
Analysis of High-Cr Cast Iron/Low Carbon Steel Wear-resistant Laminated Composite Plate Prepared by Hot-rolled Symmetrical Billet
2018-10-30 06:00YanweiLiYuguiLiPeishengHanShunWangZhengyiJiangandXiaogangWang
Yanwei Li, Yugui Li , Peisheng Han, Shun Wang, Zhengyi Jiang, and Xiaogang Wang,
Abstract: This study developed a new technology for preparing high-chromium cast iron(HCCI)/low-carbon steel (LCS) wear-resistant composite plates by hot rolling at a 1050 °C and a rolling speed of 0.2 m/s.The effects of different rolling reductions (30%,45%, and 60%) on the microstructure (interface and HCCI layer) and mechanical properties (bonding strength, hardness, and wear resistance) of the composite plate were studied.SEM images showed that when the reduction was increased, no impurities and interlayers were found between the microscopic interfaces after hot rolling, and the bonding interface exhibited a wave-like shape.EDS analysis showed that the Cr element diffusion between two metals after hot rolling was promoted when the reduction was increased, thereby improving the bonding quality under the same rolling temperature and rolling speed.Experiments showed that due to the stress release effect of the LCS of the cladded layer, the macro-slab shape after hot rolling performed well, and the brittle HCCI layer underwent thermoplastic deformation without cracking.Moreover, the increase of rolling reduction improved the bonding quality.As the rolling reduction was increased,the volume fraction of Cr-carbides in the HCCI layer also increased, resulting in an increase of hardness and wear-resistance.
Keywords: High chromium cast iron, symmetrical billet, hot rolled, laminated composite plate.
1 Introduction
Metal wear-resistant materials exhibit excellent wear resistance and are thus widely used in various industrial environments with severe wear [Tabrett, Sare, Ghomashchi et al.(1996)].It is well-known that high-chromium cast iron (HCCI) has high hardness and excellent wear-resistance, and it has been produced and used for many years as an important basic material [Jun, Sun, Shen et al.(2006); Tabrett and Sare (1998); Turenne,Lavallée, Masounave et al.(1989)].A large amount of hard Cr-carbide present in the iron matrix results in good hardness and wear resistance of HCCI; however, the large amount of hard Cr-carbides in the matrix substantially reduces the impact toughness and hot deformability of HCCI, thereby limiting its application [Sare (2013)].Layered composite materials have been rapidly developed in recent years.The layered structure and better interfacial bonding quality of the metal composite material can considerably improve the properties of the brittle material such as fracture toughness, impact resistance, fatigue properties, and enhance the ductility or formability of the brittle material.Recently, a new type of bimetal was developed that combines high chromium cast iron (HCCI) with a metal having good toughness and good formability at high temperatures, such as low-carbon steel (LCS).This bimetal enhances ductility and therm of orm ability without changing the wear-resistance of HCCI [Xiong, Cai, Lu et al.(2011); Xiong, Cai, Wan et al.(2011); Oh, Lee, Jung et al.(2001); Lv, Sun, Zhao et al.(2012)].
At present, HCCI/LCS layer composites can be fabricated by hardfacing [Qi, Jia, Yang et al.(2011); Xiao, Ye and Yin (2012)], liquid-liquid composite casting [Xie, Sheng, Han et al.(2010)], and solid-liquid composite casting.Summing up previous studies, we can find that HCCI/LCS bimetallic materials can be obtained by liquid-liquid composite casting[Qi, Jia, Yang et al.(2011); Xiao, Ye and Yin (2012)], solid-liquid composite casting [Xie,Sheng, Han et al.(2010); Xie, Han, Liu et al.(2010)], solid-solid thermo-compression and diffusion composite [Sakurai, Maedono, Matsuo et al.(1996); Eroglu and Kurt(2013)], and other methods to achieve preparation.However, there are not many studies on the preparation methods of HCCI/ LCS wear-resistant composite plates.Xie et al.[Xie,Han, Liu et al.(2010)] studied the preparation of HCCI/LCS composite panels by centrifugal casting combined with plastic thermal deformation.The LCS coating exhibited a “lubrication effect” during the hot rolling, which ensures the macroscopic plastic deformation of HCCI [Liu, Jiang, Xiao et al.(2015)].Different from those above,a new method of combining the two materials by thermal deformation such as hot rolling of the assembly is more efficient.The preparation of the composite plate by hot rolling can not only achieve large-scale production with low cost and high efficiency but can also improve the mechanical properties of the constituent metals.However, the inherent brittleness of HCCI has been difficult to achieve.Unlike thermocompression-diffusion composites that did not undergo thermoplastic deformation, Jiang et al.[Jiang, Gao, Li et al.(2015); Jiang, Gao, Wei et al.(2014)] conducted a hot diffusion-compression bonding test and obtained experimental results with a great reference value.Studies reported no discernable defects between the bonding interfaces and the presence of a phenomenon in which two materials are interlaced along the interface.Analysis of hot diffusion-compression reveals a metallurgical bond between HCCI and LCS.
