基础上又改进开发了第2代RAX-3000吸附剂,吸附容量提高幅度超过8%,并可适用于更短的步进时间,已成功应用于扬子石化示范装置和海南炼化工业装置。
3 异构化单元改造
3.1 更换催化剂
异构化单元是PX装置中增产PX的核心工艺,异构化催化剂则是异构化单元的核心技术。目前,国内PX装置主要应用的二甲苯异构化催化剂有两种类型:一是乙苯转化型异构化催化剂,其特点是将乙苯转化为二甲苯,同时进行二甲苯异构化;二是乙苯脱烷基型异构化催化剂,其特点是将原料中的乙苯转化为苯,同时进行二甲苯异构化[6]。目前,国内PX装置使用的乙苯转化型催化剂主要有UOP公司的I-9、RIPP的SKI-400系列和RIC-200、AXENS公司的Oparisplus和OparisMaxTM以及PRI的PAI-01,性能对比见表5。国内PX装置采用的脱烷基型异构化催化剂,其主要型号有UOP公司的I-350、RIPP的SKI-110以及AXENS公司的EM-4500,性能对比见表6。
由于乙苯脱烷基型异构化催化剂是将原料中的乙苯大部分脱烷基生成苯,反应不受平衡限制,单程转化率高,而且反应不需要环烷中间“搭桥”,可大幅降低二甲苯分馏、吸附分离和异构化单元的规模。为了增产PX,在原料充裕且副产品苯有出路的前提下,可将异构化单元的乙苯转化型催化剂更换为乙苯脱烷基型催化剂。一方面降低乙苯和非芳烃的循环量,可使二甲苯分馏、吸附分离和异构化单元的规模降低,提高吸附进料的PX浓度;另一方面,乙苯脱烷基型催化剂反应产物中的PX平衡浓度较高,可直接提高吸附分离进料中PX浓度。
