新型气化炉工艺烧嘴损坏原因与改进方案
2018-07-25 06:35韩学琴
山西化工 2018年3期
韩学琴
(同煤广发化学工业有限公司,山西 大同 037000)
引 言
工艺烧嘴在水煤浆气化系统中占据核心地位,能够直接影响着水煤浆气化炉使用寿命的主要原因之一。而在新型的四喷嘴对置式水煤浆加压气化炉中,因为工艺烧嘴位于气化炉的筒体部位,在水煤浆进行气化时会产生大量的热气流和热辐射,工艺烧嘴会长时间受到这些热气流和热辐射的冲刷,且这些气流中的氢、硫等气体具有一定的腐蚀性,长时间会腐蚀工艺烧嘴导致其损坏,例如:外氧管和水盘管的腐蚀化,烧嘴盘管开裂,或外氧喷头损坏等问题,严重时则影响气化炉的有效运行时间,并且给气化炉的正常使用带来危险。
1 对工艺烧嘴的要求
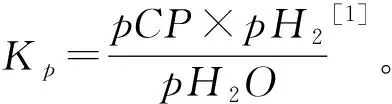

图1 烧嘴总体结构
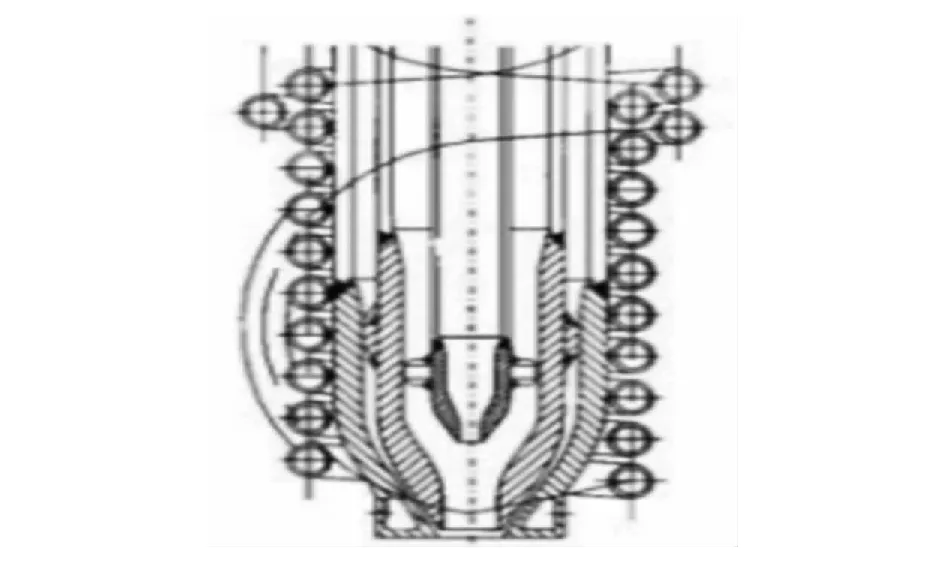
图2 烧嘴喷头部位剖面
其中对氧气纯度,压力水煤浆的浓度,喷头及冷却盘管的材质也有要求,具体参考表1。

