
高水头混流式水轮机分半式焊接转轮设计及焊接控制
2018-08-09 09:45:14蒋坤臣
浙江水利科技 2018年4期
蒋坤臣
(杭州睿博水电科技有限公司,浙江 杭州 311215)
1 问题的提出
对高水头混流式水轮机和水泵水轮机电站的转轮整体结构最大威胁是转轮叶片与上冠下环连接处焊缝缺陷的疲劳裂纹扩展。疲劳载荷一般由于导叶后尾流出现压力脉动所引起,这是一种典型的高频交变疲劳载荷。为了提高转轮焊缝抗疲劳的能力,可采用分半式焊接结构转轮代替传统的转轮焊接结构,该结构使转轮叶片焊缝从传统的2条减少为1条,焊缝从叶片两端高应力区转移至叶片中部低应力区,大大降低转轮叶片根部出现疲劳裂纹的概率。本文就转轮产生疲劳裂纹的原理以及如何解决这一问题作简要论述。
2 转轮疲劳裂纹产生的原理
一台具有24个导叶的典型高水头混流式水轮机,如转速为500 r/min,则这台水轮机将经受720000次/h的载荷变化。按照一般用于混流式转轮的钢材延伸率,在这种载荷作用下,焊缝处裂纹将按一定的速度发展,并会在很短的运行时间内,材料将产生断裂的情况。因此,混流式转轮的抗疲劳能力取决于疲劳裂纹产生的阈值水平,而这个阈值取决于下面3个主要参数:①静态应力水平;②动态应力水平;③转轮材料中的缺陷大小。
静态应力水平取决于外部的静载荷和残余应力。外部的静载荷取决于转轮的设计。通过有限元计算分析,转轮的最大应力通常发生在转轮出口叶片和下环相连接的区域,由于焊接结构的热影响区存在残余应力是不可避免的。英国标准学会在文件PD 6493∶1991(3)《焊接缺陷验收标准若干方法指南》中推荐,如果采用焊后热处理消除应力,则残余应力水平假定为焊接材料屈服强度的30%。
混流式水轮机转轮的动态载荷主要通过导叶后带压力尾流产生,导致水进入转轮叶片。如果转轮设计时未考虑疲劳因素,且制造质量又不是很好,这种动态载荷会引起高频交变疲劳裂纹的发展,甚至会出现转轮叶片局部断裂,引起严重事故。
根据众多高水头、超高水头混流式水轮机和水泵水轮机运行情况,发现转轮叶片焊缝出现裂纹的情况普遍存在,严重影响电站的安全生产和经济效益。
为解决转轮产生裂纹的问题,各个厂家都在努力研究和摸索。下面对传统转轮结构及焊接制造方法做简要介绍,重点论述分半式焊接转轮及焊接控制方法。
3 传统转轮结构焊接制造方法及缺点
传统混流式水轮机和水泵水轮机转轮由上冠、下环和叶片3部分组成。常规制造方法是将上冠、下环和叶片分别加工成型,然后装配在一起,装配几何尺寸检查合格后焊接成一个整体(见图1)。
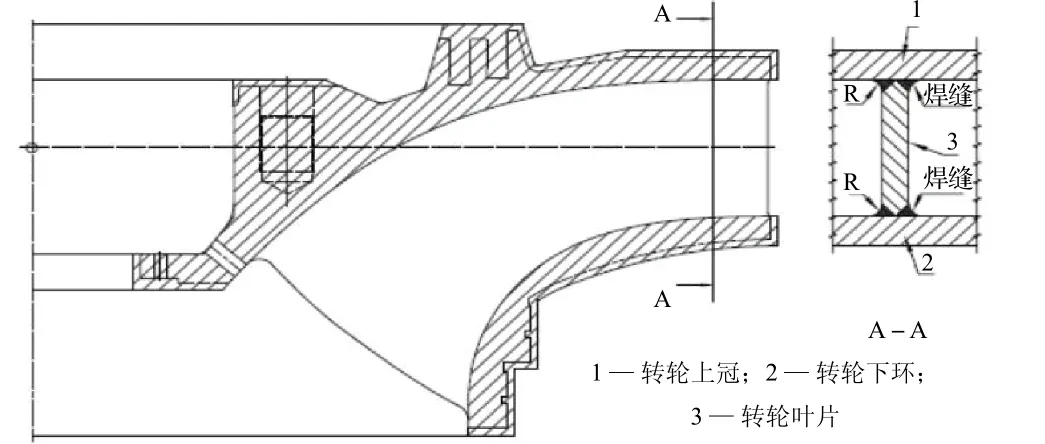
图1 传统转轮组焊示意图
对于高水头、超高水头的混流式水轮机和水泵水轮机而言,其转轮特点是转轮流道高度小,转轮进出口直径比值大,转轮叶片数量可多达30片,流道弯曲狭长,采用常规结构和焊接制造方法,主要有以下几方面缺陷:
(1)受转轮内部空间限制,叶片焊缝焊接困难。叶片中部位置焊接时看不见、够不着,很难完全焊透;
(2)叶片特殊的弯曲倾斜形状使得焊缝的位置和角度在焊接时很困难;
(3)叶片焊缝中部位置无损探伤困难,没有操作空间,甚至无法探伤;
(4)叶片焊缝无法打磨,焊缝圆角无法满足性能要求;
(5)转轮上冠和下环的材料为不锈钢铸件,大型铸件材料内部容易出现气孔、夹杂等缺陷,严重影响焊缝质量;
