配置双进双出磨煤机的超临界机组入炉煤量计算方法及应用
2018-08-25 02:54:16许伟强刘翔
综合智慧能源 2018年7期
许伟强,刘翔
(华电电力科学研究院有限公司,杭州 310030)
0 引言
随着全球经济的快速发展,能源消耗总量连年攀升,一次能源紧张局面日趋严重。由于区域煤炭资源贫乏,各燃煤电厂煤源多样,劣质煤种充当电煤渐成定局,双进双出磨煤机对煤种适应性强的特点使其在火力发电厂中将得到更加广泛的应用[1]。然而,配置双进双出磨煤机的火电机组,由于入炉煤计算不准确,机组控制难度较大,而电网对火力发电机组的控制精度与快速响应电网负荷变化的要求却有增无减[2-4]。
某电厂一期工程为2台600 MW超临界燃煤机组,锅炉为东方锅炉厂生产的DG1852/25.31-Ⅱ8 型超临界参数、W火焰燃烧、全悬吊结构 Π 形锅炉;制粉系统配置了北方重工集团有限公司生产的MGS4366型双进双出钢球磨煤机,单台最大磨煤量为78 t/h;汽轮机为上海汽轮机厂生产的N660-24.2/566/566型超临界、中间再热、凝汽式汽轮机,机组采用高中压缸联合启动,定-滑-定运行方式。控制系统采用全厂一体化模式,配置南自美卓maxDNA控制系统。
1 入炉煤量传统计算方法及存在的问题
双进双出磨煤机拥有一个庞大的筒体,该筒体既充当磨制煤粉的空间,又充当煤粉的存储空间,实际运行中,给煤机的给煤量与进入炉膛的煤量并无一一对应关系,特别是磨煤机启停过程中,出粉量与给煤量难以找到静态或动态关系。在大型超超临界机组中,入炉煤量是协调控制系统一个重要参数,但进入炉膛的煤粉量不能用给煤量直接替代[5],传统的入炉煤量计算方式主要存在以下问题。
1.1 计算不准确
入炉煤量无法准确计量,通过容量风挡板开度折算的入炉煤量与理论给煤量存在较大差异,特别是机组升降负荷时。
1.2 关系参数不全面
目前,主要用容量风量或容量风挡板开度来折算入炉煤量,但这些方法都有较大的局限性,前者并未考虑筒体储粉的情况对风携带煤粉能力的影响,后者未考虑一次风压、煤粉储存情况对容量风携粉能力的影响。
