
典型结构砂轮的模块化修整程序编制
2018-09-10 02:55杭上钰
河南科技 2018年19期
关键词:模块化
杭上钰


摘 要:航空发动机叶片及叶轮对加工环境及加工工艺具有较高的要求。近些年,磨削加工已渐渐成为加工航空发动机叶片的主流。本文结合由安装西门子840D操作系统的五轴联动机床和金刚石修整滚轮组成的砂轮修整系统,对典型结构砂轮修整程序进行模块化编制,并通过试验加工试件验证修整程序的可靠性,这对在线的修整砂轮,提高磨削加工的质量和效率具有重要意义。
关键词:砂轮修整;模块化;编制数控加工程序;砂轮修整系统;磨削加工
中图分类号:TG659 文献标识码:A 文章编号:1003-5168(2018)19-0076-02
Modular Trimming Program for Typical Structure Grinding Wheel
HANG Shangyu
(Gansu Nonferrous Metallurgical Vocational Technology College,Jinchang Gansu 737100)
Abstract: Aero engine blades and impeller have higher requirements for processing environment and processing technology. In recent years, grinding has gradually become the mainstream of machining Aeroengine Blades. Combining with the grinding wheel dressing system consisting of a five-axis linkage machine with Siemens 840D operating system and a diamond dressing roller, this paper modularized the dressing program of a typical structure grinding wheel, and verified the reliability of the dressing program by processing test pieces. This was of great significance for on-line dressing of grinding wheels and improving the quality and efficiency of grinding.
Keywords: grinding wheel dressing;modularization;preparation of NC machining program;grinding wheel dressing system;grinding process
1 研究背景及意義
随着现代航空航天工业的发展,涡轮发动机已渐渐成为现代航空发动机的主流[1]。大推力、高推重比、高增压比及高的涡轮叶片温度是评判涡轮发动机性能的重要指标。航空发动机从结构上讲可以说是“一肚子叶片”。叶轮叶片由于其型面曲线复杂,材料加工性差,要求精度高[2],对加工环境及对刀具的要求都比较高。在磨削加工过程中的磨损会造成砂轮工作面地貌的改变及砂轮气孔的堵塞。这些磨损的影响都会在磨削加工过程中表现出来,会极大地影响加工表面的质量,同时也会影响砂轮的寿命。砂轮本身就是一个磨损的器件,因此,研究陶瓷CBN砂轮的实时在线修整,对在实际生产中保证磨削质量和磨削效率具有重要意义。
鉴于此,本课题组选用五轴联动机床和陶瓷结合剂砂轮,进行了叶片高效、高精度磨削的试验。本文研究重点编制模块化的砂轮修整程序,实现高效准确的砂轮在线修整,以提升磨削加工的质量和效率。
2 砂轮修整系统设计
2.1 参数设置
本文以圆环面砂轮为例,说明修整程序的编制过程。
2.1.1 修整砂轮的形状参数。修整砂轮的形状参数有待修整砂轮的形状、用途、修整参数、参数意义、圆环面砂轮、叶片型面、H/R/Φ、轴向厚度/圆角半径/直径等。
2.1.2 砂轮形状修整参数的设置。砂轮形状修整参数的设置有待修整砂轮的形状、用途/加工补偿方式、修整参数、参数意义、圆环面砂轮、叶片/轴向、R/L/H、轴向厚度/径向修整/轴向修整等。
由于本文主要内容是编程,而砂轮本身的形状参数对修整并不起到限制作用,所以后文中出现的参数均指修整参数。
2.2 编制初步修整程序
2.2.1 修整方案。修整程序分为两部分,第一部分是把砂轮毛坯修整出所需要的形状,第二部分用于修整加工磨损后的砂轮。第一次修整流程见图1。第一次修整需要先将砂轮基体截面由矩形修整出一个锥形,然后再修整加工所需圆角。其中主要内容是加工圆角,本文主要分析圆角加工过程。
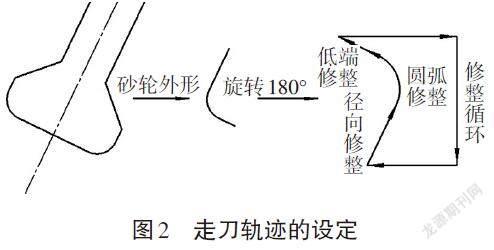
2.2.2 圆角修整走刀路线设定。在加工路线的设定上,因为修整滚轮不动,砂轮运动,所以实际技工过程中的走刀轨迹应与一般加工过程中的走刀轨迹相反[1]。而且除了加工圆角,还需对砂轮轴向和径向的一部分进行修整,故加工路线设定如图2所示。
2.2.3 修整量和关键点的分析。修整加工程序分为两部分,第一部分是将截面为矩形的砂轮基体修整出可用于磨削加工的圆角,第二部分是用于修整经过加工磨损的砂轮。两次的修整量是不同的,而且在计算方法上也是不同的。尤其是第一次修整过程中的修整量计算,机床主轴需要有一定的转角,而且模块化的修整程序需要修整量用参数表示出来,所以在计算上有一定的难度,需要做图并进行详细的几何分析。第二次修整量相对简单,修整也只是为了把磨损的部分修整掉,修整量很小,所以在这里不进行过多的分析。对于第一次修整的修整量分析,如图3所示。
图3中,R10、R19、R20均是在修整程序中出现的参数。R19表示修整滚轮刀尖的圆弧半径,R20表示所需要的砂轮的圆角半径,R10表示机床主轴所呈偏角。由于直接表示修整量不容易,所以本文用修整滚轮到尖角的圆弧圆心(下文简称“滚轮圆心”)的位移量表示修整量。如图3中所示,c点表示的是修整完成时滚轮圆心所在位置,图中隐藏了与a点所处垂直线相切的滚轮圆弧。
从图3可以看出,ab恰好等于大圆弧半径关于主轴倾角的正弦与余弦的和,即[ab=R20(sin(R10)+cos(R10))]。bd是直角三角形bdc的一条直角边,其中bc是两个圆弧圆心的连线,即[bn=R19+R20],cd等于大圆弧半径关于主轴倾角的正弦与余弦的差,即[cb=R20(sin(R10)-cos(R10))],所以[bd=bc2-cd2]。滚轮圆心的实际位移(即修整量,在修整程序中用R15表示)是ad的长度再加上一个滚轮半径的长度,即[R15=R19+ad]。最终用参数表示的修整量公式如下。
[R15=R19+R20×(sin(R10)+cos(R10)-sqrt(R20+R19)×(R20+R19)-R20×cos(R10)-R20×sin(R10)×R20×cos(R10)-R20×sin(R20)]
参考文献:
[1]刘佳.超硬磨料砂轮修整关键技术研究[D]北京:北京航空航天大学,2012.
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
商业评论(2022年4期)2022-05-05
教育教学论坛(2022年13期)2022-04-24
大学·教学与教育(2022年3期)2022-04-15
西部交通科技(2021年9期)2021-01-11
中国建筑金属结构(2019年4期)2019-05-15
汽车博览(2019年5期)2019-05-07
中学语文·大语文论坛(2018年7期)2018-08-23
分析化学(2018年12期)2018-01-22
中国信息化·学术版(2013年1期)2013-05-28
