
工艺参数对CO2气体保护焊接头冲击性能的影响
2018-10-25 05:42李成思
电焊机 2018年9期
李成思
(1.河南工业职业技术学院 机械工程学院,河南 南阳 473000;2.北京理工大学 机械与车辆学院,北京 100081)
0 前言
为获得较高的接头质量,在施工中不同等级的钢材选用与之相匹配的焊接材料,可以获得与母材相似的各种性能。冲击功是焊接接头性能的一个重要的评价参数,无论在焊材入库检测还是焊接工艺评定实验中都至关重要。因此在正确选用焊接材料的前提下,通过选用合理的焊接参数可以提高焊接接头的冲击性能[1-2]。
1 熔敷金属
在CO2气体保护焊试验中,选取某一焊丝(直径φ1.2mm,简称X焊丝),等级为3Y,先根据其质保书相关数据检验其产品是否达到船级社规范要求[3-4]。
1.1 焊接材料熔敷金属试验
根据船级社规范要求进行X焊丝的熔敷金属试验。焊接坡口设计及焊道布置和焊接顺序如图1、图2所示,焊后力学性能测试结果如表1所示。
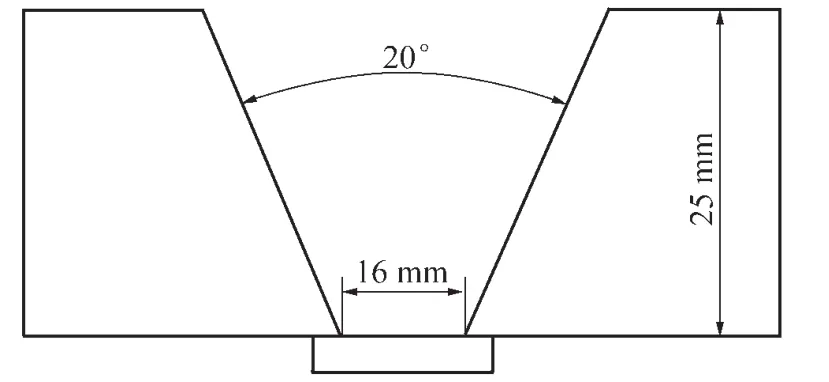
图1 坡口设计Fig.1 Groove design
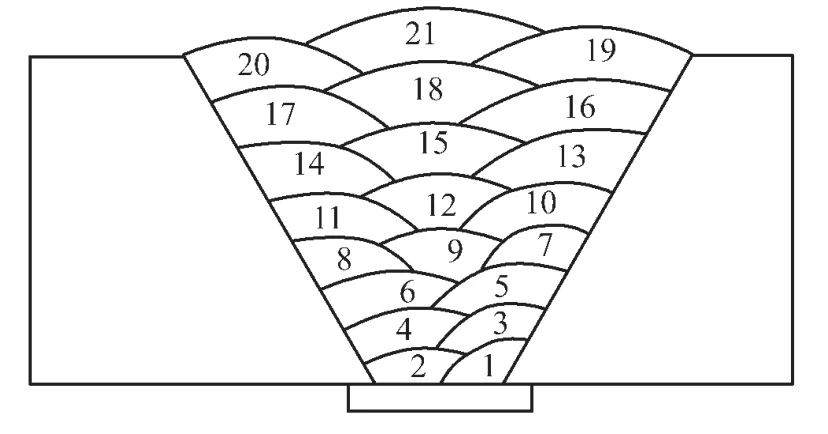
图2 焊道布置与焊接顺序Fig.2 W elding sequence and welding sequence
1.2 熔敷金属化学成分分析[5-6]
取焊缝金属截面,去除衬垫,通过直读光谱分析焊缝中心,注意分析部位尽可能取在中心位置,减少母材对焊缝化学成分的影响。其化学分析结果如表2所示。
由表1、表2可知,X焊丝的力学性能和化学成分均满足船级社规范要求。
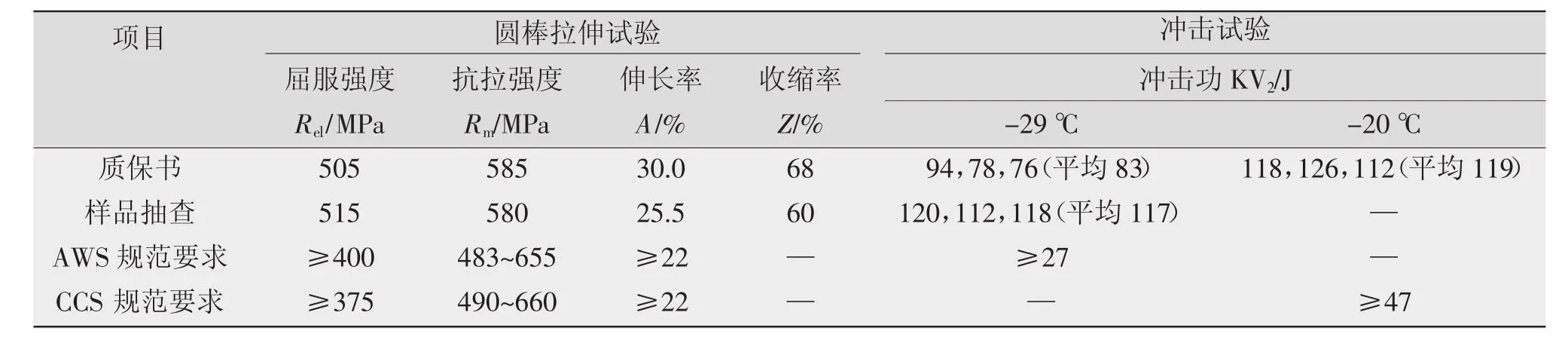
