
大规格TC4无缝管材工艺研究
2018-10-12 03:58李宝霞李红博赵富强吴月茜张耀斌王俊琪张平平
有色金属加工 2018年5期
李宝霞,李红博,赵富强,吴月茜,张耀斌,王俊琪,张平平
(1.宝鸡钛业股份有限公司,陕西 宝鸡 721014; 2.有研科技集团有限公司,北京 100088)
钛合金具有密度小、强度高、比强度大,耐蚀性能优异,耐热性能、低温性能好,无磁性,热导率小,弹性模量、抗阻尼性能低等特点[1-2],广泛应用于航空航天、汽车、船舶和化工等领域。TC4钛合金是应用最广泛的钛合金,占钛合金总使用量的50%。
钛合金管材加工由于材料压力加工温度范围窄和变形抗力高的原因导致工序复杂、生产周期长、加工难度大、成品率低[3-4]。对于生产大口径TC4钛合金通常采用,挤压—矫直—机加工和挤压—冷轧—退火—矫直等方法。采用挤压需要加工成空心锭,降低材料的成材率。采用挤压—机加工工艺为保证材料性能还需进行热处理才能保证力学性能[5];采用挤压—冷轧—退火工艺,还需要对管坯进行表面处理或酸洗处理,方可进行退火。但是TC4大规格管材冷变形能力差,管材加工成形难度大,往往需要多个冷轧道次,因而效率低、能耗高。本文采用斜轧+热轧方式生产大口径TC4钛合金无缝管,并对组织及性能进行了表证,旨在为更经济、更高效地生产大口径TC4钛合金无缝管提供参考。
1 实验
1.1 实验材料
实验材料为采用真空自耗电弧炉熔炼的TC4钛合金铸锭,铸锭经过多次锻造开坯,机加工得到Φ620mm的锭坯,其化学成分(质量分数,%)为,Al5.50~6.75,V3.50~4.50,Fe≤0.03,O0.20,H≤0.015,N≤0.05,C≤0.08,Ti余量。
1.2 管材加工工艺
斜轧穿孔设备为两辊锥形穿孔机,轧制设备为周期式2辊轧机,矫直设备10000N矫直力。生产工艺为,加热—斜轧穿孔—检查—内外表面处理—加热—周期轧机轧制—冷却—检查—温矫直(平直度≤4mm/m)—平头—机加工—取样—无损检测—检查—包装—入库。加热采用防氧化涂层。成品规格为Φ560mm×25mm×6000mm TC4钛合金无缝管材。
1.3 性能检测
在热轧后管材上分别取Φ8mm×8mm×80mm横、纵样,取样位置在管段的头、尾,将试样加工成Φ5mm的圆棒,在TC-12-066拉伸机上进行室温性能测试;取7.5mm×10mm×55mm样在TC-12-026设备上测试冲击吸收功,试样做V形缺口。金相试样经磨制、抛光后,采用HF∶HNO3∶H2O为1∶3∶10(体积比)的溶液腐蚀,利用光学显微镜观察。
2 结果与分析
2.1 尺寸精度及表面质量
管坯规格为Φ570mm×25mm×6300mm,斜轧穿孔和热轧照片见图1。2辊周期式轧机,采用内外刷涂防氧化涂料,防止管坯在加热时气体吸入,同时在轧制中也起到润滑内外表面作用。轧制中热轧加工量可达60%以上,保证变形充分,尺寸精度高。TC4合金室温下,屈服强度大,冷变形难,管坯矫直采用加热温度450℃~500℃,降低了强度,有利于管材变形,通过矫直改善外面表面的椭圆度,提高尺寸精度。

