
基于PLC、变频器控制的SJS90型单螺杆挤出机
2018-10-17 03:22:34郭琳任娟顾康
现代制造技术与装备 2018年9期
郭 琳 任 娟 顾 康
(沙洲职业工学院,张家港 215600)
SJ系列单螺杆塑料挤出机是一种将塑性塑料挤出成型的机器,通过调换各种形式的机头(口模、芯棒)与相应的辅机配套使用,即可将软、硬聚氯乙烯、聚乙烯、聚丙烯等原料加工成管、棒、带形、吹塑薄膜、拉线、吹瓶及包制电线、电缆的绝缘层。
1 机械结构及特点
SJS90单螺杆塑料挤出机主要由螺杆、料筒、传动系统、加热、冷却系统、加料装置、电气控制装置等部分组成。
1.1 螺杆
螺杆是完成塑料输送和塑化的关键零件,通过它的旋转把塑料向前推行,达到压实、熔融、混炼均化的目的。
螺杆螺纹由不同功能段分段组成,以达到更好地输送、压实、混炼及塑化效果。本生产线螺杆采用屏障顺行和方钉混炼头强力塑化型螺杆,塑化效果好,产量高。螺杆材料选用优质氮化钢(38CrMoAlA),精加工氮化精磨而成,具有较高的抗腐蚀和耐磨能力,使用寿命长。
1.2 料筒
料筒是与螺杆配对的零件,它是由氮化钢制成,内孔经氮化处理,以达到较高的硬度和较好的耐磨性,并具有一定的耐腐蚀能力,在它的外表面有四组加热器,热量由料筒传给塑料,使塑料熔融塑化,在装加热器料筒的各个部位共设有四个测温点,可在塑料加工温度范围内自动控制。
1.3 传动系统
传动系统要求能在选定工艺条件下,使螺杆以特定的扭矩均匀旋转,以完成螺杆对塑料的塑化和输送。为适应各种规格塑料制品的生产要求,螺杆应具有不同的转速。本机采用Z4直流电动机通过联轴器直接驱动齿轮箱,并采用欧陆直流调速器实现螺杆转速在10-120r/min范围内无级调速。
1.4 加热、冷却系统
随着螺杆的转速、挤出压力、外加热以及挤出机周围介质温度的变化,料筒中物料的温度也会发生相应变化。为使塑料原料始终在其加工工艺所要求的温度范围内挤出,设备设置有加热、冷却系统。本机采用加热圈加热,通过料筒传递给塑料;冷却采用风机空气冷却,加热和冷却由PLC自动控制。
1.5 加料装置
加料装置主要包括料斗和真空吸料机,可完成自动加料过程。
1.6 电气控制装置
电气控制装置包括可编程控制器、直流调速、变频器、人机界面等,可完成各区温度采集及控制、各个电机的速度及启停控制、运行状态显示、故障诊断等功能。
2 控制电路设计
2.1 硬件组成
SJS90单螺杆塑料挤出机控制系统硬件框图如图1所示。控制系统采用S7-200型西门子PLC作控制核心,完成对系统整个运行过程的控制;人机界面采用西门子Smart 1000IE,完成参数设置、机头及料筒的温度设置、主机运行监视、实时温度显示等;螺杆采用Z4-250-Z1直流电动机驱动,其启停及转速由欧陆直流调速590 SSD实施控制;两个输出扩展模块CTS7-222和两个测温模块CTS7-231用于机头和料筒的加热控制和温度测量;模拟量模块6ES7-232驱动变频器(两只),分别用于色标挤出电机和牵引电机转速的控制。
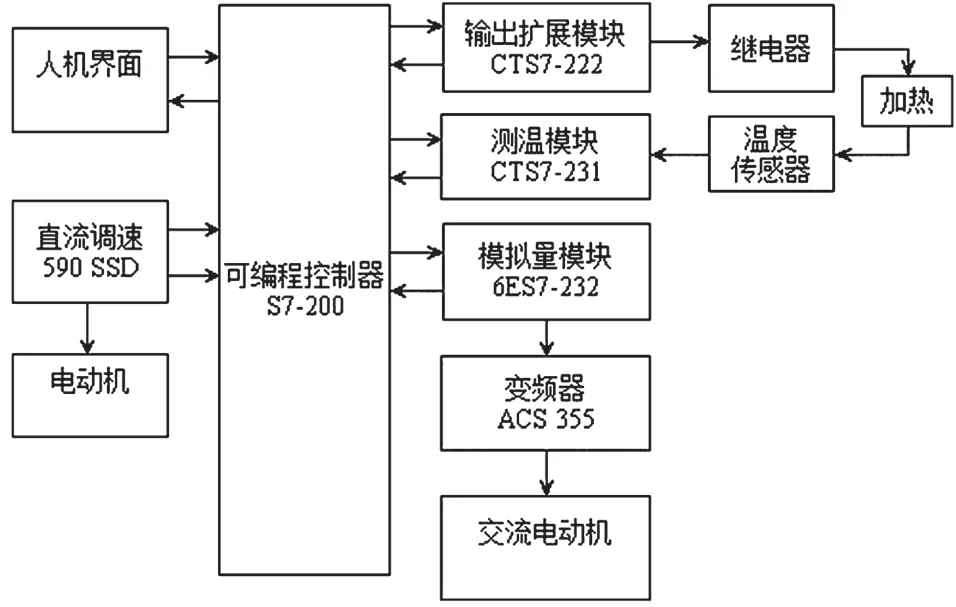
图1 控制系统硬件框图
2.2 主要控制电路接线
2.2.1 PLC外部接线
SJS90单螺杆塑料挤出机采用西门子PLC S7-200 6ES7 214-2BD23-0XB0对整个生产过程实施控制,该模块设置输入点14个,用于主机故障信号、牵引机故障信号和急停信号的输入;输出点10个,用于料筒1-料筒4、机头1-机头6的加热控制;模拟量输入/输出点各1个,用于主机转速的给定和主机工作电流的测量,如图2所示。