In this study, a wear-resistant composite plate was prepared by subjecting a carbon steel plate and a HCCI plate to a six-layer symmetrical assembly and then performing multi-pass hot rolling at a temperature of 1050℃.The workability of this method was verified by microstructure observation and mechanical properties test.
2 Materials and experimental procedures
The as-cast hypereutectic HCCI was selected as the wear-resistant layer, and the base material used for the toughness cooperation with the wear-resistant layer was LCS.The two materials had higher hardness and wear-resistance, and excellent toughness and ductility.The two material compositions are shown in Tab.1.

Table 1: Material composition (wt%)
The experimental hot-rolling mill was a laboratory two-high reversing mill with a roll diameter of 306 mm, a maximum rolling force of 1200 kN, and an experimental rolling speed of 0.2 m/s.The total rolling reductions of the rolling test were 30%, 45%, and 60%,respectively, and the reduction of each pass was less than 15%.After rolling, the composite plate was cooled by water.Fig.1 shows the hot-rolling compounding process.

Figure 1: Hot-rolling process
The assembly of HCCI and LCS six-layer billet was completed before the experiment.The core of the upper and lower three-layer composite slab is a HCCI plate, and the dimensions of the HCCI are 100 mm×200 mm×5 mm.The cladding of the upper and lower composite billet is a LCS plate with good toughness, with dimensions 110 mm×210 mm×5 mm and 105 mm×205 mm×2 mm, respectively.In order to eliminate the influence of the surface impurity on the bonding quality, the surfaces to be composited of HCCI and LCS were polished with a sand paper and washed with ethanol and dried.As we all know, Al2O3has very high hardness and high temperature resistance.In order to ensure that the sandwich structure will not be bonded and can be separated after the high temperature rolling, the upper and lower composite billets are coated with a separating agent which is a mixed solution of Al2O3and putty powder with a thickness of 2 mm.To prevent the oxidation of the material during the high temperature rolling process and to ensure the bonding strength, the bonding process was carried out in vacuum.After the sandwich structure is completely sealed by welding and sealing, the air from the sandwich structure is pumped out by a vacuum pump at 1×10-3Pa.For comparison,HCCI and LCS were assembled into two-layer billets and then rolled under the same experimental conditions.
After the composite plate was hot-rolled and naturally cooled to room temperature, a 100 mm × 200 mm × 10 mm sample was prepared by electric spark cutting.The surfaces that are parallel and perpendicular to the bonding interface were polished with diamond to a roughness of 1 μm and etched with 4% nitric acid–ethanol solution for 15-25 s.The microstructures of the interface and the high chromium cast iron layer were examined using a scanning electron microscope (SEM).A small area on both sides of the interface was scanned through energy-dispersive spectroscopy (EDS).The volume fraction of chromium carbide was determined by processing the image by “ImagePro” software.The mechanical properties and bonding strength of the bimetal composite panels were measured by hardness and shear strength tests.The microhardness curve of the interface was obtained by using a 500 g Vickers hardness tester loaded for 10 s.The shear bond strength of a specimen was tested at a tension rate of 0.5 mm/min as shown in Fig.2,where each intensity value was the average of three measurements.After evaluation of the bimetallic shear fracture, the microstructure of the fracture section was examined by SEM.

