提高取水管道焊接质量一次性合格率施工质量管理
2018-09-14 01:12王成
四川建筑 2018年4期
王 成
(中国五冶集团有限公司,四川成都 610051)
城区取水管道沿沱江河沿岸,并两次穿越沱江河道敷设。取水管道的焊接质量直接影响自来水厂的正常运行,以及居民生活用水的保障。通过取水管道焊接施工全过程开展质量管理活动,展开质量控制课题研究。针对人员、机具、材料、施工方法、环境五个方面对影响取水管道焊接质量的因素进行分析,并制定相应解决措施,开展PDCA循环,不断改进取得了良好效果,取水管道焊接质量的提高同时具有一定的社会意义。对类似工程施工质量控制和开展质量控制活动,具有参考意义。
1 工程概况
内江城区饮用水取水口上移工程位于内江市经济开发区,由中国市政工程西南设计研究总院有限公司设计,建成后设计日供水量为40×104m3/d,主要包括取水泵房及变配电间、引水管道、取水头部、进厂道路、取水管线等分部工程。
取水管线工程包括取水管道、阀门井及检修井等分项工程,设计起点位于本工程取水泵站处,设计终点为已建的自来水厂取水管,全长6.195 km。取水管道为压力管道,双线布置,管道为DN900×10的Q235B焊接螺旋钢管,管道工作压力为0.7 MPa,试验压力1.2 MPa,焊缝等级三级,超声波抽检比例5 %。
由于取水管道安装区域跨度大,部分区段管道安装坡度较大,转角多,安装难度大。由于管道焊接采用手工电弧焊,焊接须双面焊,管道内口焊接难度大。为使取水管道施工焊接质量一次性合格,如何有效控制管道焊接质量,是本工程质量和进度保证的重点,关系到整个工程的成败。
2 管理目的
(1)该工程是我公司承建的第一个取水口工程,顺利完成该项目履约的各项指标,对公司后续工程的营销奠定坚实基础。
(2)该工程为政府应急工程,施工工期相当紧张,如何保证取水管道的安装施工质量,对我公司积累取水口工程的施工经验和提高市政项目的市场竞争力也有很大帮助。
