航天炉粉煤加压气化装置渣口压差高的原因分析及处理
2018-10-30 10:55张超
氮肥与合成气 2018年9期
张 超
(安徽昊源化工集团有限公司,安徽阜阳 236025)
1 前言
航天炉粉煤加压气化技术是中国航天科技集团公司研发的具有自主知识产权的气流床粉煤加压气化技术,该技术试验装置自2008年在安徽晋煤中能化工股份有限公司开车投运后,迅速在国内煤化工行业得到推广应用。安徽昊源化工集团有限公司(简称昊源化工)航天炉装置于2011年11月开始建设,2013年4月13日1#气化炉投入运行,2014年4月23日2#气化炉投入运行,均一次性开车成功,对昊源化工原料结构调整及技术进步起到了积极的推动作用。经过生产技术人员良好的运营管理,保证了气化炉装置的长周期运行,但气化炉渣口压差逐渐增高,直接威胁着装置的安全生产运行,给操作人员带来了一定的压力。现就昊源化工2018年4月1日2#气化炉因渣口压差高,激冷室液位低造成紧急停车事故进行分析,探讨渣口压差高的原因及防范措施。
2 渣口压差的形成
航天炉渣口压差是指气化炉火检测压点与气化炉合成气出口管上的测压点之间压差17PT1054的测量值,即气化炉炉膛压力与气化炉合成气出口管道压力的差值,是反映渣口是否堵渣的重要参数。正常情况下渣口压差在10~40 kPa,堵渣的情况下压差超过100 kPa。渣口压差主要由四部分构成,即渣口部分压降、合成气穿过水浴的阻力、下降管与上升管环隙通道的压降和上升管外壁折流装置到合成气出口管道的压降。正常生产情况下,水浴流阻、环隙通道的流阻及折流装置的流阻数值均较小,压差直接反映渣口压差,但非正常情况下,则当别论。
3 渣口压差测量值高的原因分析
3.1 渣口堵渣,气流通道截面积缩小,造成渣口压差增高
一方面是气化炉操作温度不当。气化炉温度的控制要求在保证连续液态排渣的情况下尽量保证相对较低的温度,既防止炉膛温度过高损坏设备,也防止进氧量过大造成合成气成分的变化。但如果炉膛气化温度低于渣流动的温度范围,就可能造成渣的流动性差,在气化炉膛的锥形渣口越积越多,渣口缩小,气体在燃烧室内的停留时间明显增加,炉膛压力增高,渣口压差增大。
另一方面与气化炉烧嘴氧气通道旋流片的角度有一定的关系。当旋流片的角度增大,高压氧夹带粉煤在炉膛的中上部高速旋流,造成气化主反应区上移,炉膛上部温度较高,下部温度偏低,熔融渣在自身重力作用下沿壁下流的过程中,因温度偏低造成渣的流动性较差,在渣口堆积,同时因烧嘴氧气通道的旋流片角度大造成烧嘴喷射出的火焰长度缩短,无法喷射到渣口,造成流动的渣在渣口堆积,堵渣。