表1 烧嘴内各参数及材质列表
2 分析工艺烧嘴损坏的原因
2.1 安装拆卸烧嘴的过程复杂繁琐
在安装烧嘴时其过程过于复杂繁琐,操作失误会引起烧嘴的损坏。比如安装过程中,烧嘴与烧室不处于同一水平线上,会造成烧嘴倾斜,烧嘴的头部盘管与烧嘴室壁互相干涉,增加安装的困难性。而且烧嘴使用经过一个周期之后需要进行拆卸,其过程也十分困难,必须使用2 t倒链进行外拉,但这一操作可能引起冷却水盘管的损坏,并且经过仔细检查盘管会由于外拉作用,长度被拉长损坏而且盘管的外部会堆积大量残渣,其主要原因是气化炉停车后,在烧嘴室内堆积大量熔渣,大量残渣包住烧嘴的盘管经过冷却凝固为一体,严重影响拆卸工作,增加了盘管被拉坏的几率。
2.2 烧嘴盘管损坏的原因
根据研究得出影响烧嘴稳定运行周期长短的主要原因是,烧嘴冷却水盘管的使用寿命。通常烧嘴冷却水盘管损坏的表现为,其前部弯头与喷头连接处等焊接缝的开裂,导致其冷却水的泄露,必须停车更换新的烧嘴配件,影响烧嘴稳定运行的有效周期,对气化系统的安全运行周期有限制作用。曾经更换烧嘴的最短周期仅为14 d,由此可见盘管损坏几率之高。主要原因是焊接处存在应力作用,并且焊接缝处使用的是角焊的方法,由于厚度和使用材料的不同,气体、残渣具有腐蚀性,经过长期使用会产生细小的裂纹,这些裂纹会逐渐扩大最终造成开裂,这些都是造成开裂的主要原因[2]。
2.3 外喷头表面龟裂
在烧嘴的正常使用中,随着时间的推移,在烧嘴外喷扣边缘会出现密集性的径向放射裂纹和及不规则的龟裂,当龟裂面积超过断面壁厚的50%时,则需要更换新的配件。喷头的材质为Co50在选取材料时一定要进行严格审查,因为其表面长期受到高温热辐射影响,使用寿命受到其影响。
3 工艺烧嘴的改进方案
3.1 优化工艺烧嘴的安装方法
为了降低盘管在安装烧嘴时损坏的几率,应当优化、简化烧嘴的安装方法。可以根据烧嘴结构的特点和安装时应注意的事项,定制专门安装烧嘴的推车,要求能够在安装烧嘴时简单便捷地调整烧嘴位置,通过使用液压装置调整烧嘴位置,前段底部应装有万向调整轮便于调整方向,并且在气化炉附近铺设专用的安装平台,以确保地面的平整性,提高烧嘴安装时推车前进时的平稳性,能够平稳地安装烧嘴。安装工艺烧嘴通过采用专用推车的方案,能够有效缩短安装烧嘴的时间,减少安装意外的几率,使安装烧嘴的质量得到了提高,在拆卸烧嘴时也有着相同的功效,能够有效降低了拆卸烧嘴时烧嘴头部和外拉盘管的损坏几率[3]。
3.2 针对冷却水盘管的改进方案
在烧嘴冷却水的进、出水管之间存在着间距,为了对其进行改造缩短了进、出水管的间距如表2所示。

表2 改进前后出水管与进水管的间距对比表
经过改良之后对盘管的工艺要求更加严格了,能够增加冷却面积以提高对盘管的保护性能,同时增加了外氧喷头的安全性,达到了有效提升冷却盘管寿命的重大作用。同时由于减小了烧嘴头部的体积,便于安装,能够降低安装、拆卸时损坏的几率,减轻了焊接缝的应力,降低了焊接缝开裂的可能性。冷却水的进水管从大角度弯管改成90°弯头进入冷却水夹套,如图3所示,能够减轻由于受热后受拉伸力的不同而产生裂纹、开裂等问题。

图3 烧嘴头部示意图
3.3 为冷却水盘管前焊接挡板
可以通过在烧嘴喷嘴前方焊接金属挡板,其具体参数参考表3。

表3 金属挡板详细参数表
通过额外焊接金属挡板如图4,使用120 d之后损伤轻微如图5,能够有效保护山嘴前段的焊接缝,从而提高烧嘴的使用寿命,延长气化炉的工作周期。
图4 烧嘴使用前的照片 图5 使用120 d以后烧嘴的照片
4 改进操作避免冷却水室开裂
通过控制烧嘴的冷却水进入量,提升其头部的换热量,能够有效降低烧嘴头部的温度,提高外氧喷嘴的使用寿命;更改煤桨出口的大小,控制喷口煤桨的流动速度,在规定的前提下降低出口煤桨的流出量,能够有效延长喷头的使用寿命。
5 对冷却水盘管和外氧管的保护措施
在烧嘴的头部位置进行浇筑模具,在其凝固后进行修整,能够发现在经过长时间使用之后烧嘴部分基本无损坏,无腐蚀,详见图5,这样既能保护水盘管,又能保护盘管间的焊接缝,提升烧嘴拆卸的便捷性。同时在烧嘴的安装前,应当使用20 mm的厚岩棉包裹外氧管,能够减轻气体、残渣对外氧管的腐蚀。最应该注意的一点是对烧嘴维修的严格审查,在确定维修过程中,各项操作都必须符合规范的要求,维修后进行严格的检测以确保烧嘴维修的质量[4]。
6 结束语
本文针对工艺烧嘴损坏的原因提出改进方案,并取得了明显的提升效果。有效提升了烧嘴安装的便捷性,延长了烧嘴的使用寿命和气化炉的工作周期,减少停车次数,提升了工作效率,领先同类烧嘴的平均寿命,在提升生产系统收益的同时给生产运行带来了优质的保障。
猜你喜欢
建筑热能通风空调(2022年6期)2022-07-30
氮肥与合成气(2022年7期)2022-07-07
化工管理(2020年17期)2020-07-17
建材发展导向(2019年10期)2019-08-24
中国特种设备安全(2018年10期)2018-12-18
当代化工研究(2016年6期)2016-03-20
天津科技大学学报(2016年1期)2016-02-28
氮肥与合成气(2015年8期)2015-12-23
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
压缩机技术(2014年5期)2014-02-28