
铝挤型散热片正面避位加工工艺分析与夹具设计
2018-10-21 02:51胡木林
今日自动化 2018年1期
胡木林

摘要:针对高精度、易变形的铝挤型散热片完成多个部位的局部加工,设计出快捷、操作简便、保证加工质量的专用型夹具,方便零件能够大批量生产,提高生产效率,为企业谋取较大的盈利。
关键词:铝挤型散热片;夹具设汁;高效装卸;气动装夹
中图分类号:TG75 文献标识码:A
文章编号:2095-6487 (2018) 01-0038-02
0 引言
铝挤型散热片[1]由于其热传导能力强、密度小、价格便宜,所以得到了各大厂商的青睐,普遍装载在电脑CPU、易发热电子元件的散热装置上,用途广泛。但散热片的结构特点主要是由很多薄壁片组成,因此在加工时易产生变形、弯曲现象,特别是在装夹时,稍微力度掌握不好,以及夹具的设计不对,就会变形或留下压痕,因此对于散热片的加工,在夹具的设计上显得尤为重要。针对这个问题,本文以图l散热片的第3工序 正面避位的加工为例进行夹具设计[2]。
1 工艺分析
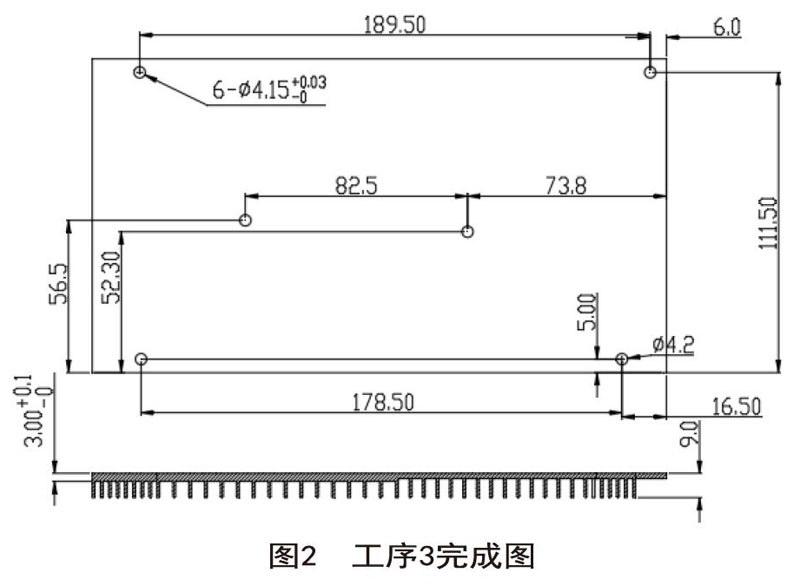
零件图分析:此散热片在购买时外形尺寸是为213.5 mm×117.5 mm,因此需要进行3个工序的完成后才能铣削正面避位,前面3个工序分别是裁剖,铣裁切边,背面钻孔,工序3的工序图如图2所示。前3个工序的完成较为简单,因此不做详细介绍,本文详细介绍第4工序的夹具设计。
从工序3到工序4的图纸对比可以看出,工序4图纸中标注粗实线部位为本工序所加工的部位。从散热片工序4图纸的结构可以分析出,要完成这些加工部位会存在以下2个问题。
第一,從图纸中外形可以看出,散热片是长方形体,一般会采用平口虎钳装夹;若是用平口钳装夹则会存在夹紧力不好掌握,夹紧力大了散热片会产生变形、留下压痕;夹紧力过小则会装夹不稳,加工时工件会产生位移,加工精度无法保证的同时装夹速度慢。
第二,对于散热片,每片都是薄壁零件,因此在加工时,切削用量不好掌握,切削深度和进给速度过大,散热片则会产生弯曲现象;切削深度和进给量过于小,则会影响加工效率,这对企业来讲是属于非常致命的一点。
通过对工序4的图纸分析,对于加工部位的外观和变形有较严格的要求,但对于尺寸精度则要求较低。
2 夹具设计
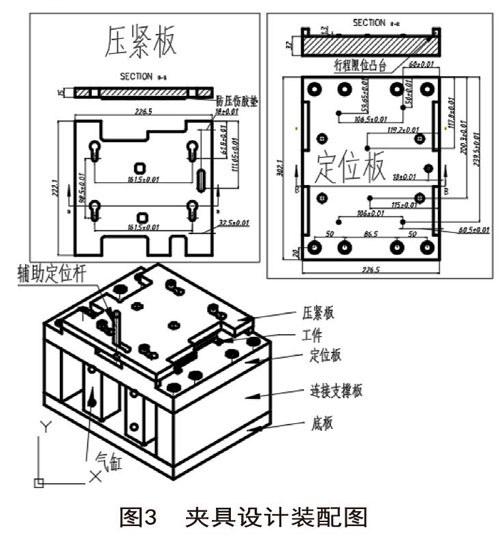
根据铝挤型散热片工序4的结构特点及上面的分析,特意设计专用夹具来解决上面的问题,夹具设计如图3所示。
2.1定位元件设计
从工序3完成结果可以看出,底面的孔已经完成,根据这一点和零件的外形结构,这里的定位元件选择长方体毛坯,然后进行加工,根据反面孔的位置和直径,铣出对应的6个定位圆柱,虽然属于重复定位,但为了保证刚度,所以需要重复定位(孔位置和加工部位重合,因此孔的深度较少)。同时加快装夹定位,根据工件的宽度,在定位板上特意设计出4个行程限位凸台,以起导向定位作用。设计图结果如图3的定位板。
