
改善焊接质量 降低泄漏风险
2018-10-26 08:04李利徐皓卞加丽卞加丽
劳动保护 2018年11期
文/李利 徐皓 卞加丽 图/卞加丽
焊接质量问题是氟化工生产设备腐蚀泄漏的一个主要原因,太仓环保通过改进焊接技术与工艺、完善焊接材料管理制度、提升焊接队伍素质等手段大大降低了设备腐蚀泄漏风险。
太仓中化环保化工有限公司(以下简称“太仓环保”),致力于ODS(破坏臭氧层物质)替代品HFC-134a(1,1,1,2- 四氟乙烷 )、HFC-125(1,1,1,2,2- 五氟乙烷)等系列产品生产,生产过程大量消耗AHF(无水氟化氢)。AHF是清澈、无色、发烟的腐蚀性液体,具有高毒性、强腐蚀性的特点。常温干燥时AHF对碳钢腐蚀可忽略,但随着温度的升高,加之系统中无法消除的微量水分存在,AHF对金属的腐蚀性急剧增强,同时腐蚀产生的氢气可能在容器或管道内聚集,存在着火甚至爆炸的危险。AHF一旦因腐蚀泄漏,对环境产生影响,尤其是对人员的皮肤、呼吸系统产生严重伤害,甚至危及人员生命安全。
通过对公司历年来因AHF泄漏导致的非计划停车事故统计分析发现,因焊接质量问题导致腐蚀泄漏事故占80%左右。为汲取事故教训,保障人员安全,改善现场作业环境,提高装置稳定运行能力,太仓环保成立攻关小组,在提升焊接质量、预防AHF腐蚀泄漏方面着手开展改善工作。
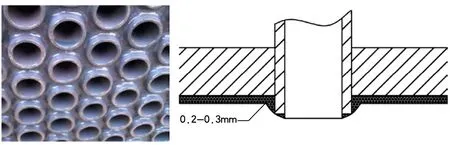
图1 管板表面喷耐腐蚀涂层
探究腐蚀机理优化完善焊接工艺
太仓环保针对不同装置、管线部位的腐蚀以及不同大小类型的焊接作业,探究腐蚀机理,进一步完善焊接工艺、提升焊接质量。
设备腐蚀损坏,主要包括反应器、换热器的管板及换热管的焊缝腐蚀,换热器衬板焊缝腐蚀,密封面堆焊层腐蚀等。管板与换热管的腐蚀,以气孔和微裂纹为主。
攻关小组对多种材质焊接试板进行试验,经过综合评估,对主要焊缝基层采用NiCrFe-3,面层采用NiCrMo-4焊接,个别温度较低的换热器(110℃以下)则采用四氟喷涂工艺,即在管板表面喷涂耐腐蚀的0.2~0.3 mm PFA(可溶性聚四氟乙烯),如图1、图2所示。对于衬板焊缝及密封面堆焊层焊缝缺陷的修补,选择将腐蚀层打磨消除干净,之后再采用补焊工艺,补焊过的密封面重新车削。针对不同部位采用不同焊接方法,大大提升了焊接质量。
针对含AHF(无水氟化氢)管线的焊接,焊前制订严格的焊接工艺,首先对热影响区管内污垢、内腐蚀层进行彻底打磨,避免氟离子再次析出,造成焊口的气孔裂纹。所有管线均按规范打磨坡口,进行氩弧焊打底,严格控制焊接电流和层间温度,保证焊肉高度及成型,并对含氟管线进行100%探伤检查,发现焊接过程中存在的缺陷,及时进行补焊。这些措施一定程度上控制了焊接过程中的风险,保证了管线焊接效果。
镍基材料如N006600与Q345R焊接,因为Fe与C离子的扩散,易造成镍基劣化,极易产生裂纹,存在安全隐患。因此改变传统直接对焊工艺,而采用如图3所示方法,对镍基与碳钢材料对焊,先堆焊,后车削坡口,再对焊工艺;而复合板与碳钢材料的焊接,采用将热影响区镍基车削后再焊接的办法,降低了裂纹、缝隙等出现的概率。通过一系列焊接技术、工艺的改变,装置、管线、不同焊材焊接中经常出现的问题均从技术层面得到了改观。

图2 焊接现场
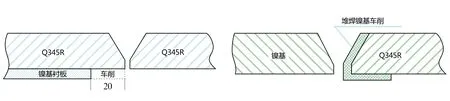
图3 镍基与碳钢管材焊接技术示意图
标准化管理管材、焊材保障焊接质量
针对AHF腐蚀特性,公司分别对生产运行系统材质和焊接材料进行改善。在生产运行系统材质优化方面,根据生产工艺、反应温度特点,并结合工艺危害分析结果,优化确定各系统材质。如:对常温环境下原料储存采用碳钢材质;对温度在80℃左右的运行环境使用耐腐蚀的304不锈钢材质;对高温系统使用多种特种材质。