Figure 2: Schematic of shear strength experimental sample
The abrasion resistance of the HCCI layer of the laminated composite panel was examined on a reciprocating friction tester.A 6.35 mm diameter ball pin made of YG6 tungsten cobalt alloy (WC-CO) with a hardness of 90-92 HRC was used in the experiment.The surface of the sample was polished and dried with acetone, and the abrasion resistance of the sample material was evaluated by measuring the amount of wear of the sample after rubbing at distance of 1000 meters under a pressure of 40 N with a precision scale of 0.001 g.
3 Results and discussion
After the hot-rolling of the six-layer symmetric composite slab, the overall flatness of the sheet is good and there is no warpage and the upper and lower composite board are naturally separated due to the effect of the separating agent.The upper and lower composite plates consist of thicker carbon steel layers, and HCCI layers with thinner carbon steel layers, respectively.No discernible voids and cracks were observed at the bonding interface.At the same time, it can be observed that the change in the thickness direction of the composite plate after rolling proves that a coordinated thermal deformation occurs between the HCCI layer and the carbon steel layer.Due to the coating effect of the softer LCS layer, the brittle HCCI layer achieves a greater degree of thermoplastic deformation without cracking.
In contrast, due to the large difference in thermal deformation resistance between HCCI and carbon steel, the two-layer billet rolled HCCI/carbon steel composite sheet is inconsistent with the thermoplastic deformation of the two materials after hot rolling.The warpage of the panels is severe and there are more severe transverse cracks on the surface of the HCCI layer.
3.1 Microstructure characterization
The quality of the interfacial bonding of the two materials considerably affects the overall properties of the composite.Fig.3 is an SEM photograph of the bonded interface of the composite plate after hot rolling under different conditions.The lower side of the interface of the SEM photograph is the HCCI layer, and the upper side is the LCS layer.The microstructure of the LCS layer is a mixture of ferrite and pearlite.Meanwhile, the HCCI layer is characterized by the incorporation of coarse primary Cr-carbides and fine eutectic carbides embedded into the martensite and retained austenite matrices.

Figure 3: SEM micrograph of the interface of composite plate: (a) two-layer billet (b)30% reduction (c) 45% reduction (d) 60% reduction
For comparison, Fig.3(a) shows the microscopic interface of a HCCI/LCS two-layer composite plate.Impurities and voids were observed at the interface and traces of crushed material near the interface side of the LCS were found.It can be seen that the interface is linear, which is due to the large difference in thermal deformation resistance between HCCI and LCS, so that the two-layer billet does not have enough compatible thermal deformation during rolling.Fig.3(b) shows the interfacial microstructure of a six-layer billet when rolled at 30% reduction.The softer carbon steel layer wrapped around the HCCI releases the stress during the rolling process, which improves the bonding quality at the interface.Although there is still a small amount of impurities between the two materials and the interface is linear, no voids or fragmentation of the material have been found.When the rolling reduction is increased to 45%, it can be seen from Fig.4(d) that the impurities between the interfaces have not been completely observed.Fig.3(d) shows the interface when the six-layer billet was rolled at 30% reduction.The wavy distribution of the interface indicates that the two materials have undergone coordinated thermal deformation and the quality of bonding has been improved.
The EDS scan results in Fig.4 show the effect of rolling reduction on the diffusion distance of Cr through the interface.The left side of the interface is a HCCI layer and the right side is a carbon steel layer.

Figure 4: EDS scan results of composite plates after rolling at different reductions: (a)30% reduction (b) 45% reduction (c) 60% reduction
As shown in Fig.4, Cr appears in the LCS layer, indicating that the two materials were metallurgically combined rather than mechanically combined.However, the diffusion of the element between the two metals was very limited.Cr diffuses through the interface to the carbon steel layer due to the high concentration of Cr on the HCCI side.According to Kirkendall effect [Cui (2007)], an atom moves from a region of high concentration to a region of low concentration.The kinetic energy of the atom is increased by the high temperature, and deformation promotes the diffusion.By comparison, the distance of diffusion of Cr element through the interface increases as the rolling reduction increases,which means that increasing the rolling reduction increases the driving force for Cr diffusion.The diffusion of more elements is expected to help increase the interface bonding strength [Masahashi, Watanabe, Hanada et al.(2006); Masahashi, Komatsu,Watanabe et al.(2006)].
Fig.5 is a photograph of a microstructure of a HCCI layer before and after hot rolling.