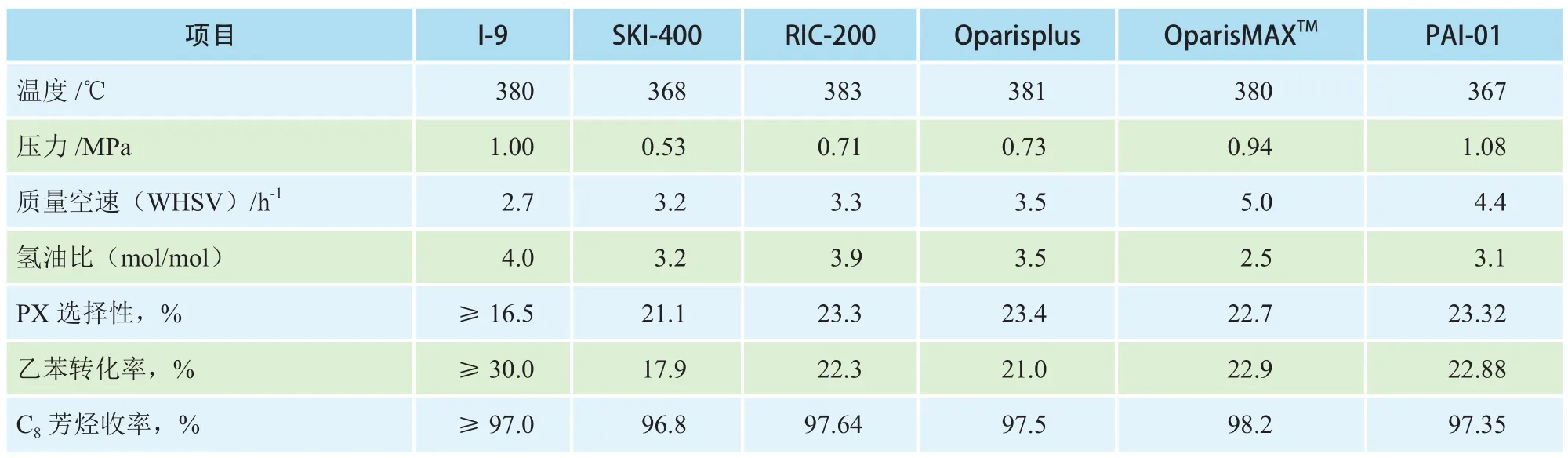
表5 主要的转化型异构化催化剂性能对比
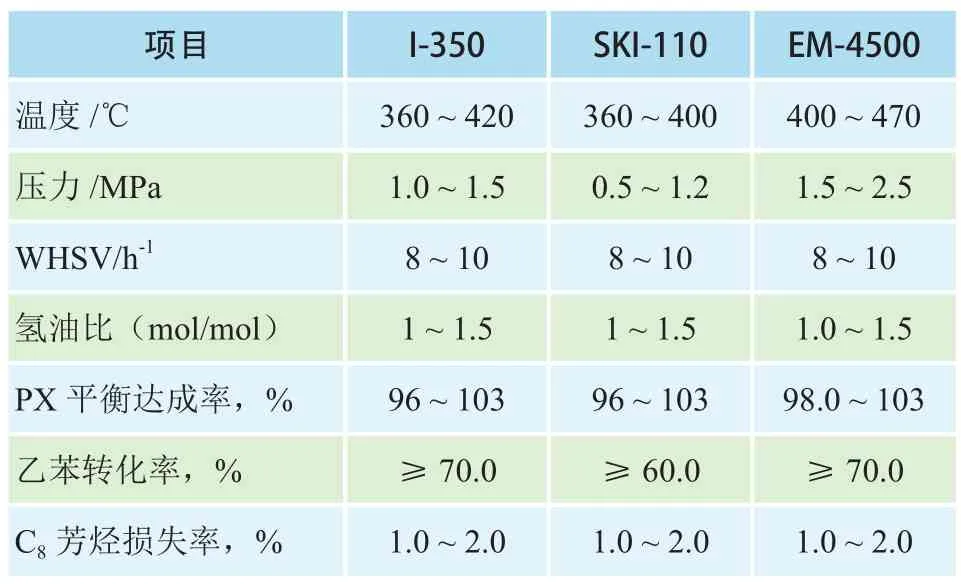
表6 主要脱烷基型异构化催化剂性能对比
3.2 采用循环塔流程
二甲苯异构化单元的一般工艺流程是将异构化反应产物依次送入脱庚烷塔、二甲苯塔和吸附分离单元,脱去PX后的C8,烃再循环回二甲苯异构化单元反应。但对于采用乙苯转化型催化剂的异构化装置,反应中需要一定量的C8环烷烃作为环烷桥,因此,为减少C8环烷烃损失,使C8异构体最大限度转化为PX,达到增产PX的目的,可以在异构化装置考虑循环塔流程。流程见图1。

图1 循环塔流程示意
设置循环塔流程,可使约40%的C8环烷烃由脱庚烷塔顶采出后,经循环塔底直接返回异构化反应回路,提高二甲苯分馏单元和吸附分离单元的C8芳烃进料量和产品产量。其主要优势在于首先可以减少C8环烷烃在二甲苯分馏单元和吸附单元的循环量;其次,二甲苯异构化单元调整更加灵活,并且能够准确、快速的反应出C8环烷烃的变化;最后,相较于没有循环塔流程而言,减少了二甲苯分馏和吸附单元负荷以及公用工程的消耗,而且提高了装置生产的灵活性,可以通过运行循环塔达到增产PX的目的。
4 更换歧化催化剂
歧化和烷基转移是芳烃工业中增产二甲苯的重要工艺[7]。在经典吸附分离进料中,歧化C8芳烃中的PX含量较高,且乙苯含量低,与重整C8芳烃和异构化C8芳烃相比,是较为理想的吸附分离进料。适当提高吸附分离进料中歧化C8芳烃比例可改善吸附分离进料,达到增产PX的目的。