3.2 合成气出口管口积灰堵塞,造成渣口压差大
航天炉粉煤加压气化炉炉体合成气出口管口处,增设了一套分离折流装置,防止合成气带水、带灰进入合成气管线。合成气从折流装置上部进入,折流装置底部有带孔封板,激冷室灰水含灰量大,易造成合成气夹带灰水因折流而沉积在封板上,堵塞泪孔,越积越多,堵塞合成气管道,造成压差大。若出现此问题,只能等到停车检修时进行清理改造,将下封板割除或将折流装置掉头装配。
3.3 下降管堵渣,造成渣口压差大
3.3.1 激冷环的影响
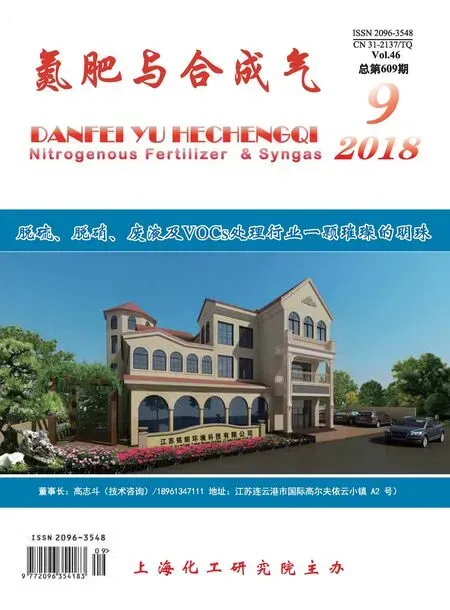
激冷环是航天粉煤加压气化炉的主要内件之一,其作用就是通过激冷环的水腔与下降管的内壁设置环隙,激冷环水腔内壁设置旋流导流片,使激冷水在压力的作用下沿旋流导流片射向下降管内壁,沿下降管内壁旋流并在下降过程中在内壁形成水膜,进而保护下降管不被高温合成工艺气体及熔渣损坏;同时激冷环沿下降管环隙截面开孔,利用激冷水的压力向下降管中心区域喷水,对高温合成气进行激冷,降低合成气的温度。若激冷环产生烧蚀、裂纹或孔洞加大、局部堵塞,就会造成在下降管内壁形成的水膜不均匀或局部没有水膜保护,下降管被烧穿或变形,给流动的渣灰提供了附着的条件,在低温下越积越多,造成局部堵渣。下降管积灰堵塞见图1。因激冷环黑水介质是来自洗涤塔的黑水,黑水中含有一定量的悬浮颗粒,且温度为200 ℃左右,长时间运行易使布水环隙堵塞,使这部分下降管得不到有效冷却,长时间高温条件下逐渐形成裂纹甚至烧蚀,见图2;当黑水中的细灰颗粒含量较高时,对激冷环的冲刷磨损加剧,使其产生孔洞,激冷水会出现横喷现象,最终造成下降管的水分布不均匀。在此工况下,下降管会逐渐有熔渣结疤产生高温区,使下降管发生变形甚至撕裂,见图3。

图1 下降管积灰堵塞

图2 激冷环激冷水导流片烧蚀
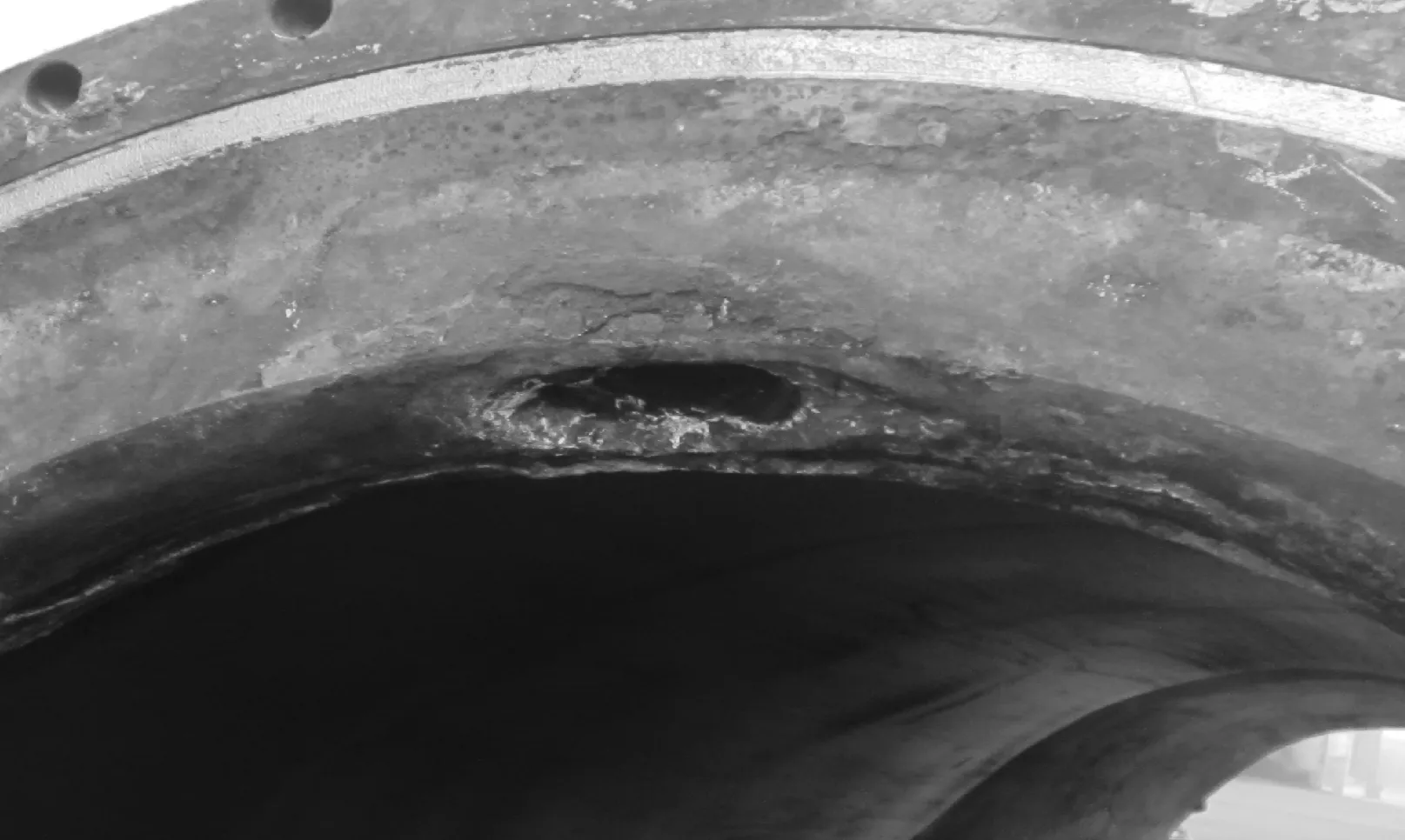
图3 激冷环因灰堵无水冷却浸润出现烧蚀
3.3.2 激冷水的影响
激冷水的量直接影响下降管内壁液膜的厚度,当气化炉在低负荷下运行时,合成气的气体流速减慢,激冷水量可以维持相对较低;当气化炉在高负荷下运行或高炉温条件下操作时,激冷水量一定要相对加大才能保证下降管内壁液膜的厚度。否则,将会造成水膜因灰渣的高温蒸发消失,熔融态灰渣与下降管直接接触并粘结在下降管上,结渣逐渐填满下降管进而堵塞灰渣及工艺气体通道。