(3)取水管道施工焊接质量是本工程的质量和进度控制重点,如果可以提高管道焊接的施工质量避免返工和事后修补,这样可以为工程节约时间和成本。进一步提高取水管道焊接质量一次合格率。
3 施工现状
通过统计、抽样、实测等方式,对泵房外取水管线工程一工区J0+000~J0+500施工情况进行检查,共检查200点,发现的管道焊接质量合格点170个点,点合格率为85 %,具体调查情况见表1和图1。

表1 影响管道焊接质量问题统计
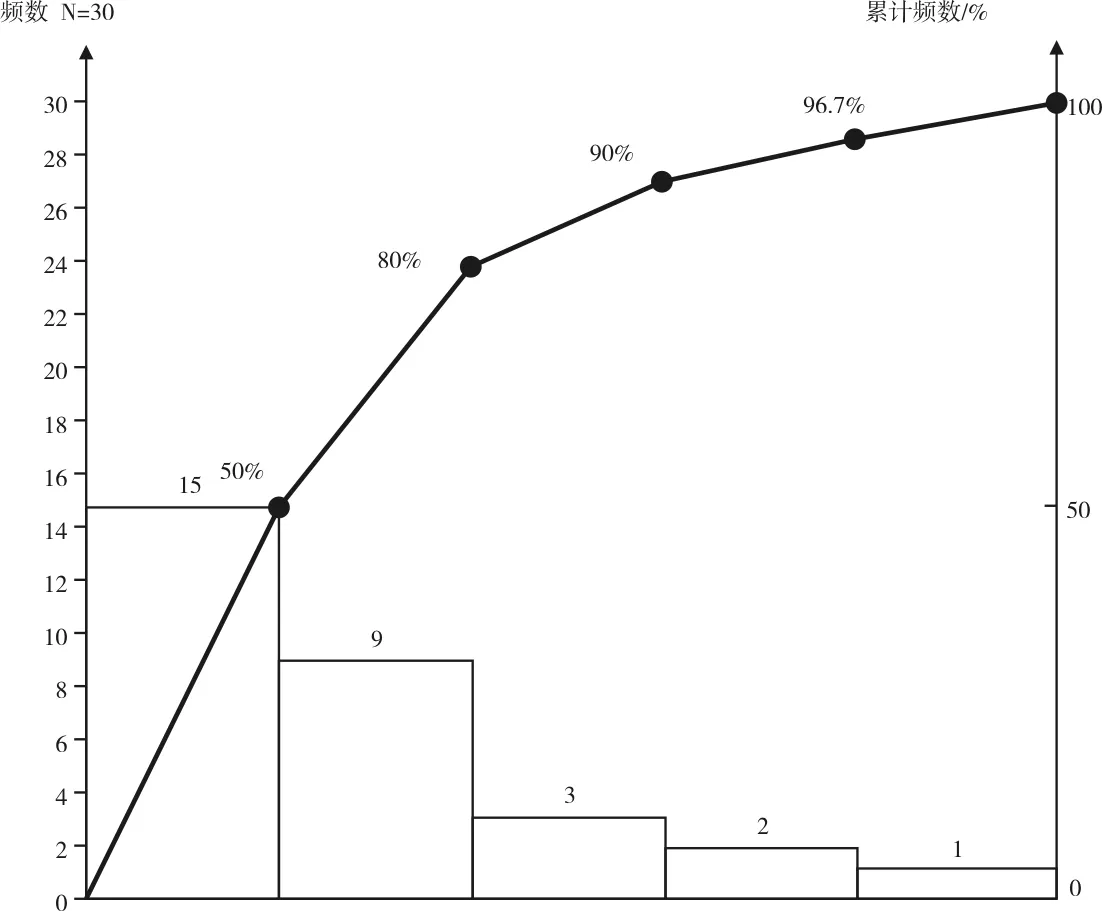
图1 取水管道施工焊接质量问题排列
从管道焊接质量问题排列图可以看出,影响取水管道焊接质量的主要问题是管接头组对不规范、打底焊质量差,占主要问题的80 %,在公司技术部门支撑及项目部人员的共同努力下,采取有效措施就能解决这两个主要问题,一次合格率可以得到有效提升。
4 影响取水管道焊接质量原因分析
针对取水管道系统查阅资料、现场调查和召开专家讨论会,项目对质量偏差产生的原因进行分析,并绘制了关联图(图2)。
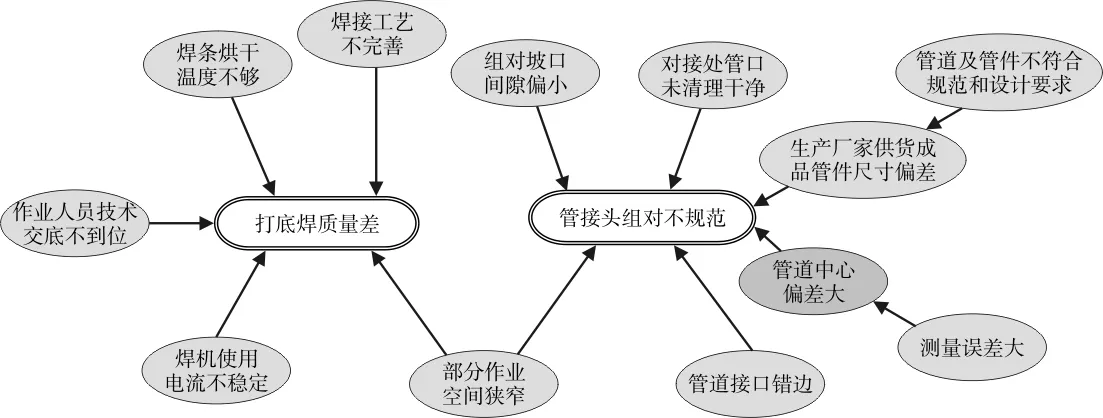
图2 关联图
5 确认要因
从图2中可以分析和确认影响取水管质量的因素共有10项。
(1)作业人员技术交底不到位;
(2)管道接口错边;
(3)焊机使用电流不稳定;
(4)焊条烘干温度不够;
(5)测量误差大;
(6)管道及管件不符合规范和设计要求;
(7)组对坡口间隙偏小;
(8)对接处管口未清理干净;
(9)焊接工艺不完善;
(10)部分作业空间狭窄。
经过对以上10项因素进行逐条确认,影响取水管道施工焊接质量的主要原因见图3。
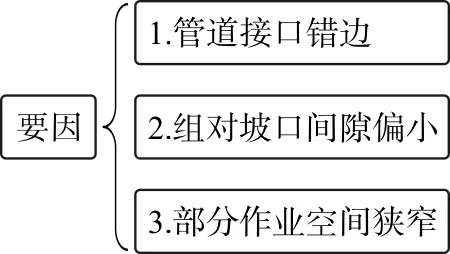
图3 要因确认
6 纠偏措施实施
6.1 管道接口错边
(1)清除管口杂物,管道采用气割进行切断,切口垂直于管中心,切割后将管口打磨平整,确保管口平整,垂直于管道中心。