(6)焊缝位于转轮的高应力区,转轮在运行过程中易于出现裂纹,极端情况出现叶片断裂的情况。
4 分半式焊接转轮结构及优点
通过对转轮的有限元模拟分析计算,发现转轮的高应力区位于叶片与上冠和下环焊接的进出口根部区域,转轮叶片中部位置应力较低(见图2);而传统的焊接制造方法刚好将焊缝布置在高应力区,这直接增加叶片进出口位置焊缝由于疲劳引起裂纹的概率。
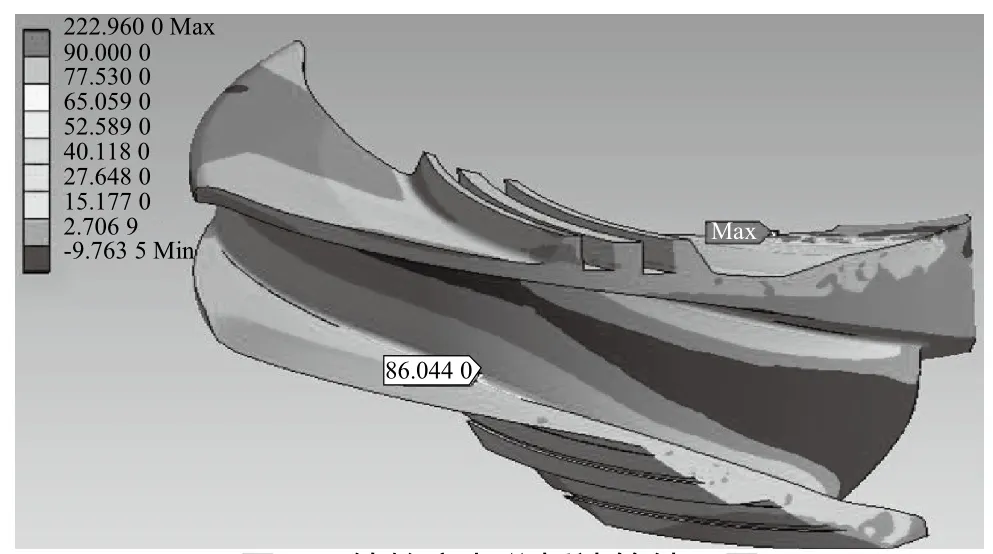
图2 转轮应力分析计算结果图
为解决上述问题,可以设计一种新型的分半式焊接转轮,改变传统的转轮焊接结构,转轮由上冠和下环2部分组成(见图3),取消传统结构中的叶片。该结构将转轮叶片沿流线对分,叶片的上半部分设计在上冠,叶片的下半部分设计在下环;转轮焊缝位于转轮叶片的中部,而中部恰好是转轮的低应力区,从而避免转轮叶片焊缝由于连续的高频交变载荷引起的疲劳裂纹。

图3 分半式转轮组焊示意图
带叶片的上冠和带叶片的下环采用不锈钢材料整体锻造,锻件内部组织结构致密,内部晶粒一致性较好,不容易出现内部缺陷,且能有效提高转轮的机械性能。上冠和下环锻造成一个简单的圆环,环形锻件易于成型,便于控制锻件质量。锻件热处理前后均需进行超声波探伤检查,严格控制内部缺陷的尺寸大小,单个缺陷不大于2 mm×1 mm,任何线性缺陷都是不可接受,所有超标缺陷必须完全去除,焊接修补后,重新探伤检查合格后方可开始加工叶片的几何形状。
上冠和下环采用数控加工叶片的形状,加工后的上冠和下环见图4、图5,叶片的位置比传统人工装配结构更为准确,降低手工装配叶片和焊接变形引起的尺寸偏差。精密数控机床加工的叶片与上冠、下环之间过渡圆角形状尺寸均匀,过渡自然光滑,质量分布均匀,转轮的不平衡量小;转轮的几何相似性很好,提高转轮的水力性能和转轮运行的稳定性。

图4 转轮上冠示意图

图5 转轮下环示意图
转轮上冠与下环之间仅有1条焊缝,而该焊缝位于转轮的低应力区,降低转轮高应力区出现裂纹的机会。同时也解决焊接空间狭小引起的焊接困难,减少焊接和打磨的工作量,降低转轮的制作周期和制作成本。
带部分叶片的上冠和带部分叶片的下环经过数控加工完成后,采用三维测量仪器进行几何尺寸测量,所采集的数据必须与原始的设计模型进行模拟比较,所有尺寸和偏差必须符合IEC 60193标准的要求,方可转入下一步工序。
转轮焊接前需将验收合格的上冠和下环进行预装配,以检查上冠部分和下环部分的叶片是否能对齐,必要时旋转上冠和下环,以找到最优的配对位置,确保转轮叶片开口满足设计要求后并点焊定位。
5 焊接和无损探伤控制方法
转轮是水轮机的核心部件,除设计和使用材料很重要以外,转轮的焊缝质量尤其重要,制造过程中必须执行严格的过程控制。焊接和焊接操作人员须取得 EN/ASME或与之相当的资质。须由有资质的焊工按照批准焊接工艺,完成转轮所有焊接。焊接工艺须按ISO 15607和ISO 15614-1或ASME IX的要求认证。根据ASME VIII Div.1 UW37要求,制造车间应有焊接和焊接操作人员的认证体系。转轮制造须提供焊工及焊接操作记录。所有转轮焊缝均需焊透,叶片焊接坡口必须加工成型。无损探伤要求可随实际叶片载荷的变化而变化。
对于转轮焊后热处理以后的小缺陷修复,可以使用奥氏体焊材。如果补焊超过100 mm2或叶片厚度 t的1/4,须经设计工程师评估是否可以使用奥氏体焊材。焊接修补需要有适用WPS等工艺文件支持,所有焊接热处理后的缺陷修补都需要记录归档。
