利用先进设备对模具的改良
2018-08-07 09:46:24冯汉荣
机电工程技术 2018年7期
冯汉荣
0 前言
由于公司有较多先进冲床。现采用型号(SNZ─110)冲床,配有4只机械手、气动送料器及矫形机。要求对加工左、右面板(零件)的模具进行改良。零件原来是由5套模具(工序)分别装置在5台冲床去完成,加工材料是双光料,零件成形后要电镀。所以表面要求较高,尽可能一套模具完成,避免在每个工序搬运过程刮花零件。
零件加工对这个模具改良有一定的难度,模具的整体性较大。冲孔、翻边、弯曲对模具和零件有一定影响,维修是否方便,及模具的寿命。也要考虑加工这套模具的设备。由于存在着这些的问题,所以需要对零件进行工艺分析,模具的结构分析。
1 零件特征
图1为左、右面板的零件图,其材料:双光(冷轧)薄板,T=0.4 mm。

图1 左、右面板的零件图
2 零件的工艺分析
以往工艺分五个工序完成;落料→冲孔→翻边→弯曲90°(18mm)→弯曲90°(24mm)。
由于每套模具是独立装上不同吨位的每一台冲床,对这个零件的加工有几个问题。
(1)落料模具。剪切零件的整个轮廓冲裁力大。
(2)冲孔模具。如图1,加工模具时两排长孔,凸模和凹模的长孔与长孔之间距离较接近,如一齐冲出对模具寿命会有影响。
(3)如图1,两端弯曲尺寸高18 mm、24 mm。是分两套模具弯曲。如一齐弯起90°,那么会把零件拉花。但上端(18 mm)是装配在产品的里面,而影响外观不大,下端(24 mm)是外表面,由于模具弯曲间隙小,易拉花,间隙大就难保证图纸要求的角度。另外拉花表面也容易生锈。
(4)在上端(18 mm)和下端(24 mm)。如一齐弯曲后会扣住上模,使零件难脱模。
3 模具的结构分析
据上述分析:现在改为一套组合模具完成,为了减少工序(运输)的拉花损坏。初定工艺,第一步开坯料,包括冲一排长孔→第二步冲两个圆孔和冲另一排长孔→第三步翻边→第四步弯曲两端90°,分四步完成。
在一般的设计思路,大型模具用大拼装法,容易加工模具、外观整齐。但模具的加工及维修会带来很大困难。
(1)在加工方面,本公司没有大型设备加工,而且装配也困难。发外加工成本高不划算。
(2)在维修方面,第一步、第二步都是剪切口,较易损坏。第三、四步翻边弯曲(90°),而翻边,弯曲模具的寿命较长。而第一、二步其中有一损坏的话,那要整套模具卸下维修。无法对模具进行局部的修正。

图2 模具
所以对模具的结构进行一些改良构思,如CAD图的图2是主视图(上、下模),由进料→步进1(开料)→步进2(冲孔)→步进3(翻边)→步进4(两端90°成形)四套模具组成。下模俯视图,步进4侧视图。及模具中的主要处作局部剖视。采用分体组合而成的模具,再由组合模板来固定每步的分体模,这样造可解决以下几个问题。
1)在设计上简化了。在排样与步进模形式原理一样,不同就是每套模具都分开。留有空间可用来装夹分体模的压板及机械手复位,也确保每套模具中心距离与机械手的移动距离规定为350mm。
2)在加工方面,除下模板的凹槽发外加工,其余可在本公司的设备加工。
3)在维修上可对任何分体模具进行局部维修(或拆下)。
(3)由于需要用机械手传递零件,决定了各单套模具的下模面高度要保持一致,否则,机械手运动时就会造成面低了而吸不上零件或因模面高了机械手走不尽而损坏。考虑到机械手吸盘是抽真空式吸盘,当吸盘与零件的距离小于2 mm时,可吸取零件。也就是各单套模的下模面高度差不小于0.5 mm。
4 提高模具寿命
(1)合理间隙
剪切口模具对于薄材料,间隙过大有拉入下模的危险,一但拉断,所形成的拉断毛刺更长。间隙偏小,冲出制件的断面出现双光带,且有毛刺,又因模具与材料之间摩擦大,发热严重使材料粘连,加速刃口磨损,降低了模具寿命。
通过上述分析及实践经验,刃口间隙取片8%为合理的间隙,可以提高模具寿命的几倍。
(2)下模窄小型孔的结构分析及选用