歧化和烷基转移技术包括传统的甲苯歧化和C9烷基转移工艺、甲苯择形歧化工艺两种。但由于甲苯择形歧化C8芳烃产品收率低(约为40%),单程转化率较低(约为30%),只能使用甲苯而不能用C9芳烃作原料,不能做到最大限度的生产PX,并且在国内绝大部分PX装置中采用的都是传统的甲苯歧化和C9烷基转移工艺[8]。所以在此不考虑甲苯择形歧化工艺。
歧化和烷基转移技术经过多年的研究与发展,催化剂及其适用原料的范围已经有了很大改进与拓宽,处理的原料日趋多样化,操作条件从低空速到高空速,转化率由低向高提升。国内近几年使用的歧化和烷基转移催化剂性能如表7所示。通过应用高效催化剂,可以提高C10及以上芳烃资源的综合利用,达到增产PX的目的。
5 芳烃改造实例
某石化公司70万吨/年芳烃联合装置包括预加氢、连续重整、重整催化剂连续再生、抽提蒸馏、二甲苯分馏、甲苯歧化及烷基转移装置、苯-甲苯分馏、吸附分离和异构化9套工艺装置及相应中间罐区和公用工程。该PX装置采用美国UOP公司的模拟移动床旋转阀工艺技术,采用双系列“两阀四塔”方案,吸附剂为UOP公司的ADS-27,于2013年进行扩能改造,将异构化催化剂由原设计的乙苯转化型催化剂SKI-400更换为乙苯脱烷基型催化剂I-350,歧化催化剂HAT-096更换为HAT-099,使PX产量由原设计的70万吨/年提高至86万吨/年。改造前后各单元规模变化情况如表8所示。