1.3 启、停磨煤机过程中存在较大偏差
传统的入炉煤量计算未考虑暖磨、铺煤、停磨吹余煤、跳磨等工况,这些非正常运行工况下入炉煤的计算会出现较大扰动,如磨煤机及给煤机启动后,需要10~20 min才能建立磨煤机料位,磨煤机才能够正常、稳定地运行[1]。
1.4 影响机组调节品质
在机组协调控制系统中,锅炉主控输出指令既作为总燃料量的设定值,又作为给水流量设定值的重要参数,易出现水煤比失调现象,导致机组调节品质不佳[2]。
2 入炉煤量的相关因素分析
双进双出磨煤机构成的制粉系统比直吹式磨煤机对应的制粉系统复杂得多,表现在辅助设备多、被控参数多、对象的动态特性更为复杂,是典型的多变量控制系统[5],其工艺流程如图1所示。
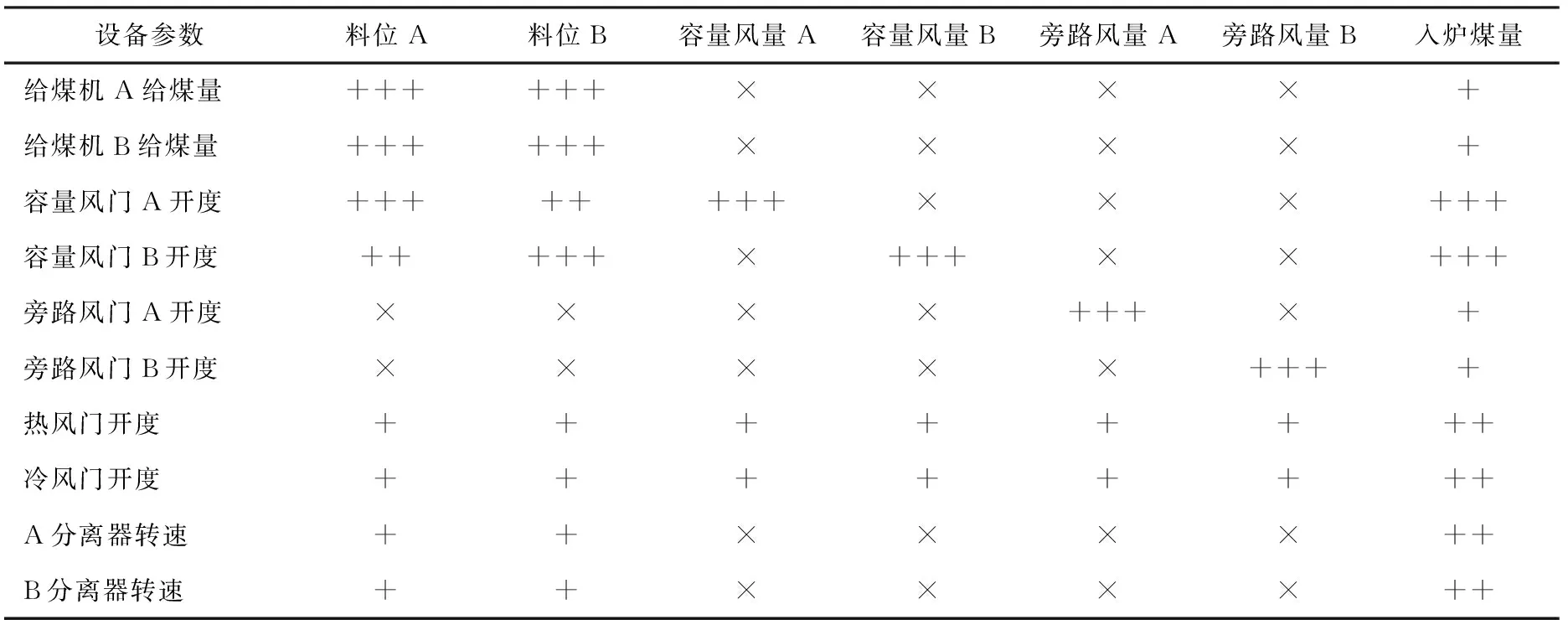
表1 过程参数与设备参数之间强弱关系
注:×表示相关极弱,+表示弱相关,++表示中等相关, +++ 表示强相关。

表2 容量风挡板开度与入炉煤量关系
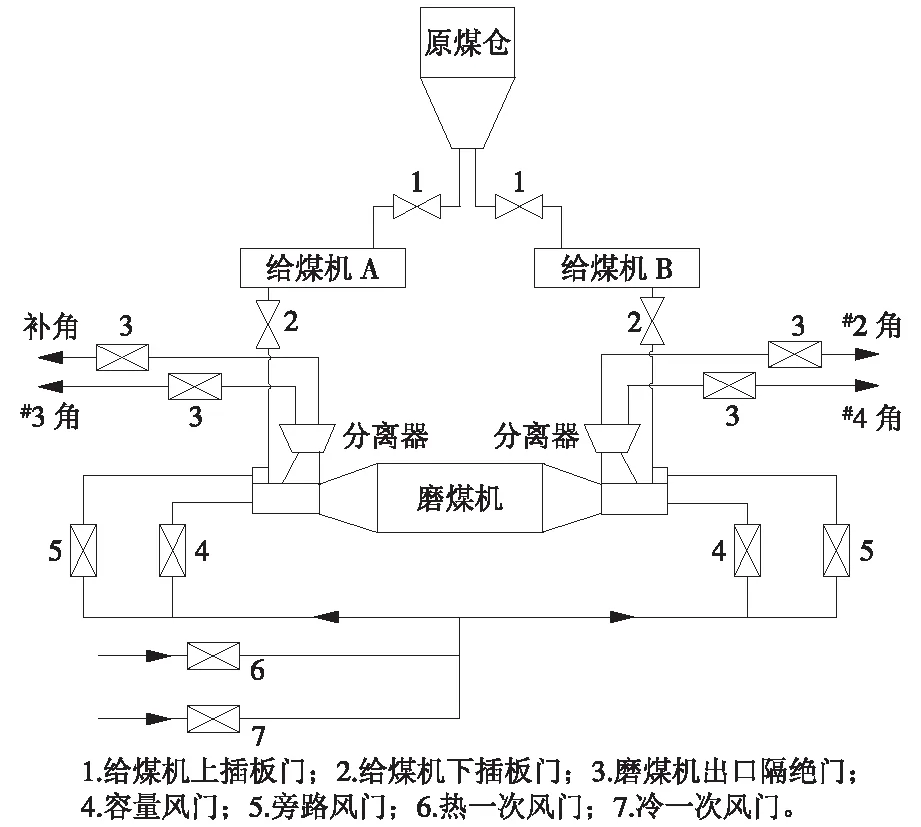
图1 双进双出磨煤机工艺流程
配置双进双出磨煤机的火电机组的入炉煤量虽然不能直接测量,但入炉煤量与其他参数有一定关系,如容量风A/B挡板开度、旁路风A/B挡板开度、磨煤机A/B侧料位、一次风压和分离器转速等。在分析运行机理和大量现场试验的基础上,定性粗略获得这些参数与入炉煤的关系,见表1。
2.1 容量风挡板开度
从表1可以看出,入炉煤量同容量风挡板开度之间存在强相关性,若磨煤机料位在正常位置(压力差为650 Pa左右)且保持相对不变,入炉煤量与容量风挡板开度对应表2中的理论值,入炉煤量与容量风挡板开度(0~60%)呈线性关系。大量现场试验表明,入炉煤量与容量风挡板开度的关系对应表2中的修正值,容量风挡板开度为20%~45%时,因挡板风量特性的原因,容量风挡板开度对应入炉煤量幅度较其他区域更大。用修正后的曲线作为入炉煤量与容量风挡板开度之间的函数关系较为准确,但因磨煤机型号不同,磨煤机安装存在差异,不同磨煤机对应的关系略有差异,以实际试验数据为准。