图3 直壁式刃口下模
如图3为直壁式刃口下模,刃口强度高,制造方便。刃口修磨后型孔尺寸对冲裁间隙无明显影响,适于冲裁形状复杂,精度要求较高,以及厚度较大的零件。由于型孔内易于聚积零件或废料,因而推件力大。如果刃口周边有突变的夹角或有窄悬臂伸出,由于应力集中,有可能在角部位产生胀裂,因此对下模和上模的强度都带来不利的影响。同时,由于摩擦力增大,对孔壁的磨损深度增大,故此刃磨层较厚,致使下模的总寿命降低。
如图4是斜壁式刃口下模,这类型孔刃口锐利,因不会聚积零件或废料,摩擦力和胀裂力均较小,刃口磨损小,使用寿命相对增长,但是刃口强度略低,修磨后尺寸略有增大。当a=30′时,刃磨0.1 mm,尺寸增大约为0.0017 mm,因此适于冲裁形状不复杂,厚度较薄,精度要求不是很高的零件。
根据上述图4分析,与结合左右面板这只零件是影响不大。所以把所有下模的窄小型孔都采用图4的斜壁式刃口下模并作镶件。如图2,因为上模冲子直径小,钢性差。所以对应的下模用镶件方便更换。采用斜壁刃口下模主要是降低冲裁的推料力,从而提高模具的寿命。
(3)钢材选用
为了延长冲模寿命,提高经济效益,合理选用模具材料成各模具设计的关键因素。因此,在选用制造模具中的主要零件材料时,必须满足下列基本要求。
1)根据模具的工作特点和失效形式,确定模具的失效抗力指标,尤其是对硬性的要求。
2)考虑其冷加工工艺性能和热加工工艺性能是否良好。
3)分析模具的使用价值,尽可能采用质量好的钢材,但也要考虑到其经济性,因为冲模材料用占整个模具制造费用的6%~10%。
4)为了降低生产成本,注意采用微变形模具钢,以降低机械加工费用。
5)对于特种要求的模具,应开发应用具有专门性能的模具钢。
根据上述几点,这套模具是选用了铬钢。当然有很多的钢材比铬钢要好几倍,但是造价比较高,而铬钢相对较低,其次是可以达到使用要求。
5 整体冲裁力计算
(1)工程图步进1
剪切总长为1 160.4 mm。根据供应商提供的材料抗拉强度为460 MPa作为冲裁力计算:材料厚度0.4 mm。
冲裁力计算公式为:P=LtOb,
P=1 160.4×0.4×460=213 513.6 N=213.5 kN。
卸料力计算公式为:P1=K1P(卸料力系数取最大值K1=0.06),
代入:P1=0.06×213 513.6 N=12 810.81 N=12.81 kN。
推料力计算公式为P2=K2P(推料力系数取最大值K2=0.07),
代入:P2=0.07×213 513.6 N=1 495.95 N=14.95 kN。
总的冲裁力计算公式为:P01=P+P1+P2,
代入:P01=213.5+12.81+14.95=241.26 kN。
(2)工程图步进2
剪裁总长度为152.1 mm,材料厚0.4 mm。
冲裁力计算公式为:P=LtOb,
P=152.1×0.4×460=27 986.4 N=27.99 kN。
卸料力计算公式为:P1=K1P(卸料力系数取最大值K1=0.06),
代入:P1=0.06×27.99=1.679 4 kN。
推料力计算公式为P2=K2P (推料力系数取最大值P2=0.07),
代入:P2=0.07×27 986.4 N=1 959.048 N=1.97 kN。
总的冲裁力计算公式为:P02=P+P1+P2,
代入:P02=27.99+1.68+1.97=31.63 kN。
(3)工程图步进3
弯曲线总长度为1 430.58 mm,R0.3。
U形弯曲力经验计算:

卸料力计算公式为:P1=K1Pb(卸料力系数取最大值K1=0.06),
代入:P1=0.06×270.75=16.245 kN。
总的冲裁力计算公式为:P03=Pb+P1,
代入:P03=270.75+16.245=286.995 kN。
(4)工程图步进4
两端弯曲线长分别为146 mm,内弯曲半径R2,另一个R6。
U形弯曲力经验计算:

总弯曲力计算为:Pb3=Pb1+Pb2,
代入:Pb3=8.06+3.02=11.08 kN。
卸料力计算公式为:P1=K1b(卸料力系数取最大值K1=0.06),
代入:P1=0.06×11.08=0.665 kN。
总的冲裁力计算公式为:P04=Pb3+P1,
代入:P04=11.08+0.665=11.745 kN。
整体模具的冲裁力计算公式为:
Pn=(P01+P02+Pb+Pb3)K
Pn=(241.26+31.63+286.995+11.745)×1.3=743.119 kN
式中:Pn——整体模具的冲裁力(kN)
P01、P02、P03、P04——单套模的冲裁力 (kN)
P1——卸料力(kN);
P2——推料力(kN);
L——冲裁剪切轮廓总长度(mm);
T——材料厚度(mm);
Ob——材料抗拉强度460 MPa;
K1——卸料力系数值为0.02~0.06(薄料取最大值);
K2——推料力系数值为0.03~0.07(薄料取最大值);
K——安全系数值为1.3;
Pb1、Pb2——因R半径不同分别计算弯曲力(kN);
R——内弯曲半径(mm);
B——弯曲线长度(mm)。
6 模具工作过程
先把原料装上送料机→矫形机,矫直后→气动送料器,调正步距→通过在图2中(步进1)下模浮升钉装置,它是起导向作用,也把料升离模面避免条料推进时与模面摩擦而刮花,在上模弹性压卸料板的对应位置开出凹坑。第一步的模具工作把条料头冲,冲床回程由气动送料器,把条料送到撞块,冲出另一端及一排的长孔,第一步完成。然后机械手由真空吸盘把第一步的胚料送到下一步,第二步完成。机械手把料送下一步,图2(步进3上模,局部剖视)采用弹性卸料板。因退料力较大,如用顶钉把零件顶出,这样很有可能将零件压有印,所以采用外围装卸料板。下模用拼装结构,这样可节省材料。第三步完成。机械手把料送下一步,图2(步进4),下模也是用拼装结构,在下端(24 mm)加一条可转动下模活动块,因零件的角度要求90°下偏差2°,而且R角大,回弹也会大,在零件(R6)角这段亦是外观,所以采用活动式弯曲90°。下模活动块加工成84°。上模同样,当上模向下压时,下模活动块受上模压下的作用力时相应大开,那么间隙较大对零件表面摩擦就小。上模再往下压时,托底板的凸位将下模活动块的下部台阶压下,这时下模活动块转向上模方向。使零件达到要求。步进4。图5模分成3件,上模固定块,上模开合块(1),上模开合块(2),有两根导柱作导向。斜块(楔)装于上模两边对称。用于打开上模活动块,当上模向下压时,斜块先接触到斜块导轮(角度变化时是可调整)。从而使上模开合块(2)移动到预定的位置,再向下时把零件弯曲前,后两端,完成后零件扣住上模回升,弹簧装置把上模的活动块(1)(2)顶回原位,这时上模的顶针采用尼龙料不易刮花零件,不用多大的力可把零件顶出脱离上模。全过程都是自动化。
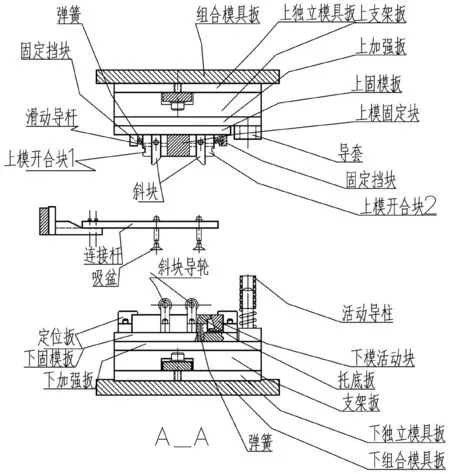
图5 步进4
7 结论
模具的设计是一个相对复杂的过程,同时又有很大的灵活性,这套模具较好地结合公司的设备,缩短了生产加工周期,在交付生产使用了较长的时间,反馈,不但大幅度提高生产效率,并能保证零件的质量,尤其是第四步的模具,上模采用斜块(楔)开合式,是非常好的,整套模具的设计合理,但由于每步模具的上、下模座有大的空间,在生产过程会产生噪声,需降低噪音分贝,尚有改善的潜力。
猜你喜欢
中国钼业(2022年5期)2022-03-24 10:42:01
金刚石与磨料磨具工程(2021年5期)2021-11-06 08:19:30
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
模具制造(2019年7期)2019-09-25 07:29:56
电子测试(2018年18期)2018-11-14 02:31:00
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
制造技术与机床(2017年7期)2018-01-19 02:29:55
山东工业技术(2016年15期)2016-12-01 05:30:44
锻压装备与制造技术(2016年3期)2016-06-05 09:36:11
中原工学院学报(2014年3期)2014-04-01 07:14:18