表1 熔敷金属力学性能测试结果Table 1 Test results of deposited metal mechanical properties

表2 熔敷金属化学成分分析Table 2 Chemical composition analysis of deposited metal %
2 试验对比
试验采用控制变量法,改变单一焊接参数,对比其对焊接接头冲击性能的影响。采用立向上对接焊位置,因为立对接焊接热输入相对较大,对焊接接头冲击性能影响较为明显[7-8]。
2.1 试验基本条件
基本试验条件如表3所示。
2.2 层间温度对冲击性能的影响[3-6]
在基本试验条件下进行3组测试,分别为SY1、SY2、SY3。保持电流、电压相同,气体流量25 L/min,说明:①设定不同的层间温度,各项参数见表4。焊道布置和焊接顺序见图2,冲击试验结果如表5、图3所示。
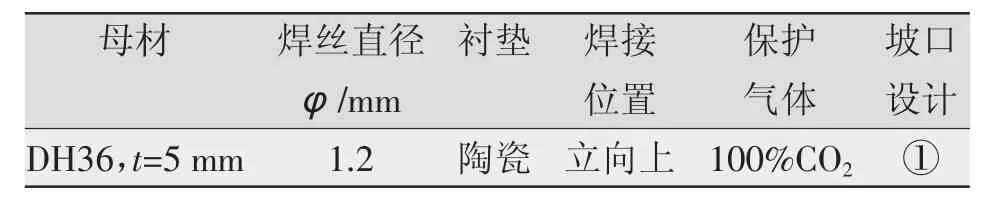
表3 试验条件Table 3 Test conditions
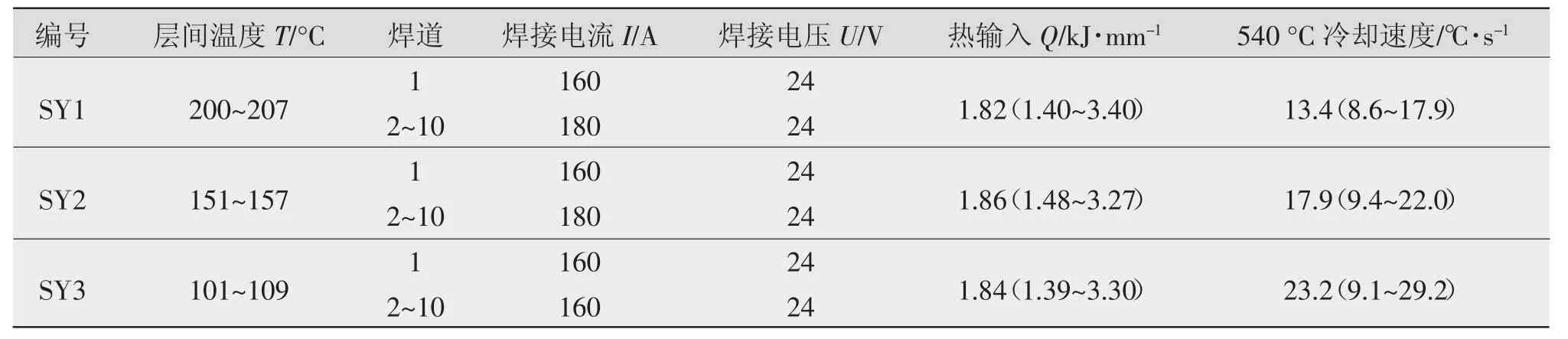
表4 SY1、SY2、SY3 焊接条件Table 4 W elding conditions of SY1,SY2 and SY3
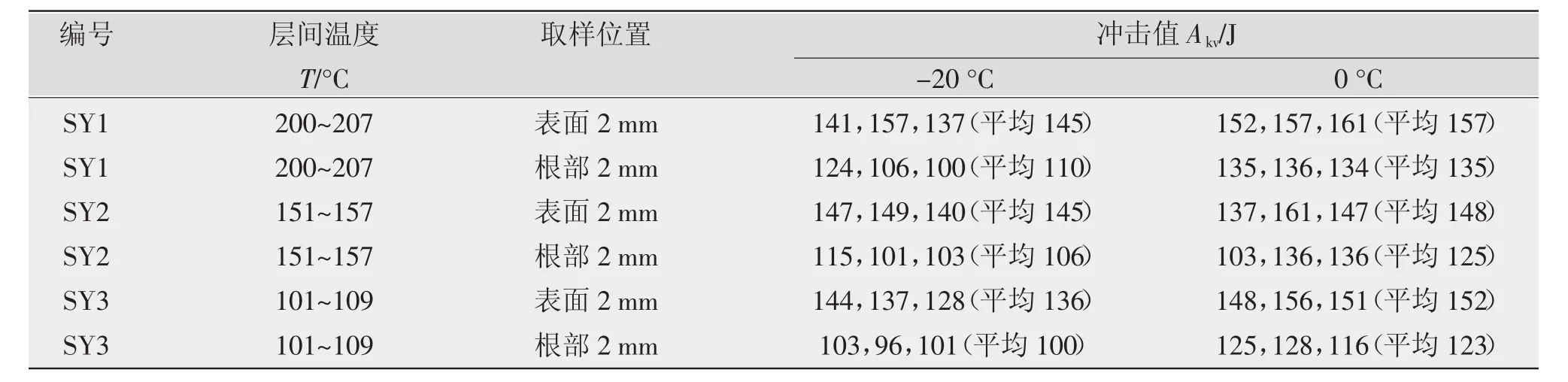
表5 SY1、SY2、SY3 冲击试验结果Table 5 Impact test results of SY1,SY2 and SY3
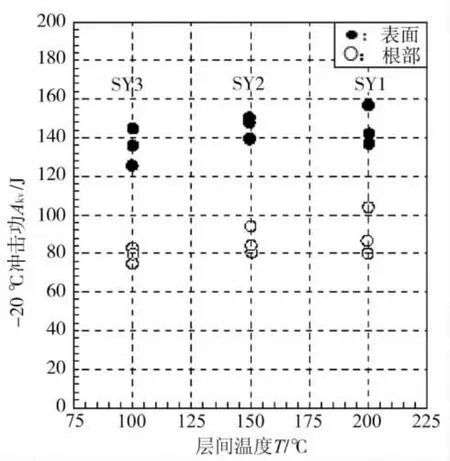