2.2 磨煤机料位
从表1可以看出,入炉煤量与磨煤机筒体中的料位之间存在较强相关性,所以,入炉煤量计算须用料位对其进行修正。磨煤机运行过程中,料位代表磨筒体中的存粉量或风粉浓度[1]。通常用磨筒体上下的压力差代表料位,压力差越大,表示磨筒体内煤量料位越高,反之亦然,工程应用中测量范围一般为0~1 500 Pa,通过分析现场大量数据,将料位对风煤比修正划分 4 个区域。
(1)磨煤机在正常料位运行区(压力差为650 Pa左右)附近较宽的范围内,容量风的携粉量基本与料位的变化无关,修正系数为1.0。
(2)在启停磨煤机过程中,在低料位区(压力差为150~650 Pa),料位修正系数基本同料位呈线性关系,修正系数为0.5~1.0。
(3)当磨煤机在高料位区时(压力差为800~1 000 Pa),也近似认为是线性关系,修正系数为1.1~1.2。
(4)当料位继续升高时(压力差>1 000 Pa),磨煤机运行进入堵磨区,风携带粉的能力急剧下降,料位修正系数为1.2~0.3,正常运行时应极力避免在此区域停留。
2.3 磨煤机入口一次风压
从表1可以看出,入炉煤量与磨煤机入口一次风压之间存在较强相关性,入炉煤量计算须用一次风压对其进行修正。磨煤机运行过程中,一次风压间接代表一次风的携粉能力。将料位对风煤比修正划分多个区,修正函数输出为0.5~1.3。在每个区,一次风压修正函数输出与一次风压实际值近似认为是线性关系:一次风压高时风携带粉的能力上升,修正系数增大,最大为1.3;一次风压低时风携粉的能力下降,修正系数减小,最小为0.5。
3 改进型计算方法
通过表1可知,分离器转速不变的情况下,与入炉煤量关系较大的参数是容量风开度、料位和一次风压,入炉煤量计算逻辑如图2所示,通过大量试验得到主要参数关系函数(主要采用容量风挡板开度折算,用一次风压和磨煤机料位修正)。