3.3.3 煤质的影响
航天炉对煤的灰含量和灰熔点有较高的要求,当煤中灰分偏高、灰熔点适中时,容易挂渣,但气化效率下降,同时渣量增加,会增大对下降管的磨损且可能在下降管上挂渣;煤的灰熔点增高时,即灰渣的流动温度增高,熔渣流动缓慢极易堆积渣口或在下降管挂壁结渣,损坏下降管。实际生产操作中,当发现渣口压差上升、合成气成分分析异常、排渣出现异常等现象时才开始进行提温操作已经滞后。因为此时仅提高了燃烧室温度,并不能把相对低温区下降管上的挂壁灰渣融化。
煤的黏温特性对其燃烧后所形成的灰渣的流动性影响很大,进而影响气化炉的排渣。煤的黏温特性差,灰渣从渣口排出的过程中,随着操作温度的降低,煤的黏度上升很快,熔融灰渣的流动性将减弱,加上渣口处的气体流动速度快,黏度高的液态灰渣会被拉成玻璃丝状。这种玻璃丝相当于黏结剂,粘在下降管上,使灰渣不能顺畅排走,导致下降管内壁挂渣,发生气体偏流,进而使下降管因结渣烧穿,严重时完全被堵死、变形甚至报废。当煤的黏温特性良好时,有利于形成粗渣。在灰渣从渣口向下流动的过程中,温度逐渐下降,黏度变化较缓慢,有利于气化炉的正常排渣。
3.3.4 焊接及装配质量的影响
航天气化炉下降管和激冷环的材质选用Incoloy825镍基合金,属高温奥氏体组织,焊缝金属在经受焊接热循环或高温后,有晶粒长大的倾向。采用ERNiCr-3型含镍量较高的焊丝和氩弧焊工艺,评定焊缝的力学性能和金相组织符合要求,但由于激冷环附近的下降管一直处于高温、磨蚀、冲刷的恶劣复杂工作环境,其焊接材质、焊接方法、焊接质量及安装质量都对下降管的使用寿命有着直接的影响,激冷环的布水孔堵塞也会造成下降管局部冷却不好,使下降管产生局部鼓包、裂纹,严重时甚至烧穿[1]。此气化炉停炉检查发现焊接处发生了烧漏穿孔、下降管不平等现象。
3.3.5 操作温度的影响
航天炉的操作需要一个合适的温度。炉温低时,熔渣的流动性变差,易在下降管上挂壁并结渣。当水流经过挂渣时,被迫分流,水膜被破坏,致使下降管局部超温变形。而且在挂渣处会聚集更多的熔渣,扩大挂渣聚集面积,堵塞下降管工艺气通道。当下降管内局部发生堵塞时,通过此处的合成工艺气的流速会增大,加剧下降管因堵塞使热应力不均而造成损坏[2]。情况严重时,下降管会变形、鼓包、穿孔,甚至是爆裂。当炉温高时,熔渣的流动性变强,气化炉热负荷大,出口合成气温度相应变高。高温合成工艺气的温度从1 400 ℃降至220 ℃左右时,在渣口向下1 m附近温度下降最大,此段水膜变薄,极易造成下降管局部超温,出现裂纹、鼓包甚至变形穿孔。过高的炉温还会造成炉壁上的挂渣融落,增大了渣量,损坏下降管。因此,在下降管挂渣后应尽快停车处理,防止进一步损坏设备[3]。