(a)穿孔后 (b)热轧后 (c)处理后外表面图1 斜轧穿孔和热轧照片Fig.1 Skew-rolling piercing and hot rolling photos
穿孔轧制生产的TC4钛合金无缝管的矫直后尺寸精度及表面质量为,椭圆度±2mm,壁厚偏差±0.85mm,外表面质量无缺陷,内表面质量无缺陷,平直度≤4mm/m。可以看出,管材表面质量良好,尺寸精度高。
2.2 热轧组织分析
热轧后TC4钛合金管壁不同位置金相照片见图2,取样位置距外表外表面20mm~25mm。从图2中可以看到横、纵向断面组织。可以看出,管材不同方向组织均匀,热轧组织是网篮组织与魏氏体结合体。组织均匀一致晶界周围分布着部分集束羽毛状的初生α相。
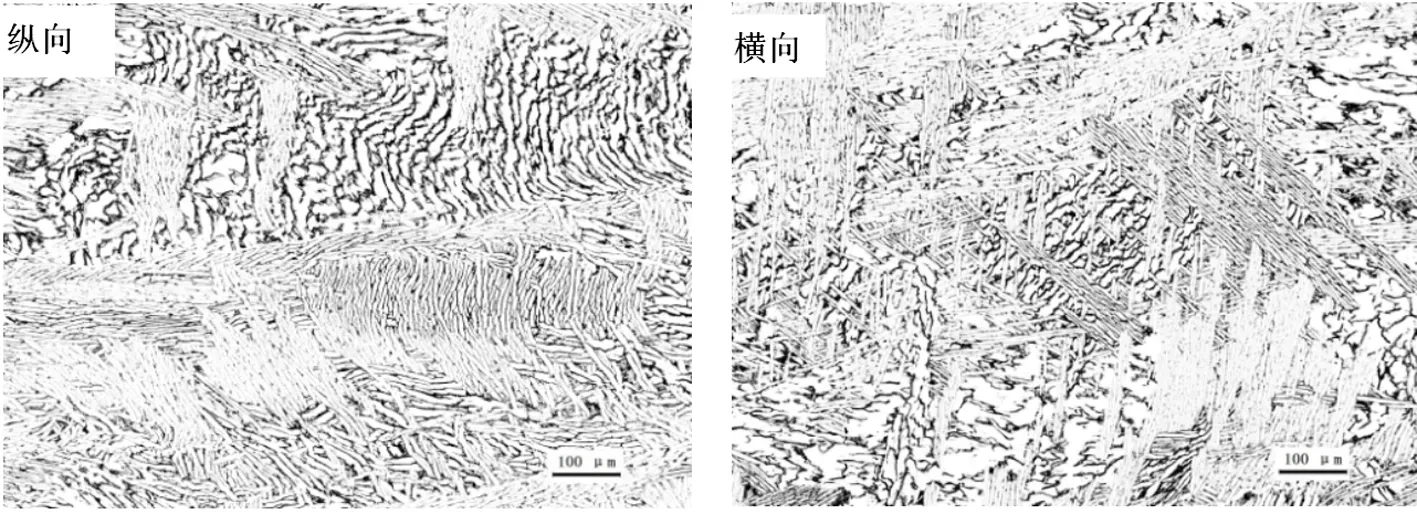
图2 TC4热轧后的金相组织Fig.2 Metallographic structure of TC4 after hot rolling
2.3 力学性能
热轧后的管坯室温力学性能见表1。从表1可以看出,横、纵向抗拉强度值大于900MPa,屈服强度大于860MPa,断后伸长率大于14%,断面收缩率大于30%,纵向力学性能高于横向。

表1 热轧后管坯的力学性能
对管材横、纵向做V 和U缺口性能测试分析。从表2中可以看出,KV2冲击功大于42,KU2冲击功大于58,经过斜轧+热轧的TC4钛合金管材组织保证了管材优良冲击性能和良好塑性。
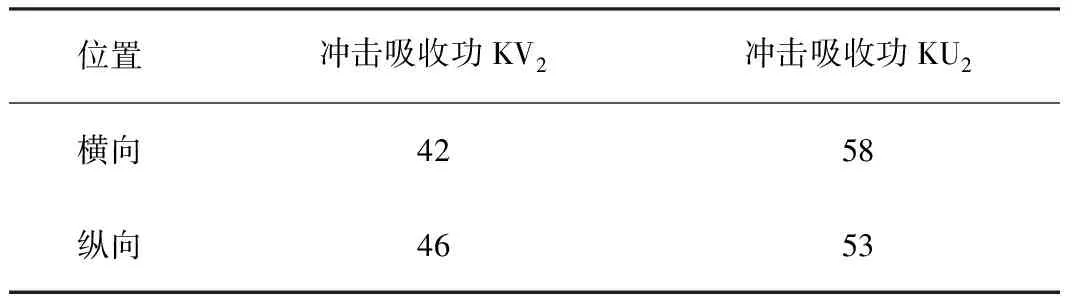
表2 热轧后管坯的冲击性能
2.4 无损检测
采用标准伤,25mm×0.25mm×0.5mm进行纵波探伤检测,检测结果满足产品无损检验要求。通过采用斜轧+热轧工艺生产的大规格TC4管,经过机械加工后无损检验管材内、外表面没有缺陷。
2.5 工艺特点
采用斜轧+热轧工艺,生产规格Φ560mm×25mm×6000mm大规格TC4合金无缝管材料的利用率,和挤压+机械加工生产此规格管材比较,可节约制备空心锭材料80%。所以该工艺生产大规格TC4钛合金管,材料利用率高,生产效率高,节能高效。
3 结论
(1)采用斜轧穿孔+热轧工艺生产Φ560mm×25mmTC4钛合金无缝管,尺寸精度、表面质量及室温力学性能可以满足使用要求;
(2)通过热轧生产的管材组织为网篮和魏氏体结合体,其冲击性能好,延伸率高;
(3)机加工后无损检测满足要求;
(4)采用斜轧穿孔+热轧工艺生产工艺,生产效率高,节约原材料,是生产大规格钛合金管材可以采取的工艺方案。
猜你喜欢
山东冶金(2019年6期)2020-01-06
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2019年8期)2019-09-03
电子制作(2018年14期)2018-08-21
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
中国塑料(2016年8期)2016-06-27
钛工业进展(2014年5期)2014-02-28
中国钢铁业(2013年5期)2013-11-04
中国钢铁业(2012年10期)2012-09-21