qV=[f2(xA1)f3(xA2)+f2(xB1)f3(xB2)]f1(x) ,
(1)
式中:qV为入炉煤量;f1(x)为料位修正系数;f2(x)为容量风挡板开度函数;f3(x)为一次风压修正系数;xA1为A侧容量风挡板开度;xA2为A侧料位;xB1为B侧容量风挡板开度;xB2为B侧料位。
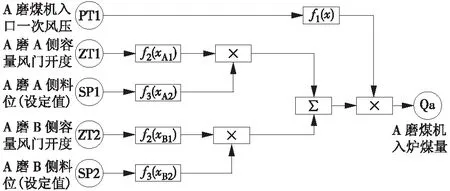
图2 入炉煤量计算逻辑
图2表述的计算逻辑,其计算结果在磨煤机正常运行时较为准确。但料位测量采用微差压测量装置,实际运行时料位波动较大,特别是磨煤机启停过程中,无法真实反映料位的真实情况,因此图2表述的计算方法不能适应实际磨煤机的运行状态。对入炉煤量的计算必须进行深入的分析与分解,划分磨煤机运行状态。通常,磨煤机包括暖磨、建立料位、正常料位运行、停运吹空、停运以及跳闸后重新启动等6个运行状态,将运行状态融入计算公式,将大大提高计算准确度。
3.1 暖磨阶段(无存粉启动)
当磨煤机运行但给煤机未运行时,容量风门与冷热风门在通风暖磨,磨煤机准备投入运行,此时双进双出磨煤机处于暖磨过程中,容量风门有一定的开度,磨煤机的风粉空间将会有一定的容量风通过,但由于磨煤机还未进入正式制粉阶段,所以容量风未携带煤粉,进入炉膛的煤粉量为0。
3.2 建立料位
磨煤机暖磨结束后,运行人员一般会开启第1台给煤机,磨煤机进入料位建立阶段,磨煤机建立料位开始的标志是:磨煤机运行,并且任意给煤机刚运行的10~20 min内,开始有煤进入磨煤机磨筒内[2]。在此过程中,容量风、给煤量的大小对入炉煤量的计算均有影响,但这种关系较为复杂,随着磨筒内料位的升高,可以用公式(1)近似计算入炉煤量。
3.3 未吹空启动(有存粉启动)
当磨煤机故障跳闸或停止时未吹空存粉时,磨筒中会积存大量的粉量,下一次启动该磨煤机时,即使不启动给煤机,只要有容量风通入,磨煤就会运行,容量风将携带存粉直接进入炉膛,这种运行状态越过了料位建立这一环节。即使给煤机未运行,相应的入炉煤量计算同正常料位运行时类似。