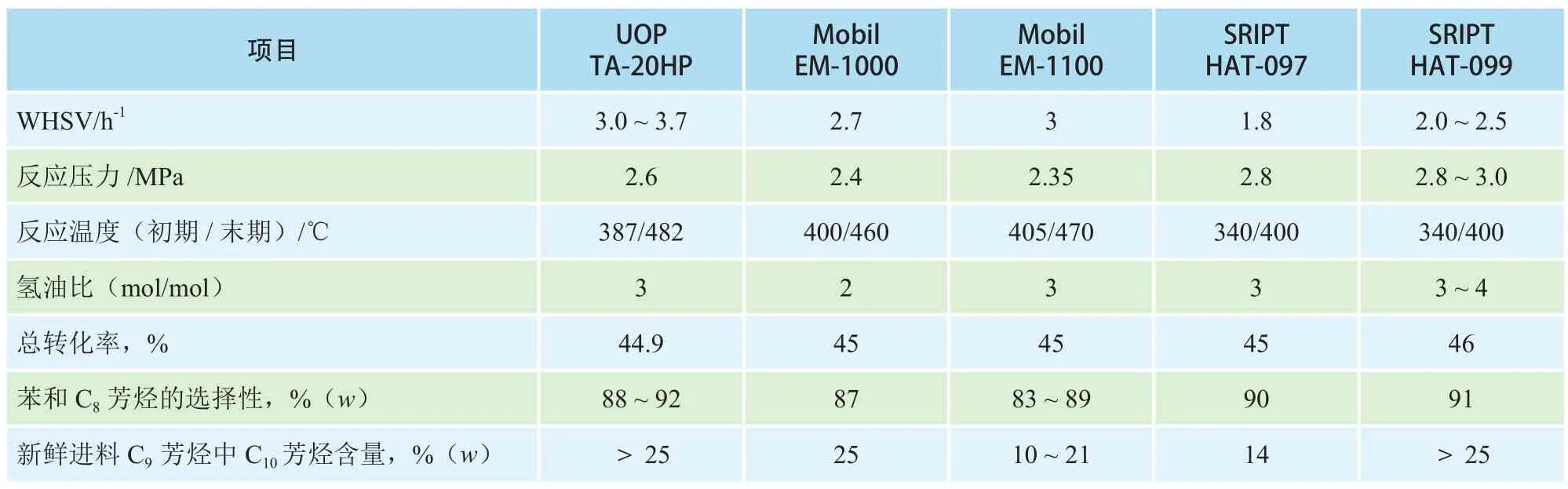
表7 主要的歧化和烷基转移催化剂性能对比

表8 芳烃联合装置改造前后各单元规模变化情况
该装置原设计的原料为直馏重石脑油、加氢裂化重石脑油以及乙烯裂解汽油,因该公司新建一套40万吨/年乙烯裂解汽油芳烃抽提装置,所以改造后将直接使用乙烯裂解汽油芳烃抽提生产的甲苯作为歧化装置原料,乙烯裂解汽油则去汽油调和。改造前后原料变化及吸附进料浓度变化情况分别见表9和表10。
改造前,该装置的产品主要有PX、苯、含氢气体、抽余油、重芳烃、高辛烷值汽油调和组分及燃料气。改造后,高辛烷值汽油调和组分将全部作为歧化装置原料,不再生产高辛烷值汽油调和组分。异构化副产富乙烷干气将直接作为乙烯装置原料。见表11。
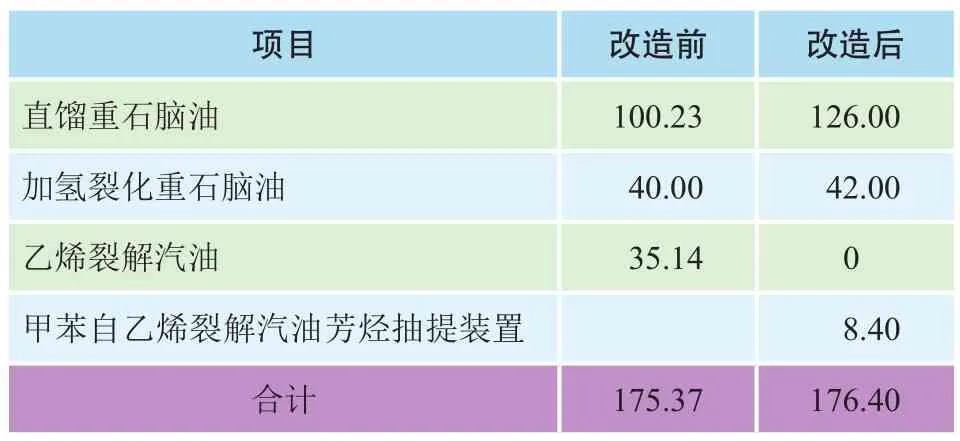
表9 芳烃联合装置改造前后原料变化情况 万吨/年

表10 改造前后吸附进料浓度变化 %
由于异构化单元由乙苯转化型催化剂更换为脱烷基型催化剂后,催化剂装填量由SKI-400的120 t减少至I-350的41 t,反应空速和氢油比大大降低,需要对异构化反应器内构件做一定改造。该公司通过使异构化反应器中心管屏蔽罩和导向折流板各延伸4.26 m,同时采用布袋装填法利用同心装填设施进行催化剂装填,在靠近中心管壁0.798 m内装填直径为6 mm的瓷球,其余部分装填催化剂,减少催化剂实际装填体积。