马氏体材料04Cr13Ni5Mo的焊接要求:预加热将会用到在整个焊接过程中,加热温度参照WPS焊接规范;通过电气元件进行预加热,仅用燃烧气体预加热的方法是不被允许的。然而乙炔/氧气可以作为一种“辅助工具”使加热温度更快的到达正确值。当进行根部焊接时,也应该进行预热,但是可以使用稍低一些的焊接温度。在焊接期间,预加热应该作用到所有转轮叶片上。转轮焊接完成时,转轮仍要加热(在转轮冷却至室温前和焊后热处理前)。温度应调节至最小的170 ℃,并且在此温度下保持时间最少为2 h。
焊材的存储应该根据焊材供应商的操作指南,转轮制造商也应有相应的焊材存储和处理程序;在焊接期间,焊条须在特殊保存箱内存放,保存箱内的温度应保持在70 ℃。
当对焊缝背部清根后的PT检查,温度不能低于室温,并且在35 ℃左右;在此温度下PT一次检查限制在2个叶片,保持时间为10 min。
焊接完成后进行UT检查,UT 检查在焊后超过48 h才能进行,按ASME V标准验收。如果对UT探伤结果有任何疑问,则需要进行RT检查做更进一步的检查,以判定缺陷的性质。
转轮在焊接完成后应进行焊后热处理消除残余应力,热处理需满足如下几个条件:焊后热处理温度:(580 ±10)℃;保温时间:按叶片厚度4 min/mm计算,但总的时间不得小于2 h;加热速度:从300 ℃开始(最大初始温度),最快50 ℃/h;冷却速度:最快30 ℃/h降至200 ℃,然后自然冷却。
焊后热处理应记录温度时间曲线,并须按指定项目的焊后热处理工序操作。测温须由热电偶直接接触转轮,最少应在转轮最薄及最厚处放置2个热电偶。
综上所述,高水头混流式水轮机转轮经过合理的结构设计,采用分半式焊接结构,以及采用优良的锻件材料,严密的焊接控制方法,将传统转轮结构的2条焊缝减少为1条焊缝,并且焊缝转移至转轮叶片的低应力区,避免转轮叶片与上冠下环连接处出现裂纹,提高转轮叶片抗疲劳能力,延长机组的大修周期,增强机组的安全稳定性。
6 结 语
本文介绍传统高水头混流式水轮机转轮焊接结构及其制造缺点。重点介绍分半式焊接转轮的结构及其焊接制造方法,该结构将转轮焊缝从高应力区转移至叶片中部位置低应力区,并且叶片焊缝从传统的2条减少为1条,减少焊接工作量的同时,降低转轮焊缝产生裂纹的机率。目前该种结构的上冠和下环在国外已能熟练加工,国内受数控加工能力和经验的限制,加工成本还比较高,未普及使用。相信随着未来我国数控加工能力的发展,此种分半式焊接转轮必将被国内厂家和业主所采用,为提高我国高水头水轮机的安全稳定运行做出贡献。
猜你喜欢
大电机技术(2022年3期)2022-08-06 07:48:56
电力科技与环保(2022年3期)2022-07-15 08:12:16
大电机技术(2022年2期)2022-06-05 07:28:56
大电机技术(2021年3期)2021-07-16 05:38:24
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
装备制造技术(2020年4期)2020-12-25 05:26:00
兰台世界(2017年12期)2017-06-22 14:17:25
水电站机电技术(2016年1期)2016-02-28 14:21:50
水利水电科技进展(2014年2期)2014-10-17 03:22:10