2.2夹紧装置设计
根据上面的工序分析,为解决夹紧力存在的问题,本夹具的方法是夹紧力源采用气压夹紧,因为气压夹紧的优点是响应速度高,同时夹紧力可以调到合适的大小。为保证夹紧时不会散热片不会产生变形,尽量提高夹紧接触面积,本夹具采用平板上压式进行压紧,以平面的形式和散热片顶面进行全面接触压紧;为防止压伤工件,特意在压紧板的下面沾上防压伤胶垫。针对以上的分析和产品的特点,结合产品加工位置,本夹具首先在定位板底面设计出放置四个气缸相应位置,然后根据气缸的位置在定位板和压紧板铣出对应的孔位,再根据工序四的加工部位,在压紧板上铣出避空位,压紧板的设计结果和气缸的放置如图3所示。压紧装置实物和气缸连接图原理如图4、图5所示。
2.3夹具体设计
夹具体是连接机床的本体元件,同时起着支撑定位元件的作用:根据夹具的设计要便于拆卸、通用性的原则,本夹具的夹具体采用较为简单的长方体底板,底板两边设计两块支撑板连接定位板,4个气缸根据对应位置放置在底板上,最后用压板压紧在机床的工作台上,结果如图3所示。
2.4辅助元件设计
为了保证压紧板[3]多次压紧都能够同一位置,不会变动,本夹体特意在定位板上设计出辅助定位杆,在压紧板设计出对应的槽位置。
在加工前调整好压力,气缸的控制连接如图2、图3所示,图3状态为气缸伸缩杆伸出状态,可进行工件的装夹。装夹完毕后拨动手柄,气压阀换位,气缸伸缩杆缩回,夹紧工件,如图2所示。
3 夹具的使用
当夹具按图4所示装配好后,需要通过实物装夹调整气缸伸缩杆行程[4]及其压钉的等高度,定位板上的所有凸台、定位圆柱是在装配后进行配做。检查无误后,把工件按照6个圆柱凸台进行定位放置,再把夹紧件按图6所示位置放入气缸伸缩杆的台阶位,推动压紧板到图7所示位置,拨动气压阀的拨杆[5],气缸伸缩杆回缩达到夹紧工件的目的。工件完成后按相反步骤拿出压紧板,如图8所示,最后取出完成加工的工件。
4 结束语
此夹具的设计遵循简单化、定位准确、拆装容易、便于品种更换的设计原则[6],保证零件在加工过程中不会产生变形,不压伤、质量得到保证。同时,此夹具的设计和原理可作为众多易变形零件的参考,也希望得到更多工程师们的指点,达到共同进步。
参考文献
[1] 李佳.数控机床及应用[M].北京:清华大学出版社,2004.
[2] 钟康民.套管件的数控加工工艺与夹具设计[M].北京:科学出版社,2005.
[3] 李存霞,姬瑞海,机床夹具设计与应用[M].北京:清华大学出版社,2012
[4] 宋宝玉.简明机械设计手册[M].北京:机械工业出版社,2008.
[5]李超.气动夹具的使用经验介绍[M].沈阳:辽宁科学技术出版社,2005
[6] 张伟.三种偏心夹紧流体传动夹具的对比[J].机械制造,2005 (8):30-32