(2)为保证对接两段管道同轴度要求,先在连接一段管道间距3 m设置两个临时托架作为管道临时支撑固定,临时支撑标高应采用水准仪调整,确保各临时支撑标高偏差小于0.5 mm,避免歪曲、扭斜等缺陷。
(3)在已初步就位的一段管道端口,将管道对口器插入一半预定安装位置,另一段管道采用上述同样方法初调完成同轴度,然后将管道水平移动再插入另一半管道对口器,使两段管道连接管口在对口器中碰头(接口位置需预留间隙尺寸)。管道对口时应采用液压管道对口器调整两段管道对口偏差,偏差符合要求后,利用液压管道对口器夹紧装置夹紧定位后,采用钢板尺测量两段管道错边量,若错边量大,采用该方式反复进行调整直至符合错边量满足要求(图4)。

图4 管道对口器安装校正现场
采取了上述措施后,施工过程中由专业人员对完成的管道接头进行检查,管道错边量均在2 mm以内。
6.2 组对坡口间隙偏小
(1)在管道底部采取临时定位块支撑,保证管道水平度、坡度满足设计要求;
(2)在安装完成管道对口器进行初步定位后,在管口两端管道对口器外两侧焊接临时调节定位丝杆,依靠调节螺杆长度来调节管道对口间隙。
采取了上述措施后,施工过程中由卿建贵、肖华对完成的管道接头进行检查,管道对口间隙均在2~3 mm。
6.3 部分作业空间狭窄
(1)在对管底接口位置下方人工挖出焊接操作坑,操作坑满足焊工仰焊的操作空间。对于DN900钢管,作业坑长度、宽度、深度为2 m×2 m×0.5 m,并派专业对开挖完成的操作坑进行测量,保证操作空间。
(2)在原通用焊接工艺评定基础上,根据现场的实际情况制定仰焊焊接工艺预评定,选择能够仰焊的焊工进行焊接,焊后经无损检测符合要求后进行施焊。
施工过程中,由施工工人对仰焊完成的焊缝进行了检查,超声波抽检焊缝部位合格率100 %,焊缝质量满足设计规范要求,说明该项对策是有效的(图5)。
7 管理成效
(1)目标实现情况
取水管道系统全部施工完成,逐个对整个管线进行了全面检查,共检查1 400点,1 358点合格,施工一次合格率提高到了97 %,达到了质量管理目标(图6)。