Figure 5: Microstructure of HCCI before (a, b) and after (c, d) hot rolling: (a, c) Parallel to the interface, (b, d) Perpendicular to the interface
Fig.5(a) shows the microstructure of a HCCI layer parallel to the bonding interface before hot rolling.The as-cast hypereutectic HCCI has a carbon content of 3% (Tab.1)and a microstructure characterized by the presence of regular hexagonal Cr-carbide and eutectic Cr-carbide grown around it that was embedded in martensite and residual austenite.The size of primary Cr-carbides is relatively coarse, while eutectic Cr-carbides are in the shape of fine rods and have small dimensions.It is well known that these large amounts of hard Cr-carbides determine the high hardness of HCCIs.In contrast to Fig.5(a), Fig.5(b) shows that the coarse primary Cr-carbides are in the form of long rods and are parallel to the observation surface.Eutectic Cr-carbides grow around primary Cr-carbides.The results observed in Figs.5(a) and 5(b) indicate that the primary Cr-carbides in the as-cast HCCI grow perpendicular to the surface.This distribution of Cr-carbides can better protect the matrix and does not easily fall off, however, it also results in poor toughness of the HCCI due to the matrix being fragmented.
Figs.5c and 5d show the microstructure of HCCI after hot rolling.Obvious changes can be observed, like the size of the primary Cr-carbides is reduced and the distribution is more uniform, and the hole in the center of some primary Cr-carbides after hot rolling indicates a trend of further refinement.These phenomena indicate that the rolling pressure can refine and diffuse the Cr-carbides in the HCCI layer, which is conducive to the support of the Cr-carbides to the matrix and thus enhances toughness.As shown in Fig.6, the area fraction of Cr-carbide after hot rolling rapidly increases as rolling reduction increases.The area fraction of Cr-carbide increased because of the change in microstructure due to hot compression and high temperatures during rollin.The study found that Cr-carbide can protect the martensite and residual austenite from directabrasive wear, thereby improving the wear resistance of high-chromium cast iron [,Lee, Jung et al.(2001)].
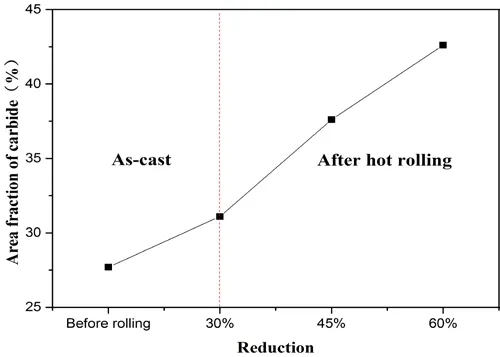
Figure 6: Area fraction of Cr-carbide of the HCCI layer as a function of reduction
3.2 Mechanical properties
The microhardness in the micro-areas on both sides of the interface changed with rolling reduction (Fig.7).A low content of hard carbide in the LCS layer results in significant decrease in hardness on the LCS side; moreover, hardness corresponding to different rolling reductions is basically the same.At the HCCI side, the average hardness values of HCCI after hot rolling at 30%, 45%, and 60% reduction are 691.2 HV, 736.3 HV, and 772.1 HV, respectively.The hardness value increases with the rolling reduction, which is attributed to an increase in the Cr-carbide volume fraction.This finding is consistent with the increase in the Cr-carbide content shown in Fig.6.The hardness value at the bonding interface is between the hardness of the carbon steel and the HCCI.The hardness values on both sides of the interface show continuous changes, which proves that the two materials have metallurgically combined.

Figure 7: Microhardness values on both sides of the interface after rolling at different reductions
The results of the shear test of the bimetal after rolling at different reductions are shown in Fig.8.The composite sheet obtained the lowest bond strength when rolled at 30%reduction because the two materials were not fully bonded.This is consistent with the test results predicted by the short distance of Cr diffusion shown in Fig.5(a) and the fact that there is still a small amount of impurities between the two materials and that the interface is linear (Fig.3(b)).The bonding strength increases with rolling reduction, which indicates that increasing the rolling reduction contributes to the combination of HCCI and LCS.When rolled at 60% reduction, the shear strength of the HCCI/LCS reaches 332 MPa, which is lower than the strength of centrifugal casting and that of hot rolling but close to the strength of the hot diffusion-compression bonding [Liu, Jiang and Xiao(2015); Jiang, Gao, Li et al.(2015); Jiang, Gao, Wei et al.(2014)].The tensile strength of HCCI is 117 MPa, which is less than the bond strength, thereby confirming the metallurgical bonding of the two materials.The bond strength between the bimetals can be calculated using Eq.(1).Whereis sheer strength (Mpa),is sheer loadis bonding area (mm2).