另外,由于扩能后,装置处理量增加,通过核算将二甲苯塔、抽出液塔、抽余液塔、甲苯塔、脱庚烷塔等塔器更换为高效塔盘,同时对甲苯塔再沸炉,异构化反应加热炉进行改造。
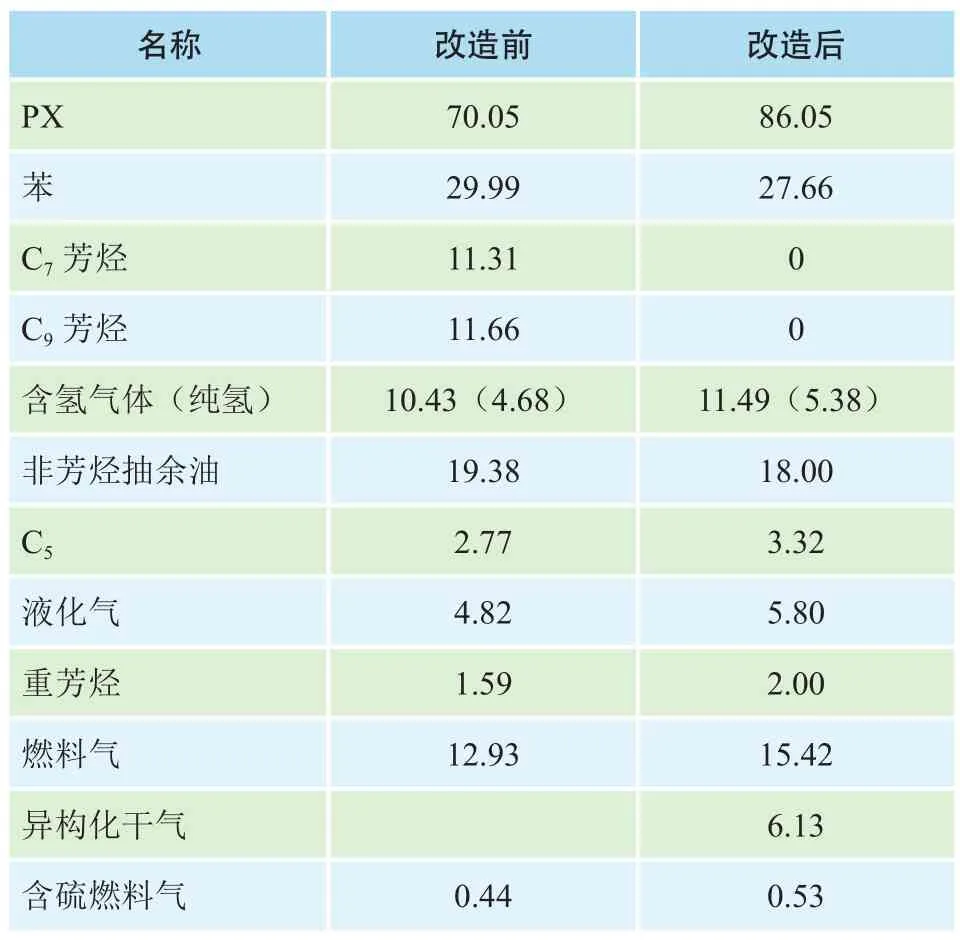
表11 改造前后芳烃装置产品变化情况 万吨/年
6 结语
提高PX产量的方法很多,企业可依据自身装置原料供应情况及生产现状,选择合适增产途径。原油安排时尽可能提高优质石脑油产量;催化重整装置从催化剂的选择、原料优化、操作条件优化等方面使芳烃产率最大化;PX装置通过改进工艺,提高吸附单元加工负荷以及更换高效吸附剂和催化剂挖掘更多的能力。为提高PX产率,还应注重新技术、新工艺开发与应用,如轻烃芳构化、甲苯择形歧化、甲苯与甲醇甲基化以及由LCO、煤基和生物质等制芳烃技术,以扩大原料来源,提高装置的综合加工能力和技术经济性。
猜你喜欢
中国特种设备安全(2021年4期)2021-10-13
沈阳化工大学学报(2020年4期)2020-04-06
石油石化绿色低碳(2019年6期)2019-01-14
化工进展(2015年3期)2015-11-11
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
化工进展(2014年3期)2014-04-04
华东理工大学学报(自然科学版)(2014年4期)2014-02-27
中国粮油学报(2014年8期)2014-02-06
石油化工技术与经济(2012年5期)2012-01-03
天津化工(2010年4期)2010-08-28