3.4 下降管与升气管之间的环隙堵渣,造成渣口压差高
因航天炉下降管外壁上设置有检漏氮气管,满布在下降管外壁上,也为灰渣附着提供了条件。当灰渣里含有大量的玻璃丝时,说明煤的黏温特性较差,熔融渣在渣口因温度降低造成渣的黏度增大,在高速气流的作用下,形成玻璃丝。含大量玻璃丝的合成气经水浴后进入激冷室,改变了水质,造成了合成气起泡带水;激冷室内的灰水及玻璃丝夹杂在一起,随合成气沿环隙流出,逐步在下降管外壁搭桥粘结,造成环隙通道变窄,压差增大,严重时可以将整个环隙通道堵塞;导致合成气冲破水浴,直接从上升管底部窜出,进入合成气出口管,造成激冷室液位较低,无法维持生产。昊源化工2018年4月1日2#气化炉停车,曾出现此种情况,打开气化炉人孔,发现整个环隙全部堵死,激冷室积灰较多。拆除下降管清理后的积灰见图4,严重影响上行气流的通道,增加了灰渣沉积的附着点。
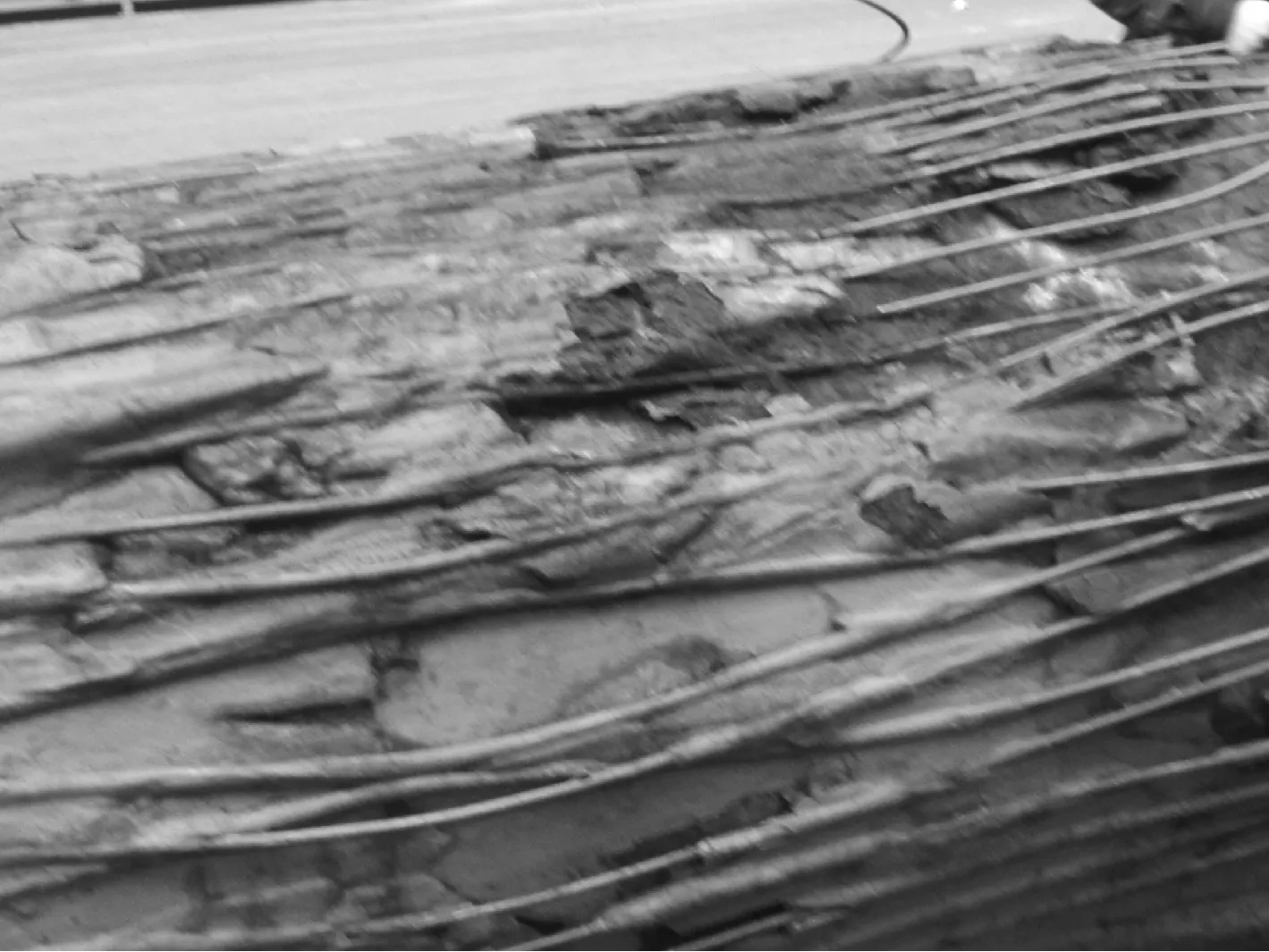
图4 下降管外壁堆积的灰渣
4 渣口压差高的现象及处理措施
4.1 渣口堵渣的现象及判断处理
若因气化炉炉膛底部温度低于渣流动温度造成堵渣,此时合成气有效气成分会减少,因用二氧化碳输煤,二氧化碳含量会增加,甲烷含量也会增加;同时滤饼内的含碳量增高,滤饼量增多,渣量明显减少。此时应提高氧煤比,拉长火焰,将渣口积渣熔融,熔融渣在气流的冲击作用下,渣口逐步增大,渣口压差逐步恢复正常。同时观察激冷水液位,保证激冷水液位稳定,观察滤饼及渣的状态和数量的变化,观察汽包出口盘管密度及产汽量的变化。通过一系列的手段反映炉膛温度的变化情况,进行有效控制。
若因烧嘴的变化而造成渣口堵渣,在气化炉点火运行期间就会发现渣口逐步升高,此时只能通过提高氧煤比,拉长火焰长度来处理。如有效,可适当维持一定的氧煤比进行正常生产,此时炉膛温度偏高,合成气成分较好,灰渣比相对较低。如果采取上述措施仍无好转,最好是等待停车更换烧嘴。为预防因烧嘴自身改动的原因造成炉况的不稳,建议针对烧嘴建立运行及更换台账,新烧嘴到货后,立即对烧嘴的各类通道间隙、旋流片角度及系统长度进行测量,掌握基础数据,根据气化炉运行状况来反映烧嘴设计数据的合理性。每一次更换新烧嘴均需进行测量,经过反复的比较运行,找出适合该气化炉的烧嘴数据,保证气化炉稳定长周期运行。