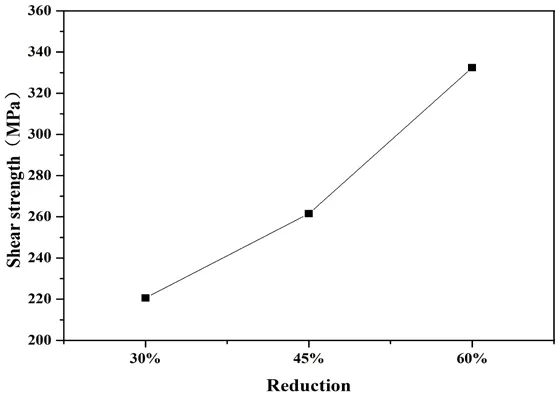
Figure 8: Variations in shear bond strength with the amount of rolling reduction
In Fig.9(a), the microscopic morphology of the shear fracture surface of the bimetallic specimen rolled at 30% reduction shows a large number of pits and fracture surfaces,which indicate that the shedding and fracture of the carbide dominate the shear process,resulting in a lower hardness and bonding strength of the HCCI layer in the clad plate.In Fig.9(b), when the rolling reduction is increased to 45%, the pits after carbide shedding are considerably reduced and the regular hexagonal cross section where the carbide is sheared appears.This finding shows that with the increase of rolling reduction, the supporting force of the matrix of the HCCI layer on the carbide is strengthened, which also corresponds to the increased bonding strength.The sheared section of the bimetallic sample after rolling at 60% reduction is shown in Fig.9(c).It can be seen that the amount of carbide is considerably increased and the size is smaller, which also means the hardness of the HCCI layer has been improved (Fig.8).The shear profile of Cr-carbides was substantially increased, and dimples representing plastic deformation were observed locally, which also meant the highest bond strength (Fig.8).


Figure 9: SEM images showing the shear section of the specimens rolling at (a) 30%reduction (b) 45% reduction (c) 60% reduction
Fig.10 presents the mass loss of the HCCI layer in the composite plate as a function of rolling reduction under the same friction test conditions.
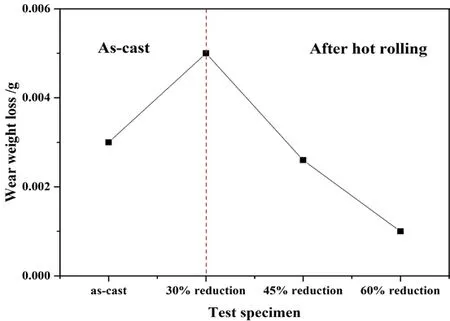
Figure 10: The mass loss of the HCCI layer in the composite plate as a function of rolling reduction under the same friction test conditions
Fig.10 shows that the maximum mass loss due to the lower content of Cr-carbides in the HCCI and the large amount of Cr-carbides dropped off after the composite plate was rolled at 30% reduction.With the increase of rolling reduction, the wear-resistance gradually increased, and there was a minimum mass loss of the composite after rolling at 60% reduction; thus, increasing the reduction helps to increase the wear-resistance of the HCCI layer.
3.3 Hot thermoplastic deformation of HCCI
Hot rolling was simulated by using ABAQUS software to establish a hot rolling model based on experimental parameters.The true flow stress–strain curves of LCS and HCCI
were obtained on a Gleeble 3800 the rmomechanical simulate and these data were used as parameters for the materials in the simulation model.Rolling reductions of 30%, 45%,and 60% were achieved by rolling at 3, 4, and 5 passes, respectively.The maximum principal stress variation of the laminated composite plate as it passes through the last pass is displayed in Fig.11.