图3 层间温度与冲击值关系Fig.3 Relationship between interlayer temperature and impact value
由表5和图3可知,在电流、电压一定的情况下,气流量25 L/min、层间温度200~210℃可以保证较高的冲击值。
2.3 气体流量对冲击性能的影响
在基本试验条件下进行2组测试,分别为SY2、SY4。保持电流、电压相同,层间温度为151~157℃,设定2组不同的气流量,分别为25L/min和15 L/min,其各项参数如表6所示,焊道布置和焊接顺序如图2所示。焊后进行冲击试验,冲击试验结果如表7所示。
由表7可知,当电流、电压一定,层间温度控制在151~157℃、气体流量25 L/min时的冲击值明显高于气体流量为15L/min的冲击值。
2.4 焊接电流、焊层对冲击性能的影响[9-10]
在基本试验条件下进行3组测试,编号分别为SY2、SY5、SY6。试验编号 SY2和 SY5为层间温度151~157℃、气体流量25 L/min,调节电流电压的大小,测试电流电压对焊缝冲击性能的影响。试验编号SY6是在编号SY5的焊接参数下,增加焊接层数与道数,检测焊层焊道对焊缝冲击性能的影响。3组试验具体参数如表8所示,焊后进行冲击试验,冲击试验结果如表9所示。

表6 SY2、SY4焊接条件Table 6 W elding conditions of SY2 and SY4

表7 SY2、SY4冲击试验结果Table 7 Impact test results of SY2 and SY4
由表9可知,在保证其他焊接参数不变的情况下,SY2和SY5在适当范围内调节焊接电流电压对焊缝冲击值没有大影响。由SY5和SY6的冲击值可以看出,在保证其他焊接参数不变的情况下,增加焊接的层数与道数,对焊缝的冲击值无明显影响。