3.4 磨煤机正常料位运行
按公式(1)计算入炉煤量。
3.5 磨煤机停运吹空过程
当磨煤机需要退出制粉系统时,首先停止给煤机,但容量风门还需保持适当的开度,仍然通过一次风将磨煤机中的存粉吹入炉膛,以达到吹空磨煤机粉筒的作用,这便是与中速磨煤机运行最大的区别之一。该过程料位会渐渐下降,相应容量风携带粉量的能力下降。当下降到一定程度(压力差<150 Pa),可以认为磨煤机内存粉几乎被吹空,煤量计算时可以缓慢将该磨煤机出力切至0。
3.6 磨煤机跳闸
磨煤机跳闸后,所有磨煤机的出口门迅速关闭,进入炉膛的风粉路径迅速截断,可以用一个惯性时间较短的过程来模拟这一过程,即跳磨瞬间的入炉煤量经由一阶惯性后迅速减至0。惯性时间主要同煤粉管和一次风压有关,一般为2~5 s,实际工程应用时可以忽略。
综合以上磨煤机运行状态,入炉煤量计算如图3表述(以A磨煤机为例),综合的计算结果设置合理的速率变化功能,防止工况发生变化时,入炉煤量计算突变,对煤量控制扰动太大,影响机组安全运行。
4 控制效果分析
将改进后的入炉煤量计算方法应用于实际工程,通过分析大量试验结果,得到计算方法中主要参数关系函数(主要有容量风挡板开度函数,一次风压修正函数和磨煤机料位修正函数),计算准确度及应用效果如下。
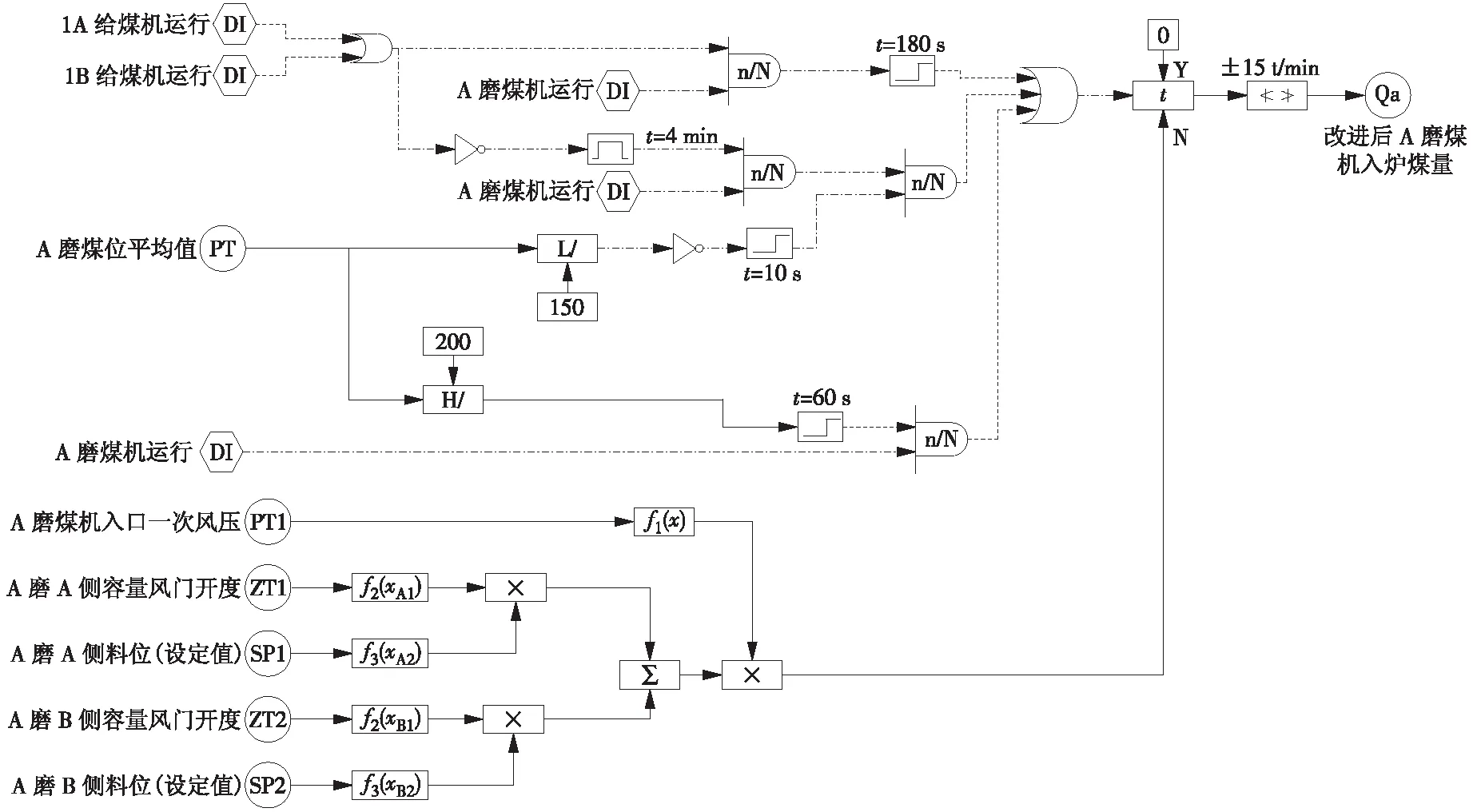
图3 改进型入炉煤量近似计算方法逻辑
4.1 计算准确度分析
与传统计算方法相比,新的计算方法具有以下优点:(1)融合相关因素,计算更准确;(2)考虑多种工况,计算更贴近实际,工况发生变化时扰动量小。
4.2 机组整体控制效果
提高入炉煤量计算的准确性,使机组控制效果明显提升,不仅提升了变负荷速率,也提高了负荷响应能力,经过自动发电控制(AGC)考核试验,各项控制指标良好。
