
基于FANUC PICTURE椭圆型腔人机界面开发及应用
2018-10-30 09:53严瑞强肖善华门延会陈秀彬
实验室研究与探索 2018年9期
严瑞强, 楚 功, 肖善华, 门延会, 陈秀彬
(1.五粮液集团有限公司,四川 宜宾 644000; 2.宜宾职业技术学院,四川 宜宾 644000)
0 引 言
当代的数控机床正朝着高速度、高精度、智能化、多功能、高可靠性的方向发展,良好的人机界面具有操作简单、快捷、功能引导等优点,使用户增强兴趣、感觉愉快,从而提高使用效率,这些优势越来越受到广大机床用户的青睐[1-4]。随着人机界面技术不断发展及广泛的应用,人机界面不再是单纯的显示和控制[5-14]。本文基于FANUC PICTURE开发椭圆型腔人机界面,能够实现数控编程简单化、方便化、快捷化、模块 化及操作界面友好化。
1 椭圆型腔通用宏程序
在实际生产中,椭圆型腔的中心不一定与编程坐标系原点重合,为了使程序具有通用性,通过坐标系平移与旋转使得X、Y轴与椭圆长半轴、短半轴重合,如图1所示。
已知椭圆参数方程x=acosθ,y=bsinθ(θ为参数角),采用直线逼近法编制椭圆型腔通用宏程序。自变量和局部变量含义见表1,椭圆型腔通用宏程序编制见表2。


图1 坐标系变换图
2 椭圆型腔人机界面开发
2.1 运行环境与开发流程
FANUC PICTURE适用于多种FANUC(16i/18i/21i-A/B系列、30i/31i/32i-A/B系列、0i-C/D系列等)系统,开发环境为Visual Basic,集成了编译和链接功能,具有较强的图形显示和贴图功能,并且提供脚本编辑功能与简单的计算功能。将FA-NUC PICTURE安装在运行于Windows7系统的PC机上,开发所需的人机界面,编译后将执行文件传入CNC的Flash ROM中存储,在CNC上运行,CNC开机后即显示用户自己开发的界面。使用FANUC PICT-URE制作画面流程如图2所示。
2.2 制作FP画面
以FANUC 0i-MD系统为例,根据FP画面制作流程,开发椭圆型腔人机界面。椭圆型腔人机界面包括主画面和弹出画面。画面使用了时间、标签、图片、输入输出、按钮等控件。
2.2.1制作主画面
整个主画面包括标题、时间显示、椭圆型腔图片、输入输出显示、使用方法解释以及底部一排按钮等。制作关键步骤如下:


表2 椭圆型腔通用宏程序

图2 FP画面制作流程

图3 动作设定

图4 焦点设定


图5 快捷键设定
2.2.2制作弹出画面
单击New,在ScrnSet属性中设定好常规、选项、焦点规则、合成编辑。属性选择“使用弹出画面”,制作变量含义查看画面。
2.2.3生成存储卡文件
选择菜单栏Project→Make MEM File-s…单击“确定”按钮,编译成功。手动复制编译成功的两个文件FPF0FPDT.MEM或者CEX0FPDT.MEM和FP驱动文件到存储卡(第1次传输或使用新版本FP软件时,必须将两个文件全部导入CNC)。
2.2.4存储卡文件与宏程序导入
将制作的用户存储卡文件、FP驱动文件和宏程序导入到系统。
(1) 开通系统的PICTURE功能,如图6所示。

图6 PICTURE功能设定
(2) 设定CNC参数:变量存储参数NO.8661为59,文件存储参数NO.8662为4,软件容量参数NO.8781为96。
(3) 通电时同时按住MDI键盘上的6和7按键,进入如图7所示boot画面,使用SYSTEM DATA LOADING功能将O9010宏程序、用户存储卡文件和FP驱动文件导入输入数控系统中。

图7 文件导入画面
(4) 在MDI方式下,按SYSTEM键,找到参数6050~6059,若用G150调用程序O9010,需将O9010的对应参数6050的值设定为150[15-16]。
重启系统,按CUSTOM键,显示椭圆型腔人机界面如图8所示。按下HELP按键,弹出画面显示变量含义如图9所示。

图8 椭圆型腔人机界面图9 弹出画面图
3 试验验证
在FANUC 0i-MD数控系统机床上,采用UG自动编程,宏程序编程,椭圆型腔人机界面3种方法进行对比试验,零件图如图10所示,3种编程方法对比结果如表3所示。由表3可知,椭圆型腔人机界面编程比其它两种方法编程时间短,变量清晰。

表3 3种编程方法结果对比
在椭圆型腔人机界面按图纸尺寸要求填写参数,返回CNC界面编写G150代码在机床上运行后,加工出的椭圆型腔如图11所示,经检验,尺寸和精度符合要求。
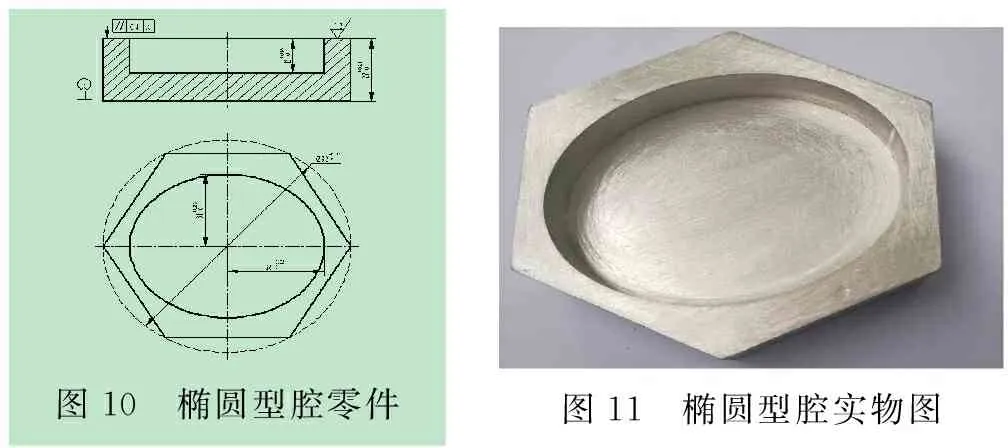
图10 椭圆型腔零件图11 椭圆型腔实物图
4 结 语
经检验,利用FANUC PICTURE开发的椭圆型腔人机界面,针对性更强,根据HELP显示变量的含义,可直接赋值,不但解决了宏程序编程中变量不清的问题,而且实现了数控编程简单化、方便化、快捷化、模块化及操作界面友好化。进一步扩展了数控系统的功能,极大地简化了编程量,提高了编程效率,具有一定的推广应用价值。
猜你喜欢
智能制造(2021年4期)2021-11-04
制造技术与机床(2017年11期)2017-12-18
摄影之友(影像视觉)(2017年8期)2017-11-27
摄影世界(2016年9期)2016-11-03
影像视觉(2016年5期)2016-06-23
铁道通信信号(2016年1期)2016-06-01
广东石油化工学院学报(2016年6期)2016-05-17
电子器件(2015年5期)2015-12-29
焊接(2015年9期)2015-07-18
铁路通信信号工程技术(2015年4期)2015-02-28