在焊接材料改善方面,攻关小组针对焊接制度、焊接材料管理等方面提出了进一步的要求。公司建立了严格且有针对性的焊接制度。攻关小组在相应国家标准的基础上,充分考虑氟化工行业及公司实际情况,制定了符合公司特点的焊接制度《压力容器、管道焊接工艺规范》,从焊材的采购、储存、使用等全流程多环节上明确了管控要求,并将前期总结的技术规程、操作方法予以细化明确,形成规范制度。
尤其是针对焊接材料,企业标准规范里明确焊材采购及验收要求,对验收不合格物资一律不准入库使用,有效避免采购、验收环节风险隐患;在焊材保管方面,严格按照焊条、焊丝储存环境要求建立焊材储存室,并记录焊丝、焊条烘干记录,建立焊材领取、使用记录,详细记录焊材的使用、流转过程。通过管材、焊材的全过程管理,实现从采购、运输、验收入库到实际使用全流程可追溯,同时也有利于后续的追踪评价及效果评估。
通过建立完整的成体系的规章制度,公司强化了对焊接技术、焊接材料的严格管理,实现了“有法可依、有法必依”,将法律法规和生产实践中得到的宝贵经验有效固化,真正做到了“变细节为规范,变规范为习惯”,有效提升焊接作业管理。
建立焊工培训培养体系为焊接质量保驾护航
在钻研焊接技术、建立焊接制度的基础上,攻关小组发现焊接质量和效果依然不能达到预设目标,经过调研和现场观察发现,人的作用不可忽视,焊接质量需要一支可靠的焊工队伍。公司从技能培训、考核认证、培养激励等三个方面对焊工队伍进行提升。
建立针对性的技能培训方式
将制度、技术教学作为技能培训的基础,增加实操培训和质量技能比武等体验式培训作为进阶,并结合微课堂等多媒体交互式培训,形成立体化培训体系。同时针对不同从业年限、技能熟练程度不同的焊工实行师徒结对培养模式,针对师父、徒弟的不同培训需求开展年度复训和资格评定,确保关键技术、关键环节无漏洞。
建立综合性的考核认证体系
在对检修焊接质量跟踪时发现,同样拥有焊工资质,不同的人焊接质量参差不齐。因此公司将焊工资质核准作为基础条件,增加内部技能等级认定,尤其是与培训培养环节的实操训练、焊接技能比武结合评价,建立体验式考核机制,评定焊工等级,并根据其等级进行分级管理,分配焊接任务。考核认证根据焊接考核结果、现场作业成果进行流动式管理,保证焊接水平持续提升。
建立灵活的培养激励方式
调整培训和考核认证体系后,焊接工作任务往往与焊接技术能力相匹配。在此基础上,再将焊工等级以及工作成果与岗位工资薪酬挂钩,作业质量与奖励挂钩,督促焊工主动提升工作质量。同时将焊接工种纳入公司技术人员序列,有效促进员工进步。
通过这一系列改善措施的落实,太仓环保建立了一个标准化焊接器材管理仓库,形成一套适合自身特色的焊接管理机制,更重要的是培养了一支焊接团队,在团队里既有呈梯队上升的焊接操作队伍,又有一批懂焊接工艺、掌握焊接质量监管专家队伍。这些改善成果,保障了焊接质量,大幅度降低AHF泄漏停车风险。
据统计,2016年,公司非计划停车次数从上一年21次大幅降低至6次,其中因焊接质量问题导致的腐蚀泄漏从上一年17次降低至2次。腐蚀与焊接作业,从之前的“老大难”,逐渐成为了公司加强作业管理、提升安全生产的名牌项目。
猜你喜欢
节能与环保(2022年3期)2022-04-26
石油化工建设(2017年2期)2017-06-05
电子制作(2017年10期)2017-04-18
电子制作(2017年9期)2017-04-17
金属加工(热加工)(2015年8期)2015-12-27
金属加工(热加工)(2015年8期)2015-12-27
上海金属(2015年4期)2015-11-29
Coco薇(2015年10期)2015-10-19
Coco薇(2015年10期)2015-10-19
云南电力技术(2015年2期)2015-08-23