(1)AGC模式下,机组负荷从350 MW升至600 MW,机组主要参数平稳变化,负荷跟随效果较好,满足AGC考核要求(响应时间<30 s,实际变化率9.0 MW/min),如图4所示。

图4 升负荷时主要参数趋势
(2)AGC模式下,机组负荷从600 MW降至330 MW,机组主要参数平稳变化,负荷跟随效果较好,满足AGC考核要求(响应时间<30 s,实际变化率9.2 MW/min),如图5所示。

图5 降负荷时主要参数趋势
提高入炉煤计算准确性,也使相关的过程参数调节品质提高,机组的操控性增强,提高了机组的安全运行特性;同时,过程参数可以控制在设计值附近,有效保证了机组的经济性。
5 结束语
入炉煤量是配置双进双出磨煤机机组的一个重要参数,入炉煤量计算的准确性关系到机组的控制效果和调节能力,在分析磨煤机运行机理和大量现场试验的基础上,充分考虑多种运行工况,形成新的入炉煤计算方法,在某600 MW机组的实际应用表明,文中提出的人炉煤量计算方法稳定可靠,解决了机组运行中因入炉煤量计算偏差大引发的机组参数波动大,协调控制效果不好等问题,提高了机组调节品质,机组主要参数控制在设计值附近较小的区间,有效保证了机组的经济性。
猜你喜欢
矿山安全信息(2022年12期)2022-11-25 01:52:50
矿山安全信息(2022年7期)2022-11-24 12:57:30
矿山安全信息(2022年24期)2022-11-24 11:04:23
湖北电力(2022年6期)2022-03-27 08:54:30
矿山安全信息(2021年20期)2021-11-30 05:32:42
电线电缆(2017年5期)2017-10-18 00:52:03
广西电力(2016年4期)2016-07-10 10:23:38
电线电缆(2016年5期)2016-02-27 09:02:06
重庆建筑(2014年10期)2014-03-27 02:20:07
河南科技(2014年15期)2014-02-27 14:12:37