烧嘴氧通道旋流角度示意图见图5、图6;烧嘴氧通道旋流角度改变后的示意图见图7、图8。烧嘴氧通道旋流角度的改变直接影响炉膛流体的状态和气化反应效率。

图5 烧嘴氧通道旋流角度示意图图6 图5中心放大图
图7 烧嘴氧通道旋流角度改变后示意图图8 图7中心放大图
4.2 下降管堵塞造成渣口压差高的防范措施
4.2.1 工艺方面
(1) 从渣水处理系统开始改善系统水质
控制好闪蒸系统的真空度,保证闪蒸效果;絮凝剂、分散剂用量要严格控制,保证沉降、分散效果;选用高温高压下合适的灰水分散稳定剂,可有效防止激冷环和激冷环进水管道的结垢与腐蚀,避免发生垢堵而减少激冷水进量,灰多对激冷环及管道内壁磨蚀;对系统内的水尽可能地置换,尽量做到按设计要求进行排水和补充新鲜水,使水系统一直处于相对洁净的状态;控制水系统的pH,保证pH在合理的范围,防止出现结垢。
(2) 严格控制原料煤质量
控制气化炉煤粉进料的各项指标,尽可能采用灰分少、灰熔点低、黏温特性好的煤种,一旦煤种发生变化,应及时通知气化系统,做好各单元的分析,使工艺人员及时了解煤种的变化情况;加强原料煤和煤粉灰熔点的分析次数,及时调整磨煤工艺操作参数;完善配煤工艺的数据库系统建设,使配煤掺烧混合趋于科学规范化操作,稳定配煤煤质的灰熔点。
(3) 日常工艺操作要严格控制各参数
正常生产中,尤其是在高负荷、高温的操作条件下,一定要保证激冷水的量,对激冷水过滤器要根据压差及时切换;常看渣样有利于辅助判断操作温度及气化炉运行情况,发现渣口压差上涨,有拉丝的灰渣,要及时熔渣,防止下降管挂渣堵塞;优化工艺操作,避免合成工艺气带灰带水,恶化水洗塔水质;气化炉温度要随时通过合成气的气体成分和渣形、渣样等现象进行调节;在确保气化炉出口水汽比正常的前提下,增加气化炉激冷水进量和气化炉黑水排放量,不仅可减少下降管挂渣机会,增加下降管的使用寿命,同时也加大了激冷室水的流动量及置换量,防止了渣灰在激冷室内的沉积,增加了管道中水的流速,减缓钙、镁离子在管道中的沉降速率及管道内壁的结垢。
4.2.2 设备方面
(1) 加强气化炉运行的管理
气化炉检修后投用时,要仔细做好激冷环投用前的激冷水均布试验,并有详细记录;气化炉停车后做好整个激冷水管线的冲洗与排污工作、激冷室内的清堵及检查工作;投运烧嘴做好运行时间记录,定时更换工艺烧嘴,操作人员要密切注意烧嘴压差参数变化情况,发生较大波动时要及时上报;对新装配的烧嘴在安装前要详细检查其环隙及同心度,保证尺寸合乎标准;对激冷环和下降管的制造和安装要严把质量关,符合设计要求,对停运检修炉要细致检查激冷环和下降管的各项参数。