输出模块CTS7 222两个共16输出点,用于色标区加热、部分机头区加热、料筒区冷却、牵引机运行、色标电机运行、主机风机运行的控制。

图2 PLC外部接线
测温模块CTS7 231三个共24个测温点,用于料筒、机头及色标各个区域的温度测量。
模拟量输出模块CTS7 232一个,用于色标电机及牵引电机转速的输出控制。
2.2.2 直流调速及变频器外部接线
挤出机要求螺杆以恒定的转速、恒定的压力将融化的物料推入模具。SJS90单螺杆塑料挤出机的螺杆采用Z4-250-Z1型185kW直流电机驱动,具有启动转矩大、调速性能好的优点,电机的控制采用欧陆直流调速590 SSD,可实现螺杆转速在10-120r/min范围内的无级调速,其外部接线如图4所示。
为保证牵引电机转速和色标挤出电机转速同步,对这两台电动机的速度采用变频控制。设备选用ABB ACS 550型变频器,它们不仅性价比高,且配有梳型配线盖板,接线更方便,更换同系列变频器时,不需拆线,只要把原来变频器的控制端子安装到新变频器上即可。通过监视器还可以使各部件在接近使用寿命前自行诊断并报警输出。
两台变频器的外部接线如图3所示,图中M1为色标电机,M2为牵引电机。
3 程序设计及参数设置
3.1 控制程序
单螺杆塑料挤出机正常工作时,由加料斗借助转动的螺杆把原料送至已加热到指定温度的料筒中,原料受热熔化成流体状态,在螺杆作用下完成搅拌、剪切、混炼、塑化并随之不断前进,在机头处通过口模成型输出成品。
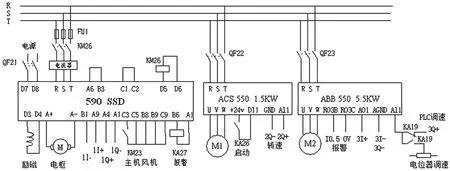
图3 直流调速及变频器接线
SJS90单螺杆塑料挤出机的工艺流程是一种典型的顺序动作控制过程,设备首先要对筒体进行加热,筒体温度达到设定值(180~220°C)并保温一段时间(90min以上)后,依次进行主机及色标电机、牵引电机的预调速—启停控制—定速。控制过程中,若主机风机未启动,则锁定主机,不能启动(控制电路实现),控制流程如图4所示。
3.2 参数设置
参数设置主要是通过触摸屏即人机界面完成,本设备中人机界面的设计包括三层:开机时的欢迎及语言选择界面、主菜单界面、温度设置及显示界面、主机参数设置及主机监视界面,可实现对全线各区温度的设置及显示、主电机的参数设置及运行状态显示等功能。

图4 控制流程图
4 结语
设备的运行过程采用PLC、变频器控制,挤出能力300kg/h,可适用于软、硬聚氯乙烯、聚乙烯、聚丙烯等不同原料的加工,产品外形根据机头模具的不同可为管、棒、带形、吹塑薄膜、拉线、吹瓶及包制电线、电缆的绝缘层等。本设备投入市场后性能稳定,操作便捷、产品质量符合国家相关标准,得到客户的一致好评。
猜你喜欢
中国塑料(2017年2期)2017-05-17 06:13:28
中国塑料(2016年7期)2016-04-16 05:25:54
时代农机(2016年11期)2016-04-05 05:08:50
中国工程咨询(2016年7期)2016-02-13 03:00:18
中国塑料(2015年2期)2015-10-14 05:34:32
中国塑料(2015年11期)2015-10-14 01:14:22
解放军医院管理杂志(2015年2期)2015-03-20 09:32:16
中国塑料(2014年8期)2014-10-17 03:05:10
仪表技术与传感器(2014年9期)2014-03-22 01:50:39
压缩机技术(2014年5期)2014-02-28 21:28:22