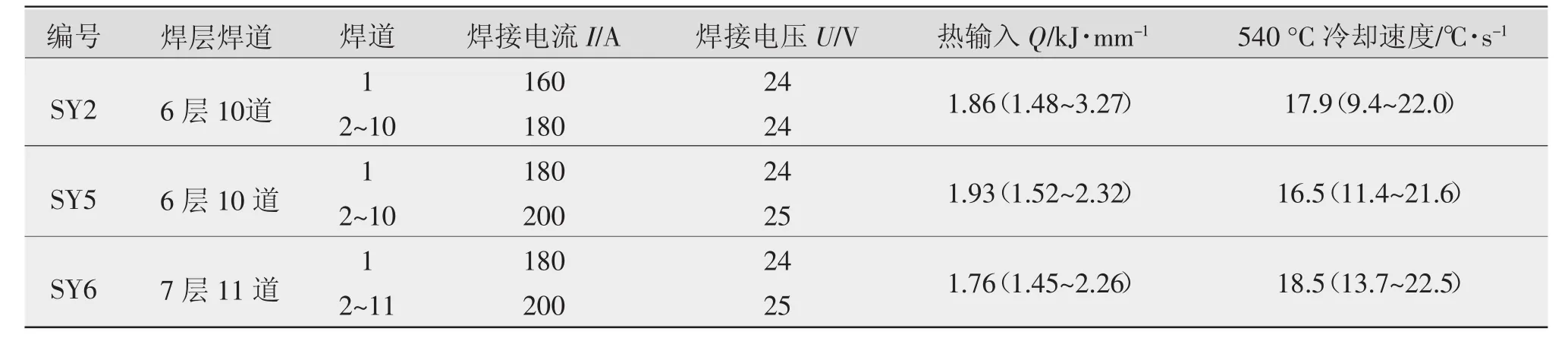
表8 SY2、SY5、SY6 焊接条件Table 8 W elding conditions of SY2,SY5 and SY6
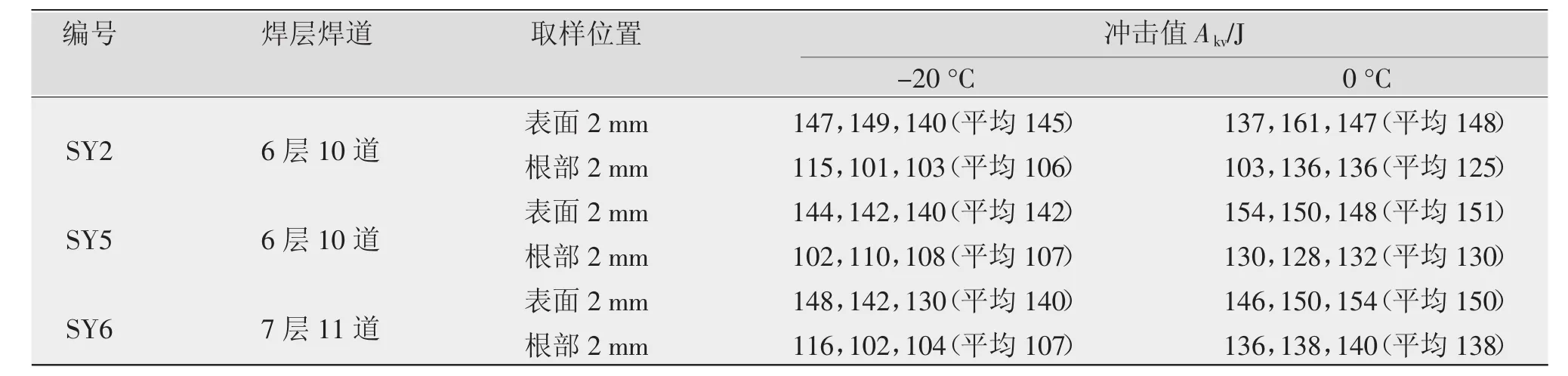
表9 SY2、SY5、SY6 冲击试验结果Table 9 Impact test results of SY2,SY5 and SY6
3 结论
在电流、电压一定,气流量为25L/min等其他焊接参数相同的情况下,层间温度控制在200~210℃可以有效提高焊缝的冲击性能。在电流、电压一定,层间温度为151~157℃,在适当范围内提高焊接电流、电压,对焊缝冲击性能无明显影响。当电流电压一定,气体流量为25L/min,层间温度151~157℃,保证其他焊接参数不变的情况下,增加焊层和焊道的数量,焊缝冲击性能无明显变化。在实际生产中,应根据施工的实际情况选择焊接参数,在保证焊接质量的前提下,选择可以提高生产效率的焊接参数。
猜你喜欢
测控技术(2021年10期)2021-12-21
金属加工(热加工)(2018年2期)2018-03-22
上海公路(2018年3期)2018-03-21
光学精密工程(2016年5期)2016-11-07
西南石油大学学报(自然科学版)(2015年4期)2015-08-20
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车维修与保养(2015年12期)2015-04-18
汽车维修与保养(2015年6期)2015-04-17
汽车维护与修理(2015年6期)2015-02-28