(2) 提高设备检修质量
每次检修时都应查看激冷环内圈与下降管的环隙量,检测下降管的垂直度,做好激冷水均布试验,保证下降管激冷水均匀布置到下降管面,确保无干区、无变形;下降管用材尽量选用大张板材卷制,以增大下降管一段与二段间的环焊缝与急冷环的距离。
4.3 下降管与升气管之间的环隙堵渣,造成渣口压差高的处理措施
4.3.1 从设备方面处理
(1)下降管外壁检漏管设计理念非常好,但在实际工作中没有起到应有的作用,反而增加了环隙通道的阻力,同时增加了灰渣附着的支点,有害无益。为此,建议将氮气检漏系统的检漏氮气管拆除,保证下降管外壁光滑,可防止积灰。
(2)在升气管环隙增设水喷淋系统,对上升气流进行喷淋洗涤,减少灰渣的附着力,克服堵渣。
(3)定期更换下降管和激冷环,保证激冷水浴效果,为装置的长周期运行创造条件。
4.3.2 从工艺方面处理
出现此种情况可更换煤种,选择黏温特性较好的煤入炉,减少玻璃丝的生成;或更换烧嘴,调整烧嘴氧气通道旋流片的角度,减小旋流强度,将气化炉火焰拉长,提高渣口温度,防止在渣口凝结。
5 结语
气化炉渣口压差大的直接原因虽然是气化炉积灰严重,但其是因激冷水水质较差、含灰量大,造成激冷环局部堵塞,激冷环烧坏,下降管变形,积渣而引起的。渣口压差是气化炉操作的重要参数之一,需从生产的各环节进行有效控制,适时监控煤种的变换、激冷室液位的变化、激冷水流量的变化、灰渣比例的变化、渣的状态变化、合成气成分等一系列的因素,根据生产操作情况及时调整工艺,保证渣口压差在正常范围内。在设备检修时,根据各部件的技术要求,严格按标准进行装配,以保证检修质量和装置的长周期运行。
猜你喜欢
化工机械(2022年3期)2022-08-24
化工与医药工程(2022年1期)2022-06-08
煤化工(2021年5期)2021-11-24
科技创新导报(2021年31期)2021-05-10
流体机械(2020年9期)2020-10-14
中国石油大学学报(自然科学版)(2020年3期)2020-07-01
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
北京航空航天大学学报(2016年6期)2016-11-16
新型建筑材料(2016年11期)2016-02-27