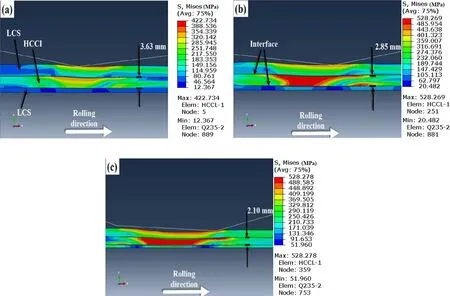
Figure 11: Maximum principal stress distributions of the HCCI with rolling reductions of(a) 30%, (b) 45%, and (c) 60%
The Fig.12 shows that when the rolling reduction increases, the stress in the rolling deformation zone gradually increases.When the composite sheet passes through the roll,the high stress zone is concentrated in the HCCI layer, the stress of the outer layer LCS is lowered, and the stress of the thinner LCS layer of the core is the lowest.At the same time, the change in the thickness direction of the HCCI layer after rolling proves that coordinated thermal deformation occurred between the HCCI layer and the carbon steel layer.Given the coating effect of the softer LCS layer, the brittle HCCI layer achieved a great degree of thermoplastic deformation without cracking.
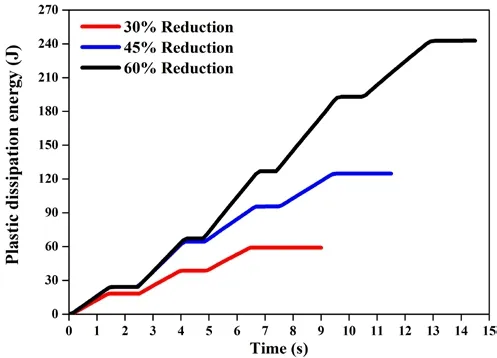
Figure 12: Plastic dissipation energy value of the HCCI layer as a function of time
The plastic dissipation energy value of the HCCI layer was extracted from the simulation results to characterize the thermoplastic deformation of HCCI during hot rolling as shown in Fig.12.The plastic dissipation value of HCCI increases with the increase in the rolling reduction, thereby proving that the HCCI layer undergoes thermoplastic deformation during hot rolling.The high-Cr cast iron layer was subjected to a large rolling pressure during plastic deformation, and the pressure acts on both the carbide and the matrix.Given that the carbide is hard and brittle, performing plastic deformation is difficult, and fracture occurs under the shearing force generated by the plastic deformation of the matrix, which causes the carbide refinement phenomenon as shown in Fig.5.
4 Conclusion
1.Hot rolling at high temperatures can be employed for preparing HCCI/LCS laminated composite plate.The HCCI layer of the composite plate after hot rolling has no macroscopic cracks, and the microstructure at the bonded interface shows no impurities and interlayers.The wavy appearance of the bonded interface when rolled at 60%reduction demonstrated the successful thermoplastic deformation of the HCCI layer.
2.When the rolling temperature is constant, the area fraction of Cr-carbides that precipitated from the HCCI layer increased with rolling reduction, leading to an increase in microhardness and wear resistance.
3.With the increase of rolling reduction, the diffusion distance of Cr element through the bonding interface and the shear strength increases.Thus, increasing the rolling reduction contributes to the combination of HCCI and LCS.
Acknowledgement:This work is supported by The Major Science and Technology Foundation of Shanxi Province (MC2016-01); The Major Science and Technology Foundation of Shanxi Province (MC2015-01); The “The SAN JIN Scholars” Program;The Provincial Special Fund for Collaboration Innovation Center of Taiyuan Heavy Machinery Equipment (20171004); The Fund for Shanxi Key Subjects Construction.
 Computer Modeling In Engineering&Sciences2018年10期
Computer Modeling In Engineering&Sciences2018年10期
- Computer Modeling In Engineering&Sciences的其它文章
- Increasing Distance Increasing Bits Substitution (IDIBS)Algorithm for Implementation of VTVB Steganography
- Structural Design and Numerical Analysis of a Novel Biodegradable Zinc Alloy Stent
- Improved Teaching-Learning-Based Optimization Algorithm for Modeling NOX Emissions of a Boiler
- A Finite Element Study of the Influence of Graphite Nodule Characteristics on a Subsurface Crack in a Ductile Cast Iron Matrix under a Contact Load
- Form Finding and Collapse Analysis of Cable Nets Under Dynamic Loads Based on Finite Particle Method
- Numerical Shock Viscosity for Impact Analysis Using ALE Formulation