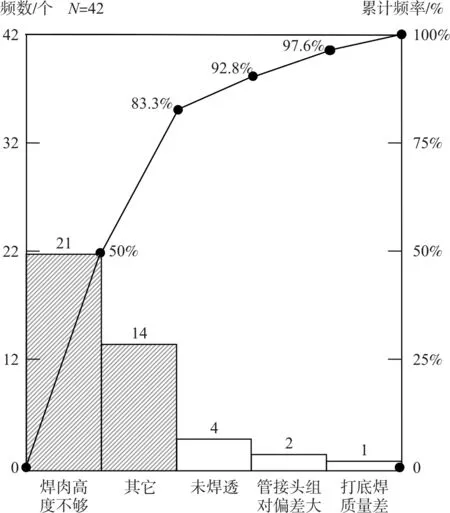
图5 对策实施后取水管施工焊接质量问题排列
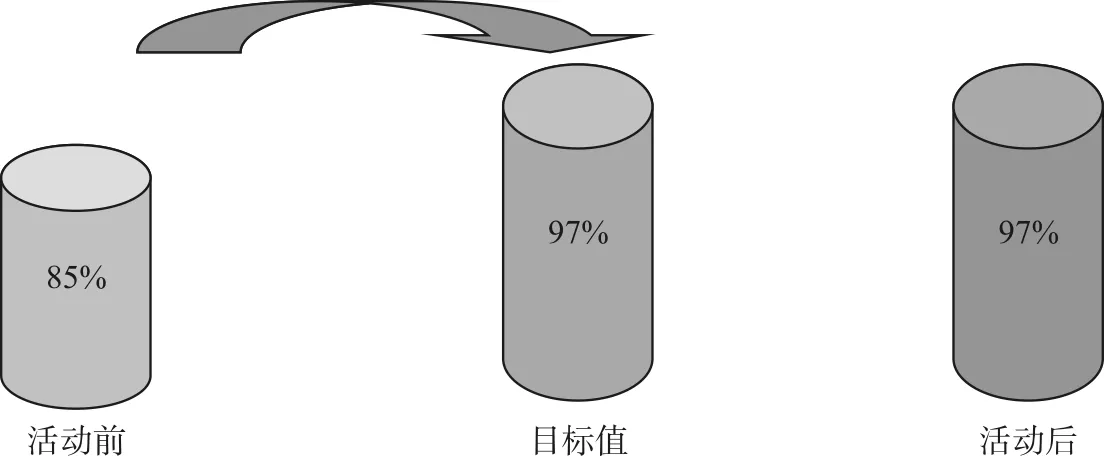
图6 措施实施后目标实现对比
(2)效益
通过对策实施,使施工人员熟练掌握了施工技能和技巧,提高了施工队伍的整体素质,更重要的是提高了项目整体质量,缩短工期,节约了人工费、材料费和机械费,取得了较好的经济效果。
通过质量管理活动的实施,受到建设单位、监理单位及设计单位的一致好评,显示了企业的综合实力,树立了企业良好的社会形象,为项目部创精品工程,奠定了坚实基础。
《取水管道施工安装作业指导书》的编制,将在今后市政给水管道安装工程中进行应用,以提高类似项目管道施工质量。
7 结束语
通过结合项目实施开展质量管理活动,掌握了取水管道施工焊接质量控制要点,专业技术方面得到很大的提高。本次质量管理活动严格遵循PDCA程序,深入施工现场开展质量管理,以客观事实为依据,用数据说话,能准确地应用统计图表来发现问题和分析问题,提高了管理者质量意识和个人工作能力,提升了施工技术管理水平,通过本次对取水管道焊接质量控制管理,在施工进度、安全措施、焊接质量得到极大提升。对类似工程施工质量控制和开展质量控制活动,具有参考意义。
猜你喜欢
现代畜牧科技(2021年9期)2021-10-13
红领巾·萌芽(2021年8期)2021-08-09
老友(2021年4期)2021-05-23
今日农业(2020年22期)2020-12-25
课堂内外(小学版)(2019年4期)2019-05-17
中国特种设备安全(2019年3期)2019-04-22
中国卫生质量管理(2015年2期)2015-12-01
现代企业(2015年8期)2015-02-28
质量探索(2015年3期)2015-01-30
初中生之友·中旬刊(2014年10期)2014-11-05